Изобретение относится к обработке металлов давлением, в частности к высадке гибких стержней на горизонтально-ковочных машинах.
Цель изобретения - повышение качества изделия путем обеспечения точной величины длины его стержневой части.
На чертеже изображено устройство в двух крайних рабочих положениях (выше оси - исходное положение, ниже оси - конец высадки гибкого стержня), общий вид.
Устройство содержит пуансон 1, две полуматрицы 2 с гладким зажимным ручьем, укрепленные соответственно на высадочном и зажимном ползунах горизонтально-ковочной машины, планку 3, укрепленную жестко на станине горизонтально-ковочной машины, упорный болт 4, установленный во втулке 5, которая фиксируется гайками 6 и устанавливается на рабочую длину гибкого стержня высаживаемой заготовки, компенсационной пружины 7, выбираемой из условия сохранения гибким стержнем (заготовкой) устойчивости. Гайки 8, установленные на резьбовой части упорного болта, одна из которых контрящаяся, регулируют положе- ние упорного болта 4 с установленной, предварительно подобранной пружиной, с учетом требуемой величины S.
Необходимая жесткость пружины определяется из формулы
„ (0,01-0,8) (3.29 Ehb3)
-Р12
е Z - жесткость пружины, кгс/см;
h - высота гладкого зажимного ручья матрицы;
b - ширина гладкого зажимного ручья
матрицы;
1 - расстояние между матрицей и упорным болтом, см;
Е - модуль продольной упругости высаживаемой заготовки, кгс/см ;
К-максимальная деформация пружин до соприкосновения витков.
При увеличении жесткости пружины повышается точность длины стержневой части изделия.
При высадке заготовка гибкого стержня устанавливается в полуматрицу 2 и упирается в торец упорного болта 4. При рабочем ходе вторая полуматрица 2 зажимает заготовку, пуансон 1 воздействует на заготовку с осевой силой, которой противодействует сила трения в гладком зажимлом ручье полу- матриц 2 и сила компенсационной пружины 7. При действии на торец упорного болта 4 силой, превышающей силу пружины, последняя сжимается и упорный болт 4 перемещается на величину 5. Это перемещение продолжается до момента начала образования бочкообразности на высаживаемом конце заготовки, когда сила, действующая со стороны пуансона, уравновешивается силой трения в зажимном ручье полуматриц 2 и силой сжатой пружины 7. Доводка устройства на рабочую длину стержня поковки производится с помощью резьбовой регулировочной втулки 5 и гаек 6. Величина S регулируется затяжкой компенсационной пружины 7 с помощью гаек 8. Чем больше затяжка пружины, тем меньше величина S.
После окончания высадки пуансон отходит в исходное положение, полуматрицы расходятся, изделие освобождается и упорный болт 4 под действием компенсационной пружины 7 возвращается в исходное положение.
с помощью предлагаемого устройства производят высадку заготовок из ст. 5 сечением 8x26 .мм в штампе с разъемными матрицами с гладким зажимны.м ручьем. Высадку производят из одинаковых заготовок длиной 360 мм с нагревом высаживаемой части в газовой печи до 1100°С на горизонтально-ковочной машине размером 1. Длина стержня изделия по чертежу 340+4 мм. В результате высадки гибких стержней на предлагаемом устройстве длина стержневой части изделия составляет 340+1 мм.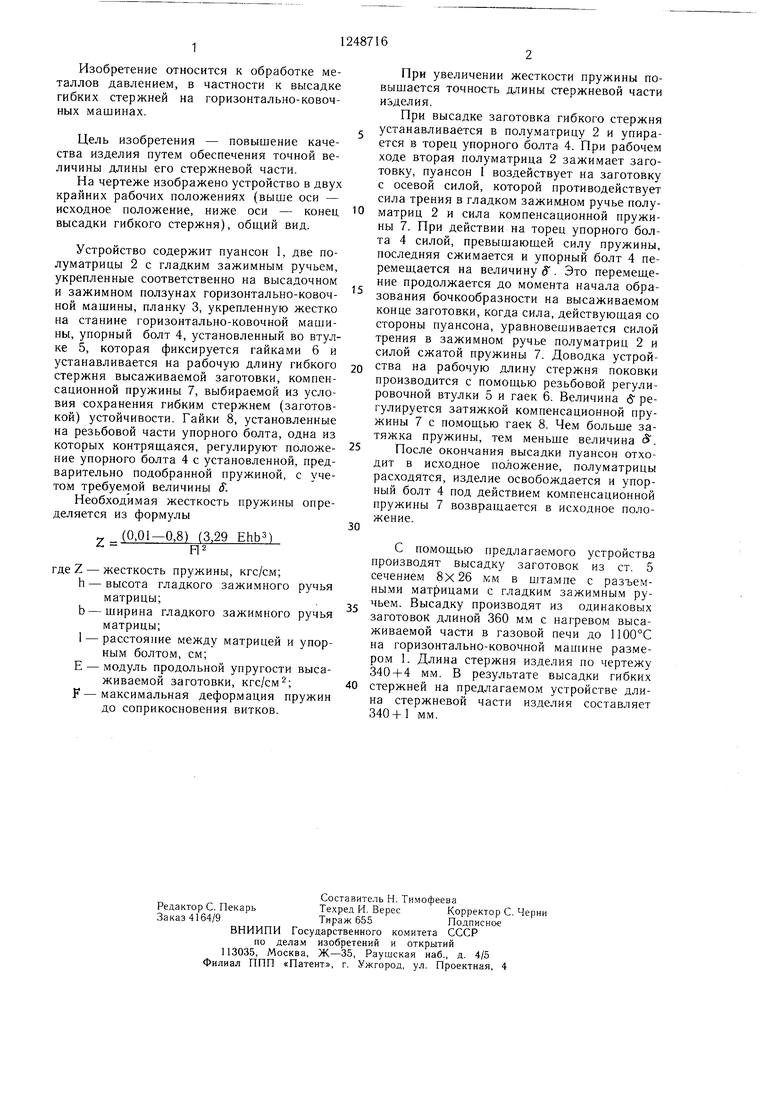
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1975 |
|
SU561600A1 |
| Способ изготовления изделий высадкой стержневых заготовок | 1983 |
|
SU1118467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |

| Ковка и объемная штамповка: Справочник./Под ред | |||
| О | |||
| В | |||
| Сторожева | |||
| М.: Машиностроение, 1968, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Система механической тяги | 1919 |
|
SU158A1 |
