Изобретение относится к материалам для электродуговой сварки и может быть использовано в качестве пластификатора в покрытии электродов фтористо-кальциевого типа для сварки низ- коуглеродистых и низколегированных сталей.
Целью изобретения является улучше- ние опрессовочных свойств фтористо- кальциевых электродов для сварки низкоуглеродистых, низколегированных и нержавеющих сталей без ухудшения других их сварочно-технологических свойств.
В состав покрытия фтористо-кальциевого типа вводится 9,1-0,3% дешевого и недефицитного моющего средства для очистки двигателей внутреннего сгорания, содержащего, мас.%; Алкилсульфаты натрия первичные2
Синтанол ДС-108
Карбонат натрия 50 Триполифосфат натрия 30 Жидкое стекло10
Такое моющее средство для очистки двигателей внутреннего сгорания широко применяется только в ремонтных работах.
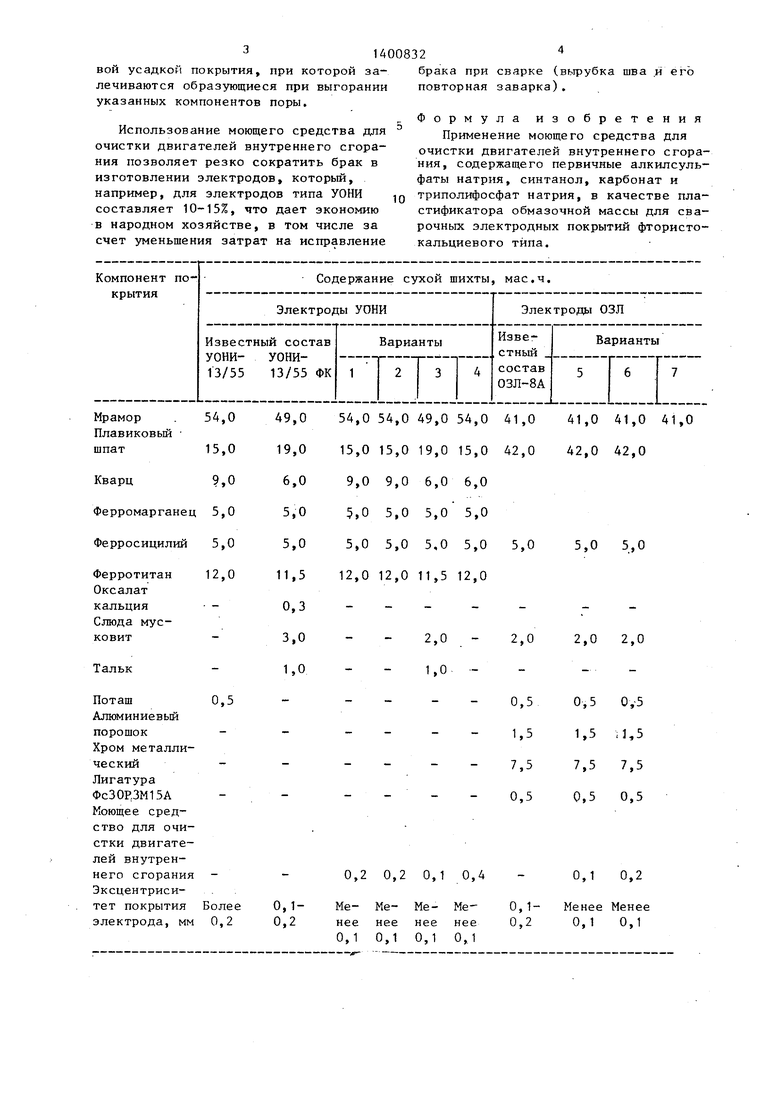
Изготавливают электроды диаметром 3 мм марок УОНИ 13/55, УОНИ 13/55 ФК, ОЗЛ-8А с различным процентным содержанием в их покрытиях моющего средства для очистки двигателей внутреннего сгорания. Составы .покрытий представлены в табл.1. Количество жидкого стекла для всех вариантов одинаково - 25-277 мас.%. Модуль стекла 2,6-3,0, плотность 1,47-1,51 г/см, вязкость 600-1500.
Введение моющего средства для очистки двигателей внутреннего сгорания в состав покрытий уже в количествах 0,1-0,2% резко повышает их опрессо- вочные свойства. Так, без добавки у электродов УОНИ-13/55 достичь значений эксцентриситета, меньших 0,2 мм, не удается, а при добавке в покрытие 0,2% средства эксцентриситет менее 0,1 мм. Подобный эффект имеет место для других марок электродов:в то время как для УОНИ-13/55 ФК с оксалатом эксцентриситет 0,1-0,2 мм, для варианта УОНИ-13/55 без оксалата и с уменьшенным содержанием слюды он менее О,1 мм. Для электродов ОЗЛ-8А присутствие в составе сухой смеем О,1% добавки приводит к получению
0
S
0
5
0
5
0
5
0
5
эксцентриситета в значениях, меньших 0,1 мм.
