Изобретение относится к обработке металлов давлением и может быть использовано при безоблойной штамповке выдавливанием отростковых поковок сплошного сечения.
Целью изобретения является повьппе- ние качества получаемых деталей за счет получения .направления, волокна, совпадающего с контуром детали,
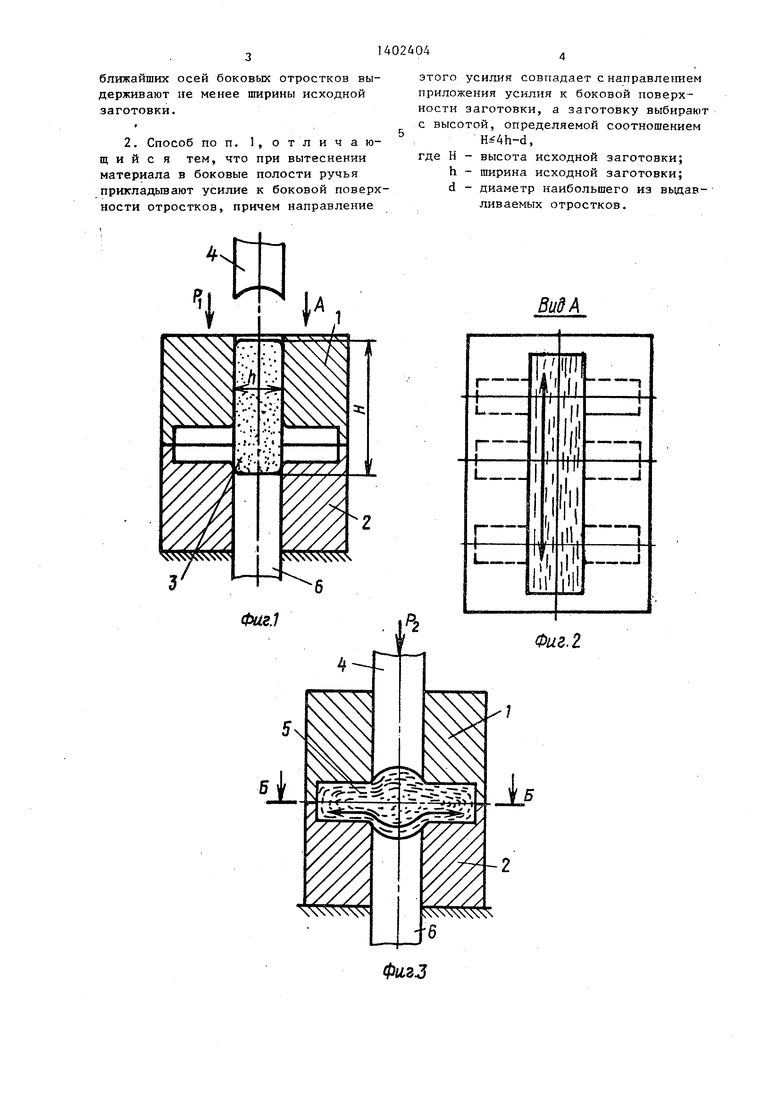
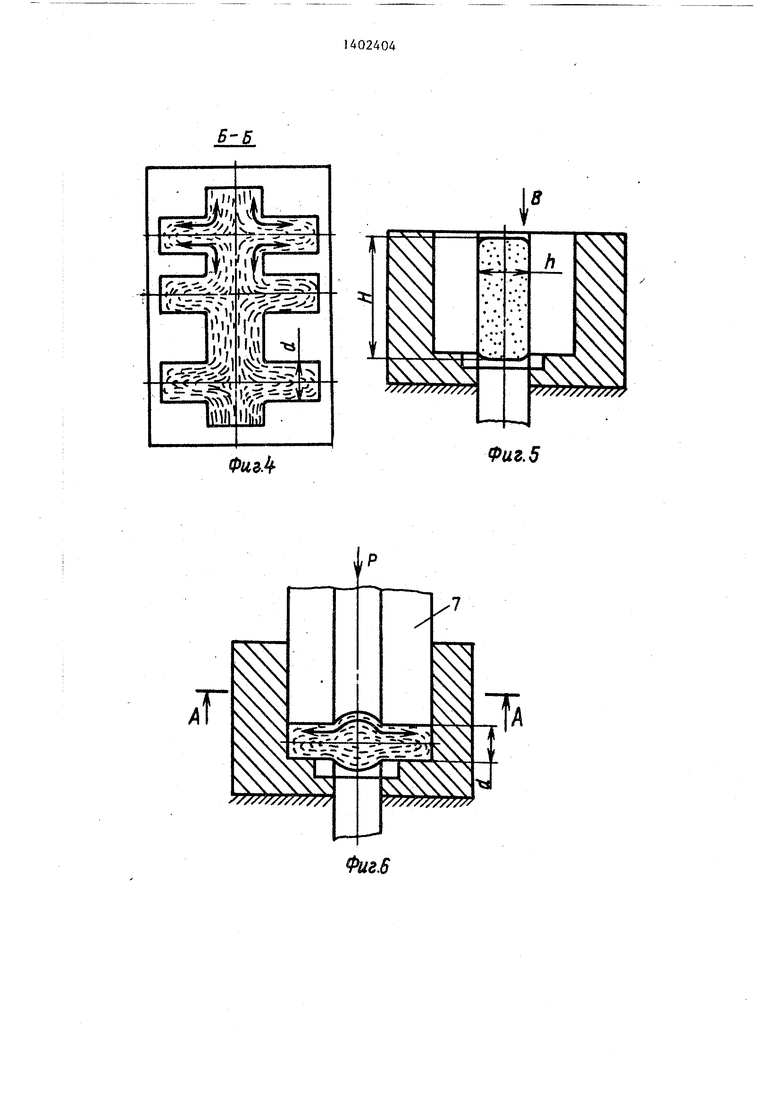
На фиг. 1 показано положение деформирующего инструмента и заготовки JB момент начала процесса штамповки |четали с отростками; на фиг. 2 - Мд А на фиг. 1; на фиг. 3 - положе- йие деформирующего инструмента в кон- Це процесса штамповки детали с отро стками; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - положение деформирующего инструмента в момент начала процесса штамповки детали типа срестовины; на фиг. 6 - то же, в мо- (ент окончания процесса щтамповки дергали типа крестовины; на фиг. 7 - РИД В на фиг. 5.
