Изобретение относится к машиностроению, в частности к способам поверхностного пластического деформирования (ППД) деталей дробью для повышения их долговечности при работе в условиях воздействия переменных нагрузок.
Известен способ упрочнения деталей дробью (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием: Справочник. - М.: Машиностроение, 1987. - 328 с., с. 249 - 250), заключающийся в том, что предварительно упрочняют дробью заданного диаметра 5...6 партий вспомогательных пластин (по 4 пластины в каждой партии) при разных скоростях полета дроби и времени обработки, измеряют стрелу прогиба пластин, определяют оптимальное время обработки, после которого прогиб практически не увеличивается, обрабатывают дробью с установленным оптимальным временем основные пластины.
Недостатком данного способа является то, что найденный экспериментальным путем режим упрочнения оказывается справедливым только для конкретного материала пластины и не может быть распространен на пластины с иными прочностными характеристиками материала. Кроме того, получение максимального прогиба пластины после обработки приводит к возникновению под поверхностным упрочненным слоем больших по величине растягивающих остаточных напряжений, которые способствуют снижению долговечности пластины при ее работе в условиях воздействия переменных нагрузок.
Наиболее близким по технической сущности является способ поверхностного упрочнения плоских торсионов (а.с. 1488328, C 21 D 7/06, заявл. 03.12.86, опубл. 23.06.89), включающий дробеструйную обработку плоскости, при этом пластины торсиона пакетируют с помощью прокладок шириной 0,25-0,5 ширины детали и осуществляют дробеструйную обработку плоскости свободной от перекрытия прокладкой и ребра.
Недостатком этого способа является то, что он не учитывает прочностные свойства обрабатываемого материала пластины торсиона, что не позволяет повышать долговечность детали в условиях воздействия переменных нагрузок.
Известные способы имеют низкий технический уровень, так как не учитывают прочностные свойства упрочняемого материала стальной пластины, что не позволяет получать оптимальные значения интенсивности пластической деформации и интенсивности напряжений на поверхности пластины; кроме того, в результате упрочнения известными способами в поперечном сечении пластины под упрочненным слоем возникают значительные растягивающие остаточные напряжения, которые являются причиной существенного уменьшения долговечности пластин.
В связи с этим важнейшей задачей является создание нового способа упрочнения стальных пластин путем обработки дробью, позволяющего назначать режимы обработки с учетом прочностных свойств упрочняемого материала, при этом на первоначальной стадии упрочнения достигается деформация на поверхности пластины, равная предельной равномерной деформации упрочняемого материала, с последующим однородным пластическим деформированием путем растяжения до снятия остаточных напряжений, с сохранением упрочненного поверхностного слоя, а затем на вторичной стадии упрочнения достигается интенсивность напряжений на поверхности пластины в соответствии с первоначальной стадией, равная пределу текучести упрочненного материала пластины, что позволяет значительно снизить вредные остаточные растягивающие напряжения, возникающие под упрочненным слоем и существенно уменьшающие долговечность пластины; при этом обеспечиваются наибольшие благоприятные остаточные сжимающие напряжения в упрочненном поверхностном слое, что значительно повышает долговечность упрочненной пластины.
Техническим результатом заявленного способа является создание новой технологии упрочнения дробью стальных пластин, обеспечивающей создание в пластине упрочненного слоя с интенсивностью деформации на поверхности, равной предельной равномерной деформации материала пластины, при этом достигается интенсивность напряжений на поверхности пластины, равная пределу текучести упрочненного материала пластины, а также значительно снижаются остаточные растягивающие напряжения, действующие под упрочненным слоем, тем самым значительно повышается долговечность упрочненной пластины, работающей в условиях воздействия переменных нагрузок.
