4 О 4
СО Од
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка | 1981 |
|
SU997898A2 |
| Моталка | 1978 |
|
SU664710A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Моталка | 1978 |
|
SU719769A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
| Наматывающее устройство для мелкосортного проката | 1988 |
|
SU1532113A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Моталка непрерывного действия с вертикальными валами шпуль | 1990 |
|
SU1791052A1 |
Изобретение относится к прокатному производству, в частности к конструкции моталок для намотки проката. Цель - повышение надежности и качества намотки бунта. При вращении приводного диска 3 укладчик 2 направляет прокат в и-образный кольцевой паз, образованный уступом 9, обечайкой 6 и приводными формующими роликами 7. После заполнения паза стол 4 перемещается вверх. По достижении укладчиком 2 верхнего положения, соответствующего заданной высоте бунта, укладчик 2 перемещается вниз. Начинается формирование второго слоя бунта. Наличие кольцевого паза обеспечивает надежное формирование первых слоев бунта. 2 ил. с 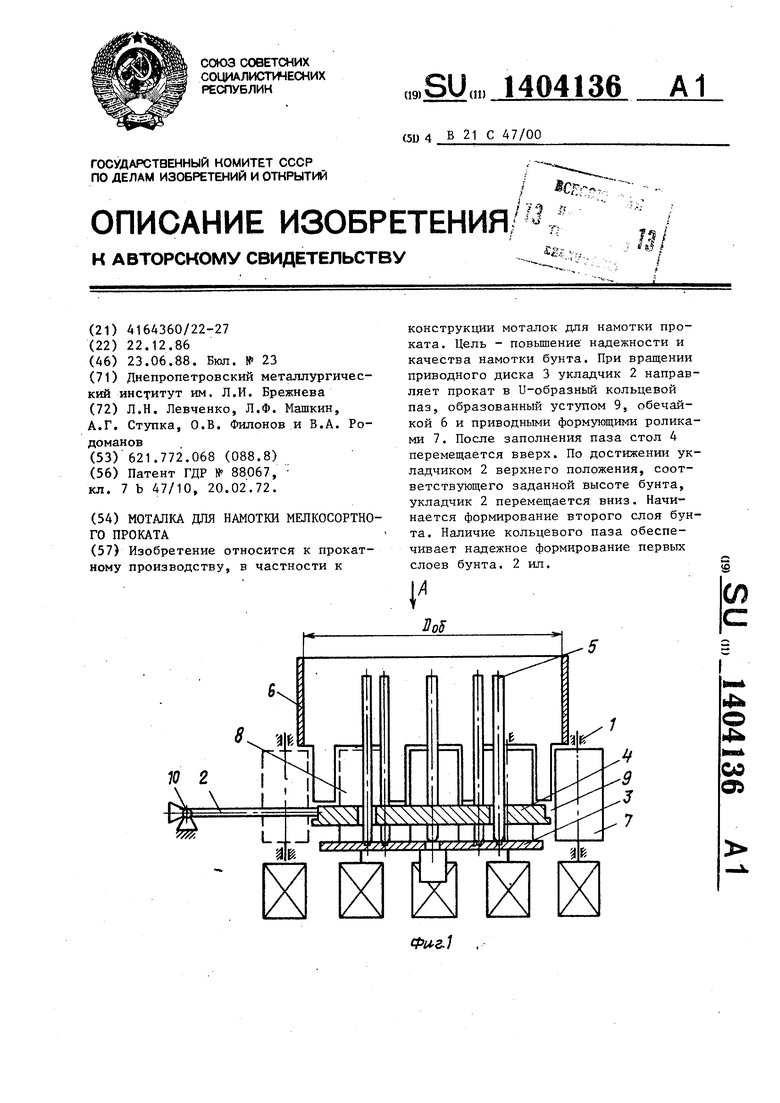
.1
Изобретение относится к прокатному производству, в частности к конструкции моталок для намотки проката,
Цель изобретения - повышение надежности и качества намотки бунта.
