(Л
NS
4
Фи.2
вниз, в момент взаимодействия детали 9 с рычагами поворачивается эксцентрично закрепленный ролик 17, который прижимает деталь 9 к электроду 3. После окончания сварки привод перемещает электрод 3 со сваренным изделием. Ролик 17 скользит по детали 7. Когда электрод 3 оказывается выше оси ролика 17, образуется опрокидывакиций момент, действующий на изделие. Изделие падает в лоток 22. Пружины возвращают ролик 17 в исходное положа- ние. Устройство позволяет повысить производительность за счет выполнения операций прижима заготовки к подвижному, электроду и сброса готового изделия одним механизмом. Это уменьшает время срабатывания в процессе подачи сварки и сброса изделия, 1 з.п, ф-лы, 5 ил.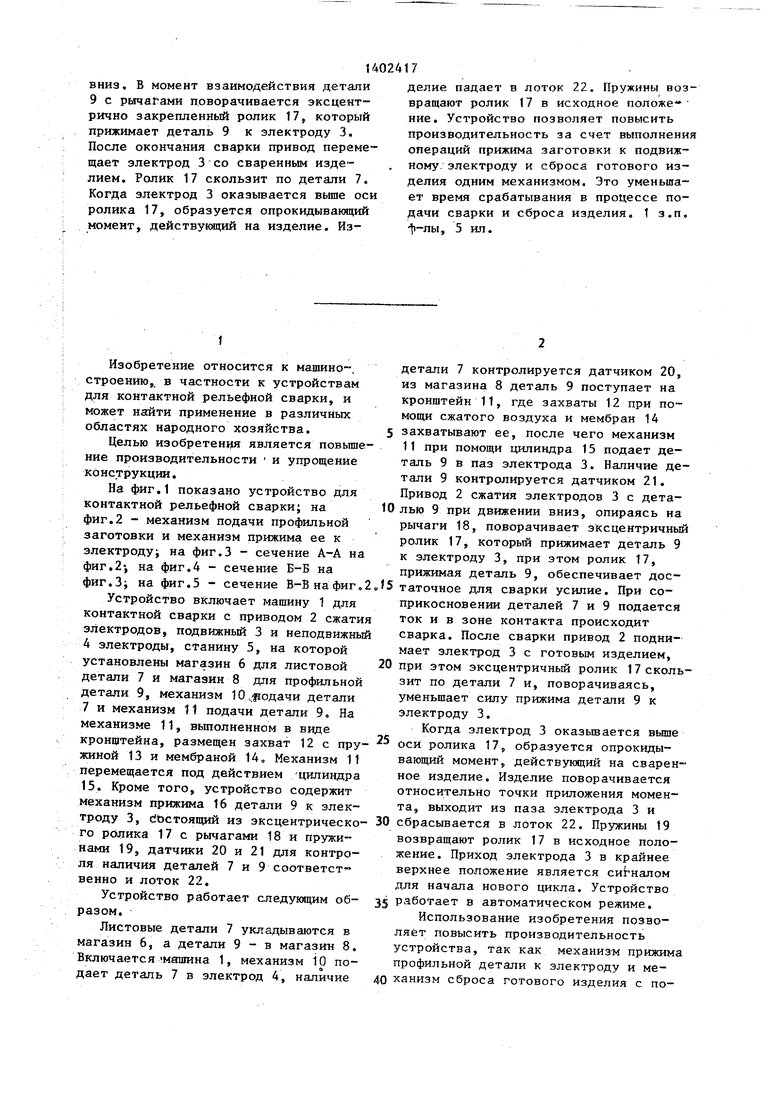
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Устройство для контактной рельефной сварки | 1975 |
|
SU528160A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для сборки и рельефной сварки тела вращения с шипами | 1985 |
|
SU1294550A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Устройство для контактной сварки | 1989 |
|
SU1698012A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
Изобретение относится к области машиностроения, в частности к производству устройств для контактной рельефной сварки, и может найти применение в различных областях народного хозяйства. Цель - повышение производительности и упрощение конструкции. Подача профильной заготовки 9 осуществляется поворотным кронштейном с захватом, состоящим из подпружиненных рычагов с размещенным между ними мембранным приводом. Привод сжатия перемещает электрод 3 с деталью 9
f
Изобретение относится к машино-, строению,, в частности к устройствам для контактной рельефной сварки, и может найти применение в различных областях народного хозяйства.
Целью изобретения является повьппе- ние производительности и упрощение конструкции.