Указанный технический результат достигается тем, что стальную пластину последовательно обрабатывают крупной и мелкой дробью, при этом первоначальную стадию упрочнения проводят путем обработки крупной дробью с диаметром 2-3 мм с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации упрочняемого материала, и подвергают пластину однородному пластическому деформированию путем растяжения до величины остаточной деформации 0,5-1,0% с обеспечением снятия остаточных напряжений, а затем проводят вторичную стадию упрочнения мелкой дробью с диаметром 1,0-1,5 мм до получения интенсивности напряжений в центре отпечатка, равной пределу текучести упрочненного на первоначальной стадии материала пластины, при этом обработке подвергают пластины, работающие в условиях воздействия переменных нагрузок.
Существенным отличием предлагаемого способа является то, что на первоначальной стадии упрочнения крупной дробью получают заданную интенсивность пластической деформации в центре отпечатков дробинок, равную предельной равномерной деформации упрочняемого материала пластины. Дело в том, что с точки зрения усиления благоприятных факторов упрочнения (остаточных напряжений сжатия, степени упрочнения материала, толщины упрочненного слоя) необходимо, чтобы интенсивность пластической деформации в центре отпечатков была бы наибольшей. Однако с ростом интенсивности пластической деформации нарастает и процесс разупрочнения материала, поскольку в поверхностном слое появляются опасные микротрещины, образуются частицы отслаивающегося металла. Таким образом, при обработке дробью, когда интенсивность пластической деформации равна предельной равномерной деформации упрочняемого материала, сжимающие остаточные напряжения в поверхностном слое пластины наибольшие, а разного рода дефекты не получают еще опасной степени развития.
Существенным отличием предлагаемого способа является и то, что после окончания первоначальной стадии упрочнения пластину подвергают однородному пластическому деформированию путем растяжения до величины остаточной деформации 0,5-1,0% с обеспечением снятия остаточных напряжений, что позволяет, сохранив образовавшийся после первоначальной стадии упрочненный поверхностный слой, снять вредные (то есть снижающие долговечность пластины) остаточные растягивающие напряжения, действующие под упрочненным слоем, величина которых может быть весьма значительна, так как при упрочнении крупной дробью глубина упрочненного слоя также значительна. Очевидно, что при этом снимаются и действующие в упрочненном слое благоприятные (с точки зрения увеличения долговечности пластины) остаточные сжимающие напряжения, поскольку остаточные напряжения представляют собой систему, уравновешенную в объеме пластины.
Существенным отличием предлагаемого способа является также и то, что проводят вторичную стадию упрочнения мелкой дробью с интенсивностью напряжений в центре отпечатка, равной пределу текучести упрочненного материала пластины, что позволяет получать на поверхности упрочняемой пластины максимальные по величине благоприятные остаточные напряжения сжатия, равные пределу текучести упрочненного материала пластины; при этом, поскольку диаметр остаточных отпечатков от мелкой дроби оказывается заметно меньше, чем на первой стадии упрочнения крупной дробью, то и глубина проникновения вторичной пластической деформации также меньше, чем на первой стадии. По этой причине уменьшаются по величине и вредные остаточные растягивающие напряжения, а переход сжимающих остаточных напряжений в растягивающие происходит внутри упрочненного на первой стадии слоя, что также способствует повышению долговечности пластины, работающей в условиях переменных нагрузок.
Проведенный заявителем анализ техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволил выявить совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законадательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения действий на достижение технического результата.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законадательству.
Способ упрочнения стальных пластин реализуется следующим образом.
Первоначальную стадию упрочнения проводят путем обработки крупной дробью с диаметром 2-3 мм с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации упрочняемого материала.
Величину предельной равномерной деформации εp материала пластины можно определить как по результатам стандартных испытаний образцов на растяжение, так и по величине пластической твердости НД
εp = 245/HД, (1)
где НД (МПа) определяют по ГОСТ 18835-73.
Значение интенсивности пластической деформации в центре остаточного отпечатка εi,o на поверхности упрочненной пластины определяют по формуле, предложенной авторами
εi,o = 0,424(1-2μ2)dк/Dк, (2)
где Dк - диаметр крупной дроби; dк - диаметр остаточного отпечатка при упрочнении крупной дробью; μ2 - коэффициент Пуанссона материала пластины.