1Способ осуществляют следующим об разом.
Полуматрицы 1 и 2 смыкают с усилием PJ . Нагретую заготовку 3 помещают 8 основную полость ручья и приводят в движение пуансон 4. Последний, воздействуя на заготовку 3 с усилием Р. выдавливает материал в боковые полос ручья. Затем пуансон 4 отводят от поковки 5, размыкают полуматрицы 1 и
2и выталкивают поковку толкателем 6.
: При штамповке в неразъемной матри- е пуансон 7 в процессе деформирова- 1йя воздействует на боковые поверхности заготовки и выдавливаемых отростков до полного заполнения ручья .йтампа.
Направление волокна показано условно стрелками.
Для сохранения наследственного волокна у торца заготовки необходимо выдержать расстояние от торцов исход- Ной заготовки до ближайших осей боко- йых отростков не менее ширины исходной заготовки.
При соблюдении соотношения
Ht4h-d,
где Н - высота исходной заготовки; h - ширина исходной заготовки; d - диаметр наибольшего из выдавливаемых отростков/ исключается потеря устойчивости материала в месте выдавливания боковых отростков.
а
0
5
0
5
0
5
0
5
0
5
Пример. Способ осуществляли на гидропрессе усилием 250 тс в штам- повой оснастке из стали 5 ХНМ. Исходную заготовку из сплава АМгб нагревали до 420-450°С. Направление волокна в исходной заготовке было параллельно ее оси. В качестве смазки использовали смесь, содержащую, %: дисуль-. фид молибдена 30; графит КЛС - 30; масло Вапор - 40.
В процессе штамповки установлено, что для сохранения наследственного волокна у торца заготовки необходимо выдержать расстояние от торцов исходной заготовки до ближайших осей боковых отростков не менее ширины исходной заготовки. При штамповке в неразъемной матрице с целью исключения образования зажимов при потере устойчивости (на боковьк поверхностях отростков) необходимо выдержать соотношение между высотой исходной заготовки, ее шириной и диаметром наибольшего из вьщавливаемых отростков. Экспериментальным путем получено отношение
,
где Н - высота исходной заготовки; h - ширина исходной заготовки; d - диаметр наибольшего из вьщавливаемых отростков.
Промьшшенное опробование показало, что предлагаемый способ получения деталей с отростками позволяет получать качественные детали за счет совпадения направления волокна с контуром детали, что, в свою очередь позволяет повысить герметичность деталей и сборочных единиц трубопроводной арматуры энергетических установок при их эксплуатации.
Формула изобретения
1. Способ получения деталей с отростками путем деформирования заготовки пуансоном в матрице с вьщавли- ванием ее материала в боковые полости ручья, отличающийся тем, что, с целью повьштения качества полученных деталей, используют заготовку с ориентированным параллельно ее оси волокном, усилие деформирования при-пагают перпендикулярно оси заготовки, вытесняя материал в боковые отростки перпендикулярно направлению перемещения пуансона, причем расстояние от торцов исходной заготовки до
ближайших осей боковых отростков выдерживают не менее ширины исходной заготовки.
2. Способ поп, 1,отличаю- щ и и с я тем, что при вытеснении материала в боковые полости ручья прикладьшают усилие к боковой поверхности отростков, причем направление
этого усилия совпадает с направлеггаем приложения усилия к боковой поверхности заготовки, а заготовку выбирают с высотой, определяемой соотношением
,
где Н - высота исходной заготовки; h - ширина исходной заготовки; d - диаметр наибольшего из выдав- ливаемых отростков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отростковых поковок штамповкой в разъемных матрицах | 1981 |
|
SU1006017A1 |
| Способ безоблойной штамповки изделий с боковыми отростками и фланцами на этих отростках | 1989 |
|
SU1648620A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Способ изготовления поковок с отростками | 1987 |
|
SU1523236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при безоблойной штамповке выдавливанием поковок с отростками сплошного сечения: угольников, тройников, крестовин. Цель - повышение качества получаемых деталей. Исходную заготовку с ориентированным параллельно оси заготовки волокном устанавливают в ручей штампа и прикладывают усилие перпендикулярно оси заготовки, вытесняя материал в боковые отростки перпендикулярно направлению перемещения инструмента. Расстояние от торцов исходной заготовки до ближайших осей боковых отростков должно быт не менее ширины исходной заготовки. При вытеснении материала в боковые полости ручья прикладьтают усилие к боковой поверхности отростков. Направление приложения усилия к боковой по-.-, верхности совпадает с направлением приложения усилия к боковой поверхности заготовки, а высота исходной заготовки удовлетворяет требованию , где Н - высота исходной заготовки; h - ширина исходной заготовки; d - диаметр наибольшего из выдав- ливаемьк отростков. После завершения процесса штамповки матрицы размыкают и удаляют поковку выталкивателем. 1 з.п. ф-лы, 7 ил. (О С
Вид А
Фиг. 2
Фи,3
1251
Фив.6
Фиг.5
Вид В
Фиг.7
| Устройство для дифференциальной фазовой высокочастотной защиты линий электропередач | 1946 |
|
SU70767A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
