Изобретение относится к машинострьению и может быть использовано при обработке валов с профилем рав ноосный контур. Известен способ лезвийной обрабо ки валов с профилем равноосный ко тур, при котором сообщают вращение обрабатываемому валу, а инструменту сообщают продольную подачу и гармоническое поперечное перемещение, пр чем оси вращения инструмента и вала устанавливают пересекающимися под прямым углом l . Однако при фрезеровании, в силу прерывистого характера резания, на Iповерхности РК-профильного вала образуется кинематическая волнистость возникают удары и вибрации технологической системы, что значительно снижает качество поверхности и производительность обработки. Цель изобретения - обеспечение высокой производительности и требуе мого качества поверхносд-и РК-профильных валов, Поставленная цель достигается те что согласно способу лезвийной обра ботки валов с профилем равноосный контур, при котором сообщают продольную подачу и гармоническое попе речное перемещение, причем оси вращения инструмента и вала устанавливают пересекающимися под прямым углом, используют инструмент, режущая кромка которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения, линейную скорость вращения инструмента устанавливают как минимум на порядок больше линей ной скорости вращения обрабатываемо /-1 го вала, а продольную подачу Sf|p устанавливают по следующей, завидимости:лS -7 Р Nn . где е - эксцентриситет профиля инст румента; п. - частота вращения обрабатьша МОго вала; N - количество граней профиля резца; Пц - частота вращения резца. Верхние пределы линейной скорости и подача резца назначают из усло вий его оптимальной стойкости. На фиг. 1 и 2 изображена схема реализации способа. Обрабатьшаемый вал 1 вращается со скоростью V, а инструмент-резец 2, имеющий полигональную режущую кромку К;|, вращается со скоростью V/p. Резец совершает гармоническое поперечное перемеще ние по синусоидальному или конусо- идальному закону и имеет продольную подачу S,p. Обработка указанным ре:зцом производится таким образом, что основное направление деформации стружки происходит вдоль режущей кромки резца, при этом суммарная подача на грань профиля резца определяется где S - конструктивная подача, обусловленная параметрами контурной кривой полигональной кромки;продольная подача резца на оборот обрабатываемого вала;количество граней профиля резца. ,Чрср+е)-(рср-е)2е, Ртяк , Рср максимальный, минимальный и . средний радиусвекторы профиля резца; е - эксцентриситет профиля резца. Ре.