4
О
кэ
:о j
/6
Изобретение относится к механизя ции и автоматизации разделения потока штучных цилиндрических изделий, сортировки их по высотое (толщине) и может быть использовано при объемной обработке металлов давлением, например, при формообразовании зубьев звездочек методом накатки, селективной сборке, контроле размеров и т.д.
Цель изобретения - расширение технологических возможностей путем обеспечения сортировки изделий по высоте, что достигается обеспечением надеж- ного контроля при сортировке цилинд- рических (дискообразных) предметов.
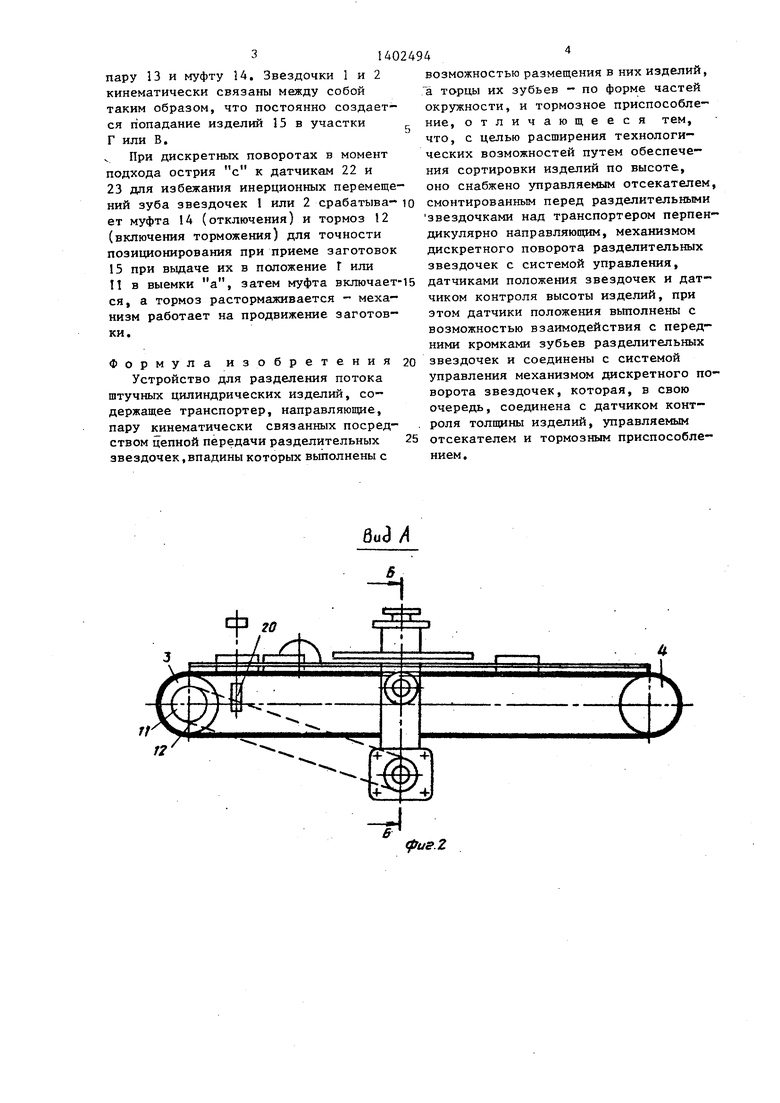
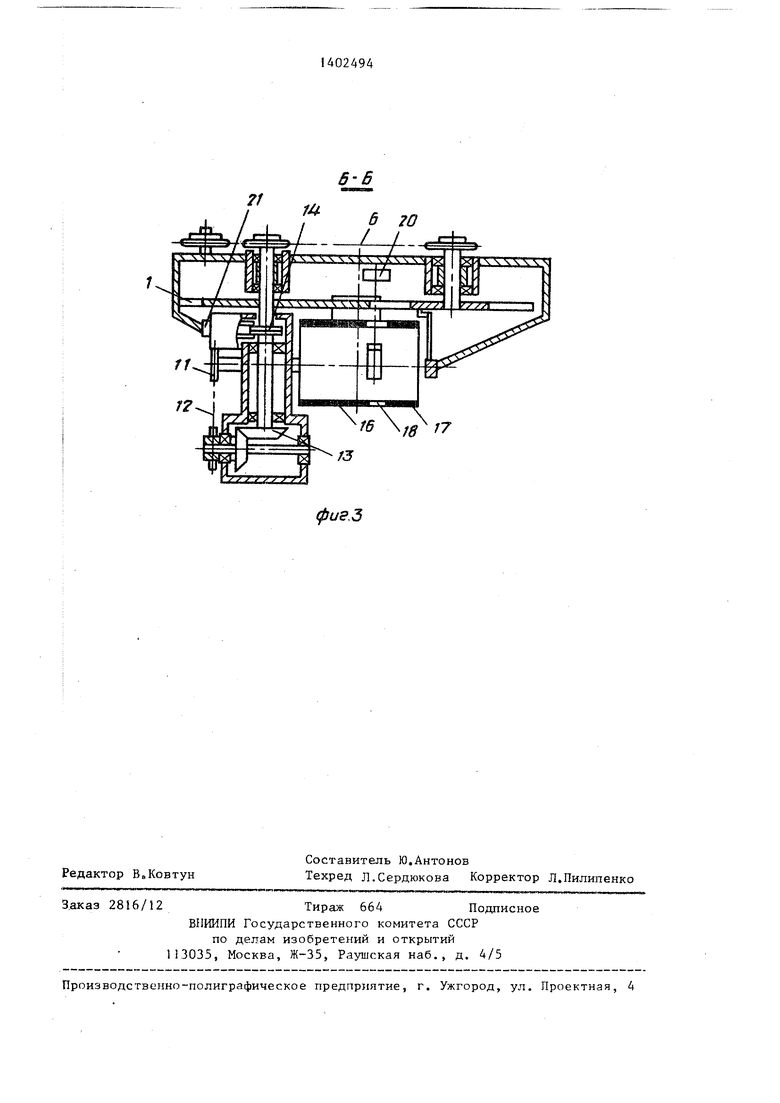
На фиг.1 изображено устройство для разделения потока штучных цилиндрических изделий, вид в плане; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2,
Устройство для разделения потока штучных цилиндрических изделий содержит пару разделительных звездочек 1 и 2, транспортер с приводным и натяжным роликами 3 и 4, направляюш;ие 5. Звездочки I и 2 кинематически связаны между собой цепной передачей 6 при помопщ звездочек 7, 8 и 9. На звездочке 9 установлено тормозное приспо- собпеиие 10. Устройство содержит также механизм дискретного поворота разделительных звездочек с системой управления (микропроцессором, не по- казан), включающий звездочку 11, цепную передачу 12, коническую пару 13 и приводную муфту 14. Впадины а звездочек 1 и 2 выполнены с возмож-, ностью размещения в них изделий, например заготовок дисков 15, а торцы в их зубьев имеют форму частей окружностей. Передние кромки зубьев звездочек 1 и 2 выполнены в виде острия с.
Транспортер состоит из двух гибких лент 16 и 17, между которыми имеется щель 18. Перпендикулярно направляющим 5 над транспортером перед разделительными звездочками установлен управляемый отсекатель 19 с электромагнитным приводом. По обе стороны щели 18 усг тановлен бесконтактный датчик 20 измерения высоты изделий, например, с использованием радиоактивного излучения. Приводная муфта 14 имеет злек трическое устройство включения 21.