Увеличение средства до значений Ь0,4% требует для дальнейшего повышения опрессовочных свойств покрытий увеличения количества в нем жидкого стекла и приводит к слипаемости электродов между собой в процессе плотной укладки их в рамки, естественного провяливания и следующей за этим прокалки в камерных печах. Устранение такого явления возможно использованием в технологии прокалки конвейерных печей. При количествах моющего средства для очистки двигателей внутреннего сгорания в сухой смеси покрытий 0,5-0,6% и характерном для промыт- ленных прессов рабочем давлении 100 атм не удается достичь равномерного истечения смеси. Не исключено, что оно возможно при давлениях в прессе до 60-70 атм.
Экспериментально установлено, что оптимальным является содержание моющего средства для очистки двигателей внутреннего сгорания в сухой смеси покрытия в количестве 0,15%. Введение его в этих количествах в покрытие позволяе т получить стабильный экс« центриситет покрытия, например, npd-. мышленных партий электродов УОНИ- 13/55 и ОЗЛ-8А, изготовленных на серийном прессе АОЭЗ, в пределах, требуемых ГОСТ 9466-75, что при использовании известных пластификаторов не удается. Это i объясняется действием анионных (алкилсульфаты натрия первичные) и неионногенного (синтанол ДО-10) ПАВ, усиливающемся за счет ji промоторов (карбаната и триполифосфа- та натрия) и жидкого стекла, находящегося в обмазке, которые адсорбируются мономолекулярным слоем на порошкообразных компонентах электродного покрытия, повышая подвижность их перемещения друг относительно друга и пластичность смеси. Испытания изготовленных с применением средства электродов показывают полное соответствие вьтолненных ими соединений нержавеющих и низколегированных сталей требованиям без ухудшения их сварочно-технологических свойств.
Такой эффект объясняется малым количеством вводимого в состав обмазки моющего средства, выгоранием при прокалке электродов входящих в него ПАВ и триполифосфата и последующей огне 1400832
вой усадкой покрытия, при которой за- брака при сварке (вьфубка шва и его лечиваются образующиеся при выгорании повторная заварка) , указанных компонентов поры.
Формула изобретения
Использование моющего средства для Применение моющего средства для очистки двигателей внутреннего сгорания позволяет резко сократить брак в изготовлении электродов, который, например, для электродов типа УОНИ Q триполифосфат натрия, в качестве пла составляет 10-15%, что дает экономию стификатора обмазочной массы для ева в народном хозяйстве, в том числе за рочных электродных покрытий фтористо счет уменьшения затрат на исправление кальциевого типа.
очистки двигателей внутреннего сгора ния, содержащего первичные алкилсуль фаты натрия, синтанол, карбонат и
Применение моющего средства для триполифосфат натрия, в качестве пла стификатора обмазочной массы для ева рочных электродных покрытий фтористо кальциевого типа.
очистки двигателей внутреннего сгорания, содержащего первичные алкилсуль- фаты натрия, синтанол, карбонат и
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2049636C1 |
| Состав электродного покрытия | 1983 |
|
SU1090519A1 |
| Состав электродного покрытия | 1987 |
|
SU1391846A1 |
| Состав электродного покрытия | 1981 |
|
SU948590A1 |
| Компонент покрытий сварочных электродов | 1990 |
|
SU1782198A3 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2125927C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2381885C2 |
| КОМПОНЕНТ ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1996 |
|
RU2124428C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
Изобретение относится к матерна дам для электродуговой сварки и может быть использовано как пластификатор в покрытиях фтористо-кальциевого типа электродов для сварки низкоуглеродистых и низколегированных сталей. Ранее для этой цели применяли соду, поташ, каолин, декстрин, карбоксиметилцеллю- лозу, альгинат натрия, волластонит, органическую смолу. Цель изобретения - улучшение опрессовочных свойств электродов фтористо-кальциевого типа без ухудшения их сварочно-технологичес- ких свойств.В качестве пластификатора для обмазочных масс электродов фтористо-кальциевого типа применяется моющее средство для очистки двигателей внутреннего сгорания, содержащее первичные алкилсульфаты натрия, синтагг НОЛ, карбонат и триполифосфат натрия. 1 табл. I (Л
0,5 Более0,2
0,1- 0,2
| Справочник по сварке./Под ред | |||
| Е.В.Соколова | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Счетная таблица | 1919 |
|
SU104A1 |
| Электроды и флюсы для электродуговой сварки | |||
| - Л., ЛДНТП, 1973, | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Авторское свидетельство СССР № 1327401, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав электродного покрытия | 1983 |
|
SU1090519A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