Таким образом, на первоначальной стадии упрочнения следует добиваться получения диаметра остаточного отпечатка, равного
dк = εp•Dк/0,424(1-2μ2). (3)
После первоначальной стадии упрочнения пластину подвергают однородному пластическому деформированию путем растяжения до величины остаточной деформации 0,5-1,0% с обеспечением снятия остаточных напряжений. Эту операцию проводят с помощью известных машин для испытания на растяжение.
Затем проводят вторичную стадию упрочнения пластины мелкой дробью с диаметром 1,0-1,5 мм с интенсивностью напряжений в центре отпечатка, равной пределу текучести упрочненного на первоначальной стадии материала пластины.
Поскольку на первой стадии упрочнения интенсивность пластической деформации была равна предельной равномерной деформации, то в соответствии с диаграммой деформирования материала предел текучести упрочненного на первой стадии материала пластины равен истинному пределу прочности Sb исходного (неупрочненного) материала пластины. Значение интенсивности напряжений в центре отпечатка определяют по формуле
где σт - предел текучести исходного материала пластины;
γ - коэффициент упрочнения, равный
γ = (Sв-σт)/εp, (5)
где Sb - истинный предел прочности исходного материала пластины  - предел прочности и предельная равномерная деформация исходного материала пластины;
- предел прочности и предельная равномерная деформация исходного материала пластины;
εi,o - интенсивность пластической деформации в центре остаточного отпечатка (см. формулу (2)), которая при использовании мелкой дроби определяется как
εi,o = 0,424(1-2μ2)dм/Dм (6)
где Dм - диаметр мелкой дроби;
dм - диаметр остаточного отпечатка при упрочнении мелкой дробью.
Таким образом, принимая, что интенсивность напряжений в центре отпечатка σi,o задается равной истинному пределу прочности sb исходного материала пластины, из формул (4) - (6) найдем требуемую величину диаметра dм остаточного отпечатка при упрочнении мелкой дробью
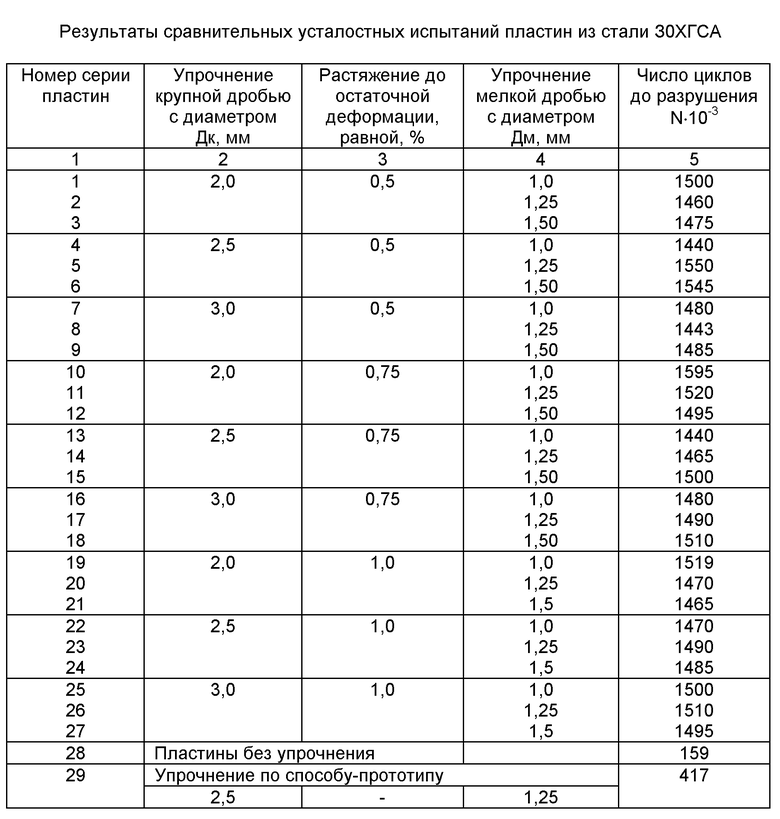
Для реализации предложенного способа приводятся экспериментальные данные для конструкционных сталей, на примере стали 30ХГСА, с получением показателя долговечности пластины по числу циклов до разрушения (см. таблицу). Каждая партия образцов состояла из 5-6 пластин.