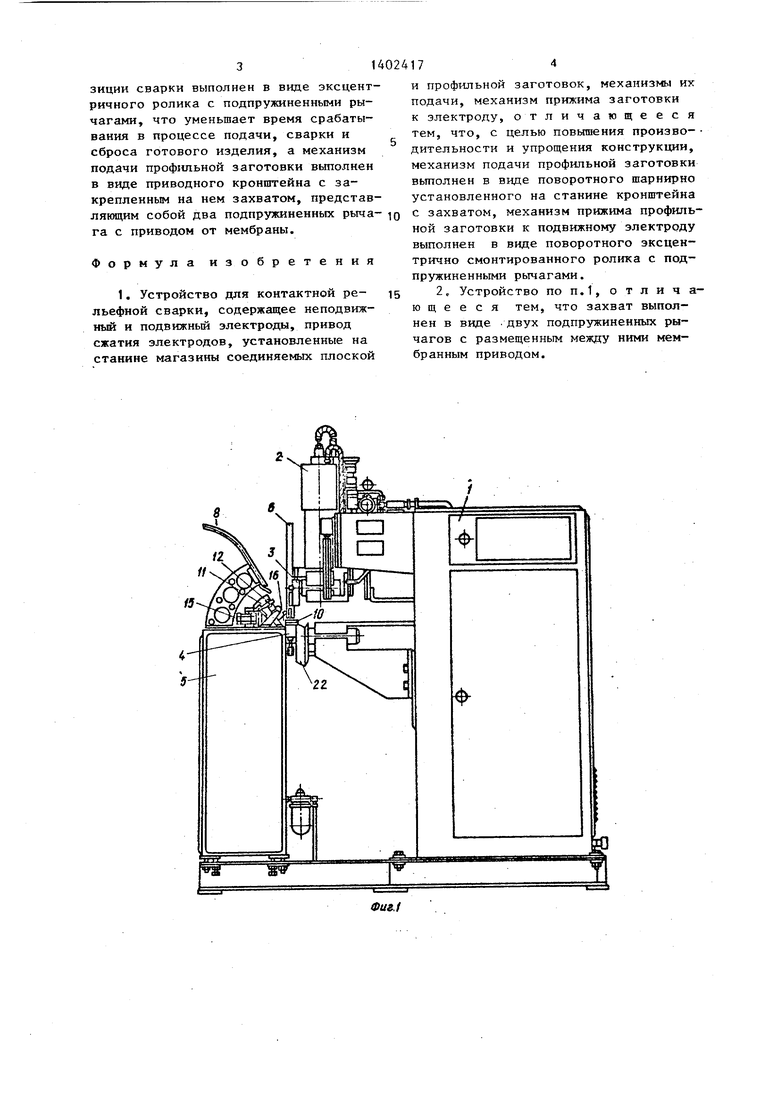
На фиг.1 показано устройство для контактной рельефной сварки; на фиг.2 - механизм подачи профильной заготовки и механизм прижима ее к электроду; на фиг.З - сечение А-А на фиг.2, на фиг.4 - сечение Б-Б на фиг.3; на фиг.5 - сечение В-В на фиг,2
Устройство включает машину 1 для контактной сварки с приводом 2 сжатия электродов, подвижный 3 и неподвижный 4 электроды, станину 5, на которой установлены магазин 6 для листовой детали 7 и магазин 8 для профильной детали 9, механизм 10,, родачи детали 7 и механизм 11 подачи детали 9, На механизме 11, вьтолненном в виде кронштейна, размещен захват 12 с пру- жиной 13 и мембраной 14, Механизм 11 перемещается под действием /цилиндра 15. Кроме того, устройство содержит механизм прижима 16 детали 9 к электроду 3, dbcтoящий из эксцентрическо- го рсшика 17с рычагами 18 и пружинами 19, датчики 20 и 21 для контроля наличия деталей 7 и 9 соответст венно и лоток 22.
Устройство работает следующим об- разом.
Листовые детали 7 укладываются в магазин 6, а детали 9 - в магазин 8. Включается машина 1, механизм 10 по.U
дает деталь 7 в электрод 4, наличие
детали 7 контролируется датчиком 20, из магазина 8 деталь 9 поступает на кронштейн 11, где захваты 12 при помощи сжатого воздуха и мембран 14 захватывают ее, после чего механизм 11 при помощи цилиндра 15 подает деталь 9 в паз электрода 3. Наличие детали 9 контролируется датчиком 21. Привод 2 сжатия электродов 3 с деталью 9 при движении вниз, опираясь на рычаги 18, поворачивает эксцентричны ролик 17, который прижимает деталь 9 к электроду 3, при этом ролик 17, прижимая деталь 9, обеспечивает достаточное для сварки усилие. При соприкосновении деталей 7 и 9 подается ток и в зоне контакта происходит сварка. После сварки привод 2 поднимает электрод 3 с готовым изделием, при этом эксцентричный ролик 17 скользит по детали 7 и, поворачиваясь, уменьшает силу прижима детали 9 к электроду 3.
Когда электрод 3 оказьшается вьшге оси ролика 17, образуется опрокидывающий момент, действующий на сваренное изделие. Изделие поворачивается относительно точки приложения момента, выходит из паза электрода 3 и сбрасывается в лоток 22. Пружины 19 возвращают ролик 17 в исходное положение. Приход электрода 3 в крайнее верхнее положение является сигналом для начала нового цикла. Устройство работает в автоматическом режиме.
Использование изобретения позволяет повысить производительность устройства, так как механизм прижим профильной детали к электроду и механизм сброса готового изделия с по31402
зиции сварки выполнен в виде эксцентричного ролика с подпружиненными рычагами, что уменьшает время срабатывания в процессе подачи, сварки и сброса готового изделия, а механизм подачи профильной заготовки выполнен в виде приводного кронштейна с закрепленным на нем захватом, представляющим собой два подпружиненных рыча- ю га с приводом от мембраны.
Формула изобретения
24
5
174
и профильной заготовок, механизмы их подачи, механизм прижима заготовки к электроду, отличающееся тем, что, с целью повышения производительности и упрощения конструкции, механизм подачи профильной заготовки вьтолнен в виде поворотного шарнирно установленного на станине кронштейна с захватом, механизм прижима профильной заготовки к подвижному электроду выполнен в виде поворотного эксцентрично смонтированного ролика с подпружиненными рычагами.
2„ Устройство поп.1,отлича- ю щ е е с я тем, что захват выполнен в виде .двух подпружиненных рычагов с размещенным между ними мембранным приводом.
А:А
Фи&З
В В поВернатй
/
12
| 0 |
|
SU389902A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