Бесконтактный датчик 20, электромагнитный привод 19 управляемоио от- секателя, устройство включения 21 муфты 14, привод тормозного приспособления 12 соединены между собой через систему управления механизма дискретного поворота (микропроцессора) для использования соответствующих команд. Положение передней кромки (острия) зуба с контролируется датчиками 22 и 23, которые также соединены с микропроцессором.
Устройство работает следующим образом.
Поток изделий, например заготовок дисков 15, движется по транспортеру между направляющими 5 в сторону разделительных звездочек 1 и 2. При прохождении щелевого отверстия, образованного датчиком 20, размеры деталей фиксируются. В данном случае все размеры разбиты на две группы в зависимости от допуска. К первой группе размеров относятся те, которые должны попасть в участок Г, к второй - в участок В. Попадание в участки В и Г связано с определенным положением зуба и его острия с, положение которого контролируется датчиками 22 и 23. Если размеры детали соответствуют положению острия с в зоне действия датчика 23, то отсекатель 18 открывается и пропускает деталь под выемки а звездочки 1 (положение I фиг.1). Далее деталь продвигается в участок Г
Если размеры детали соответствуют положению острия с в зоне действия датчика 22, то отсекатель 18 открывается и пропускает деталь под выемки а звездочки 2 (положение П фиг.Г) Далее деталь продвигается в участок Б. В случае, если датчиком 20 подряд фиксируются размеры, соответствующие положению 1, то отсекатель 18 открывается только в положении острия с над датчиком 23. Если датчик фиксирует подряд размеры, соответствующие положению П, то отсекатель 18 открывается только в положении острия звездочки с над датчиком 22.