Проведена экспериментальная проверка способа. Образцы представляли собой плоские пластины толщиной 4 мм и шириной 20 мм в соответствии с ГОСТ 25502-79, изготовленные из стали 30ХГСА в состоянии поставки: предел текучести σт = 570 MПa, предел прочности σв = 780 MПa, пластическая твердость НД 2700 МПа. Дробью упрочняли обе стороны пластины.
Упрочнение на первичной и вторичной стадиях проводили при различном сочетании диаметров дроби:
для крупной дроби использовали диаметры 2 мм, 2,5 мм и 3 мм;
для мелкой дроби - 1 мм, 1,25 мм и 1,5 мм.
Предварительно определяли величину предельной равномерной деформации εp материала пластины по формуле (1)
εp = 245/HД = 245/2700 = 0,0907.
Затем по формуле (3) определяли величину диаметра dк остаточного отпечатка, которую следует получить на первоначальной стадии при упрочнении крупной дробью.
Для диаметра дроби Dк = 2 мм:
коэффициент Пуанссона для стали 30ХГСА принят равным μ2 = 0,3.
Для диаметра дроби Dк = 2,5 мм:
dк = 0,0907•2,5/424(1-2•0,3) = 1,34 мм.
Для диаметра дроби Dк = 3,0 мм:
dк = 0,0907•3,0/0,424/(1-2•0,3) = 1,60 мм.
Упрочнение дробью на первичной стадии проводили с помощью дробемета роторного типа с обеспечением найденных выше диаметров остаточных отпечатков.
После первичной стадии упрочнения пластины подвергали однородному пластическому деформированию с помощью разрывной машины УММ-10 с обеспечением снятия остаточных напряжений. При этом для разных партий пластин величины остаточных деформаций составляли 0,5, 0,75 и 1,0%.
Перед проведением вторичной стадии упрочнения мелкой дробью предварительно определяли требуемые диаметры dм остаточных отпечатков для получения интенсивности напряжений в центре отпечатков, равных пределу текучести упрочненного на первоначальной стадии материала пластины.
Для этого предварительно определяли истинный предел прочности исходного материала пластины
а также определяли по формуле (5) коэффициент упрочнения материала пластины
γ = (Sв-σт)/εp = (854-570)/0,0907 = 3131.
Затем по формуле (7) определяли диаметры остаточных отпечатков, которые необходимо задавать при упрочнении мелкой дробью.
Для диаметра дроби Dм = 1 мм:
Для диаметра дроби Dм = 1,25 мм:
dм=0,395•Dм=0,395•1,25=0,493 мм.
Для диаметра дроби Dм = 1,5 мм:
dм = 0,395•Dм=0395•1,5 мм = 0,592 мм.
После завершения упрочнения пластин определяли долговечность материала пластин при воздействии переменных нагрузок.
Усталостные испытания проводили по схеме симметричного консольного изгиба, согласно ГОСТ 25502-79, на машине резонансного типа при жестком цикле нагружения, который контролировали по прогибу пластины. В качестве критерия усталостной прочности было выбрано число циклов N до полного разрушения пластины от усталостного излома. Амплитудное значение напряжений изгиба соответствовало пределу текучести неупрочненного материала пластины. Результаты сравнительных усталостных испытаний пластин приведены в таблице.
Как видно из таблицы, при использовании предлагаемого способа упрочнения при различных сочетаниях диаметров крупной и мелкой дроби, а также величин остаточной деформации растяжения в названных диапазонах изменения этих параметров (серии пластин n 1-27), среднее число циклов до разрушения составляет N = 1492000; при этом значения числа циклов N при различном сочетании параметров отклоняются от указанного среднего значения, как правило, не более чем на ±5%. При этом число циклов до разрушения пластин, упрочненных предлагаемым способом, более чем в 9 раз превышает число циклов до разрушения неупрочненной пластины (серия пластин N 28) и в 3,58 раза превышает число циклов до разрушения пластин, упрочненных по способу прототипу (серия пластин N 29).