зание за счет конструктивной подачи происходит на участке профиля с возрастаюпдам радиус-вектором. Для того, чтобы обеспечить резание на участках с уменьшающимся радиус-вектором необходимо, чтобы ч -EJdSs. p.N-n ч 2е-По Т N-ni, где - число оборотов обрабатьгоаемо го вала; Пц число оборотов резца.. В результате суммирования всех вижений на валу формируется профш1ь равноосным контуром ДРКтпрофшц.) . При обработке партии РК-профшГьых валов ( мм; ,8 мм; ), олигональным чашечным резцом (D 20 мм; ,8 мм; ), установленым перпендикулярно к заготовке и совершающим гармонические поперечн1 е перемещения, линейные скорости вращения вала к резца составляют соответственно м/мин, м/мин. подача назначается по условиям стойкости резца ,6 мм/об, при этом соблюдается условие vi -T ° ° --Кинематическая волностость на поверхности образцов во всех случаях отсутствует, а шероховатость поверхности равномерная по профилю и находится в пределах Кц 1,25 - 2,5 мкм. 11 754 По сравнению с прототипом предлагаемый способ позволяет за счет профиля резца создать при вращении конструктивную поДачу режущей кромки и переменное сечение среза со сдвигом снимаемого слоя вдоль режущего лезвия, осуществлять постоянное обнов-, ление режущих точек лезвия и возможность назначения требуемой скорости при непрерывном характере резания. Высокая скорость главного движения позволяет получать равномерную по профилю обрабатываемого вала шероховатость и устранить кинематическую волнистость.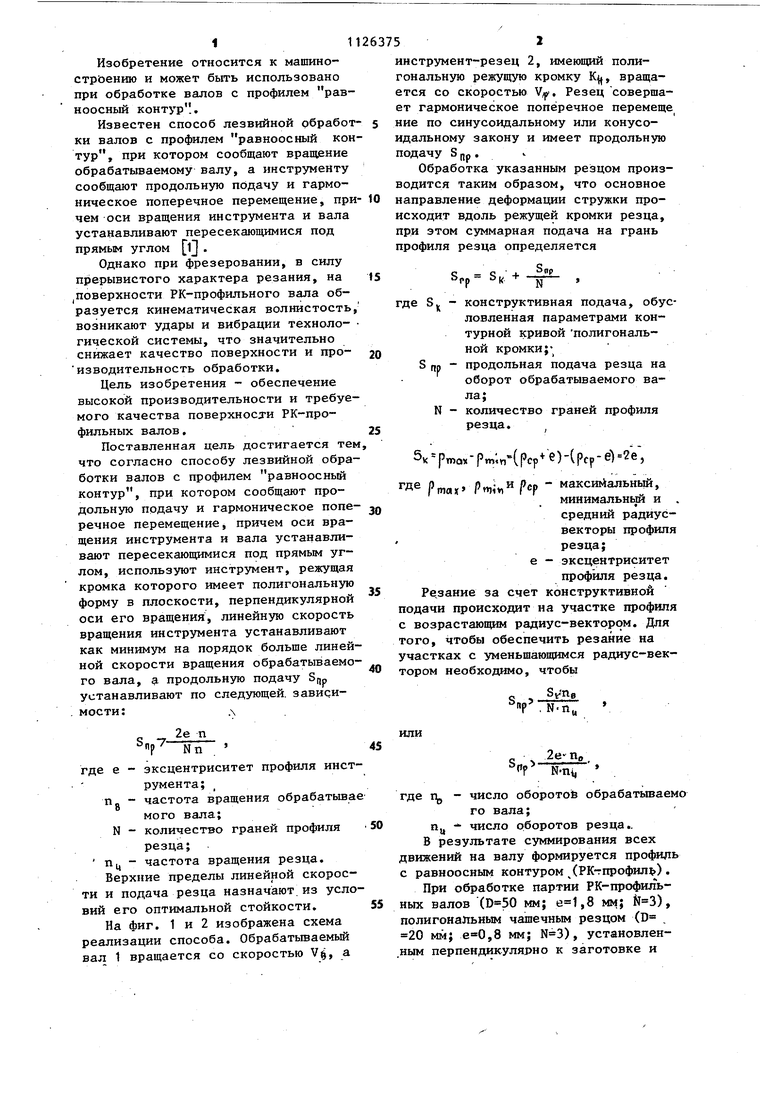
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство для обработки валов с профилем "равноосный контур | 1979 |
|
SU891255A1 |
| Способ обработки профильных поверхностей | 1990 |
|
SU1794631A1 |
| Способ настройки станка для обработки РК-профильных поверхностей | 1990 |
|
SU1779554A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Резец для обработки валов с равноосным контуром | 1986 |
|
SU1340917A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ ВАЛОВ С ПРОФИЛЕМ РАВНООСНЫЙ КОНТУР, при котором сообщают вращение обрабатываемому валу, а инструменту сообщают продольную подачу и гармоническое поперечное перемещение, причем оси вращения инструмента и вала устанавливают пересекающимися под прямым углом,отлич ающий с я тем, что, с целью повьшения производительности обработки и качества обработанной поверхности, используют инструмент, режущая кромка которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения, линейную скорость вращения инструмента устанавливают как минимум на порядок больше линейной скорости вращения вала, а продольную подачу Snp устанавливают по следующей зависимости: 2е. П; Snp N.n., где е - эксцентриситет профиля инструмента; (Л частота вращения вала; в частота вращения инструмента; «и количество граней полигональN ного профиля режущей кромки инструмента. ЕО Эд :дд Ni on
припуск Pui,l
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