При фиксации датчиком 20 подряд размеров, соответствующих положению I или II отсекатель 18 находится в состоянии выдержки до тех пор, по- ка звездочка 1 или 2 (соединенная с ней кинематически) не сделает дискретный поворот на 90°, фиксируемый датчиком 23 или 22.
Дискретный поворот производится от приводного ролика 3 через звездочку I I , цепную передачу 12, коническую
пару 13 и муфту 14. Звездочки 1 и 2 кинематически связаны между собой таким образом, что постоянно создается попадание изделий 15 в участки Г или В.
При дискретных поворотах в момент подхода острия с к датчикам 22 и 23 для избежания инерционных перемещевозможностью размещения в них изделий, а торцы их зубьев - по форме частей окружности, и тормозное приспособлв ние, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сортировки изделий по высоте, оно снабжено управляемым отсекателем.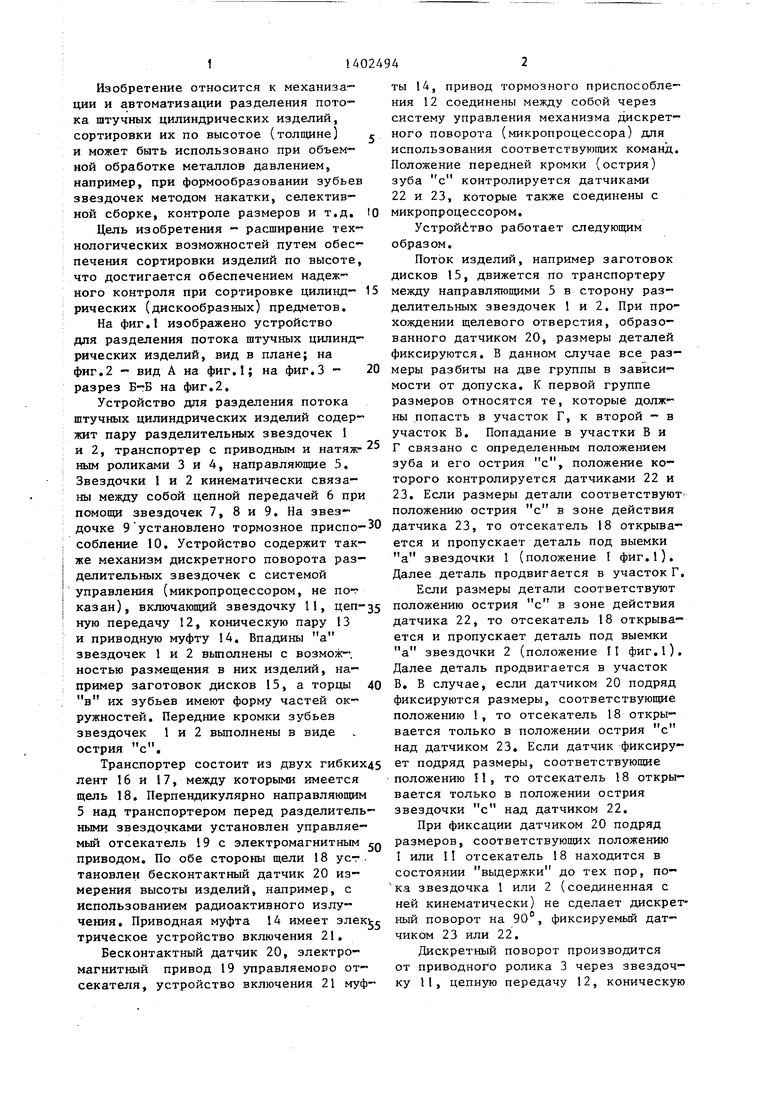
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения потока штучных предметов на два потока | 1977 |
|
SU738953A1 |
| Устройство для укладки в стопы плоских штучных предметов | 1984 |
|
SU1359204A1 |
| Транспортная система автоматической линии | 1980 |
|
SU906669A1 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
| УСТРОЙСТВО ДЛЯ СИНХРОНИЗАЦИИ ПОДАЧИ ИЗДЕЛИЙ К РАБОЧЕМУ ОРГАНУ АВТОМАТА | 1997 |
|
RU2112720C1 |
| Устройство для погрузки на полочные вагонетки камерных сушил пустотелых керамических блоков | 1951 |
|
SU95524A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2031066C1 |
| Устройство для дозированной выдачи штучных изделий | 1983 |
|
SU1106745A1 |
Изобретение относится к области механизации и автоматизации разделения потока штучных цилиндрических изделий. Цель изобретения - расширение технологических возможностей пуг тем обеспечения сортировки изделий по высоте. Устройство для разделения потока штучных цилиндрических изделий содержит транспортер, направляющие 5, пару кинематически связанных