Использование предлагаемого способа по сравнению с известными обеспечивает следующие преимущества.
Способ позволяет существенно повысить долговечность (число циклов до разрушения) стальных пластин, работающих в условиях воздействия переменных нагрузок: например, по сравнению с прототипом в 3,58 раза.
Способ позволяет назначать режимы упрочнения в зависимости от механических характеристик исходного материала пластины, а также от механических характеристик упрочненного слоя, образованного после первоначальной стадии упрочнения крупной дробью.
Предлагаемый способ может быть непосредственно использован в промышленности с применением существующих дробеструйных установок и разрывных машин.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения совокупности условий:
- способ, воплощающий заявленное изобретение, представляет собой новую технологию упрочнения дробью стальных пластин, обеспечивающую создание в пластине упрочненного слоя с интенсивностью деформации на поверхности, равной предельной равномерной деформации материала пластины, и с оптимальным распределением остаточных напряжений, что позволяет существенно повысить долговечность изделий при использовании способа в промышленности для упрочнения пластины, рессор, листовых изделий и т.п. в процессе их производства, эксплуатации и ремонта;
- для заявленного изобретения в том виде, как оно охарактеризовано в независимом пункте нижеизложенной формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных до даты приоритета средств и методов;
- способ, воплощающий заявленное изобретение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ПЛАСТИН | 2014 |
|
RU2560900C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ УПРОЧНЕННОГО НАКЛЕПОМ ПОВЕРХНОСТНОГО СЛОЯ | 2001 |
|
RU2194263C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТЕПЕНИ УПРУГОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 2009 |
|
RU2386116C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ ВАЛОВ | 1995 |
|
RU2069142C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2168552C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ МАЛОЙ ЖЕСТКОСТИ | 1993 |
|
RU2085355C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА КОНТАКТНОЙ ВЫНОСЛИВОСТИ МАТЕРИАЛА | 1996 |
|
RU2123175C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА НОРМАЛЬНОЙ ЖЕСТКОСТИ УПРУГОПЛАСТИЧЕСКОГО КОНТАКТА ДЕТАЛИ И ИНДЕНТОРА | 1999 |
|
RU2175123C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ТИТАНОСТАЛЬНЫХ ЗАГОТОВОК | 2002 |
|
RU2211125C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
Изобретение относится к способу поверхностного пластического деформирования стальных пластин дробью для повышения их долговечности в условиях воздействия переменных нагрузок. Стальную пластину последовательно обрабатывают крупной и мелкой дробью, при этом первоначальную стадию упрочнения проводят путем обработки крупной дробью с диаметром 2-3 мм с получением заданной интенсивности пластической деформации в центре отпечатков, равной предельной равномерной деформации упрочняемого материала, и подвергают пластину однородному пластическому деформированию путем растяжения до величины остаточной деформации 0,5-1,0% с обеспечением снятия остаточных напряжений, а затем проводят вторичную стадию упрочнения мелкой дробью с диаметром 1,0-1,5 мм до получения интенсивности напряжений в центре отпечатка, равной пределу текучести упрочненного на первоначальной стадии материала пластины. Техническим результатом заявленного способа является получение упрочненного слоя с оптимальным распределением остаточных напряжений, что позволяет повысить долговечность изделий. 1 з.п.ф-лы, 1 табл.
| SU 1488328 А1, 23.06.1989 | |||
| Способ поверхностного упрочнения | 1978 |
|
SU768261A1 |
| Способ увеличения стойкости рессорных листов | 1948 |
|
SU80083A1 |
| US 4428213, 31.01.1984 | |||
| DE 3415684 С1, 05.09.1985. | |||