разделительных звездочек 1 и 2, впадины которых выполнены с возможностью размещения в них изделий, тормозное приспособление 10, механизм дискретного поворота разделительных звездочек 1 и 2 с системой управления, управляемый отсекатель 19, датчик измерения высоты изделий и датчики 22 и 23 положения звездочек. Изделия 15 подаются по транспортеру и в зависимости от их высоты, определяемой датчиком, при помощи системы управления и разделительных дисков направляются на участок В или Г. 3 ил. i (Л С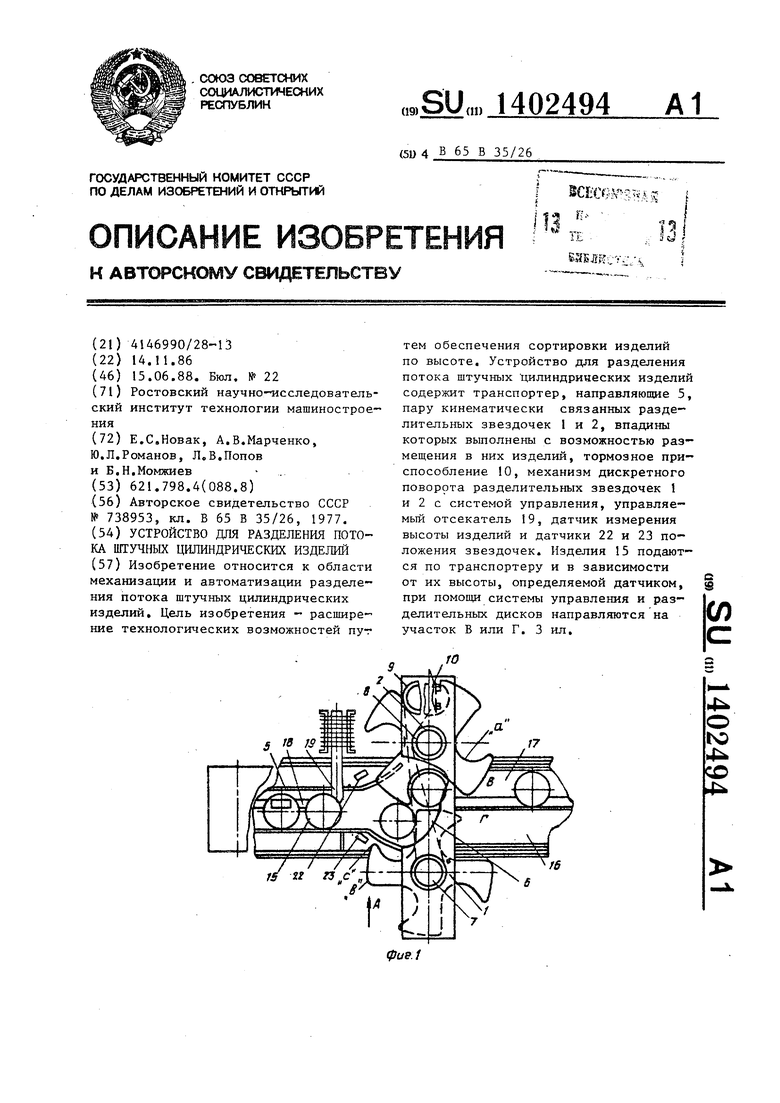
НИИ зуба звездочек 1 или 2 срабатыва- ю смонтированным перед разделительными
ет муфта 14 (отключения) и тормоз 12 (включения торможения) для точности позиционирования при приеме заготовок 15 при выдаче их в положение Г или
звездочками над транспортером перпендикулярно направляющим, механизмом дискретного поворота разделительных звездочек с системой управления.
П в выемки а, затем муфта включает-15 датчиками положения звездочек и датся, а тормоз растормаживается - механизм работает на продвижение заготовки.
Формула изобретения
Устройство для разделения потока штучных цилиндрических изделий, содержащее транспортер, направляющие, пару кинематически связанных посредством цепной передачи разделительных звездочек,впадины которых выполнены с
звездочками над транспортером перпендикулярно направляющим, механизмом дискретного поворота разделительных звездочек с системой управления.
чиком контроля высоты изделий, при этом датчики положения выполнены с возможностью взаимодействия с передними кромками зубьев разделительных звездочек и соединены с системой управления механизмом дискретного поворота звездочек, которая, в свою очередь, соединена с датчиком контроля толщины изделий, управляемым отсекателем и тормозным приспособлением.
аи.зи
tffus.Z
фиг.З
| Устройство для разделения потока штучных предметов на два потока | 1977 |
|
SU738953A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