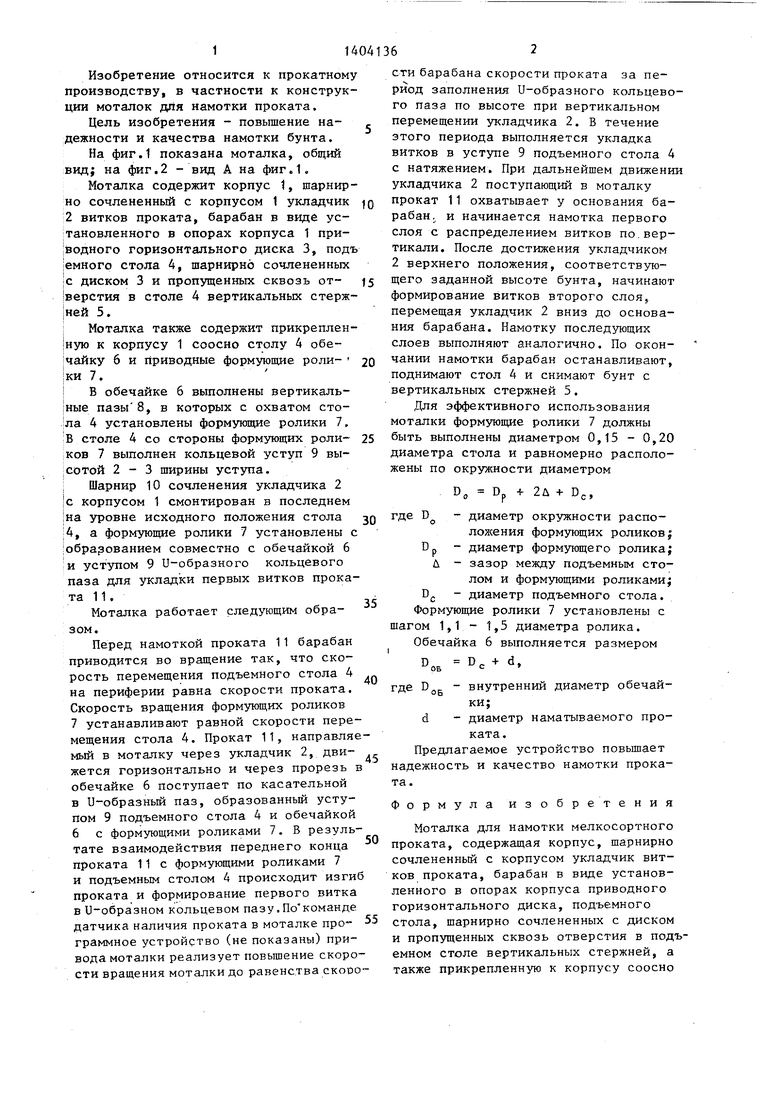
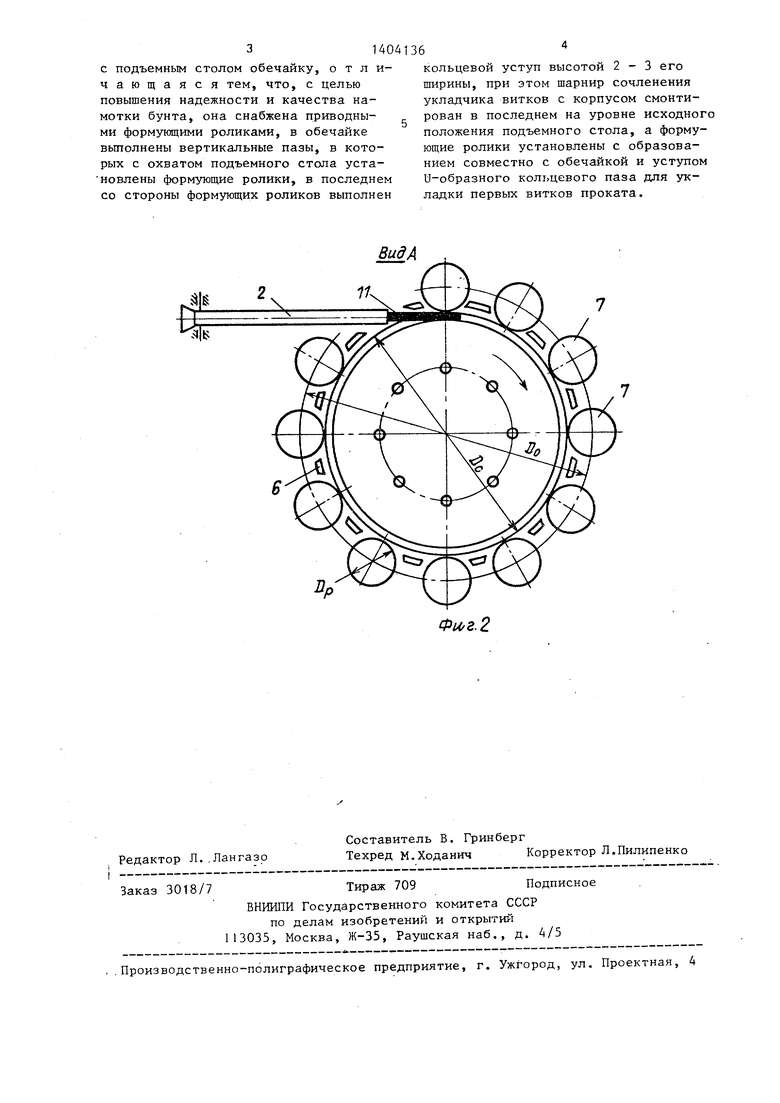
На фиг.1 показана моталка, общий вид; на фиг.2 - вид А на фиг.1.
Моталка содержит корпус 1, шарнир- но сочлененный с корпусом 1 укладчик 2 витков проката, барабан в виде ус- :тановленного в опорах корпуса 1 при- |водного горизонтального диска 3, подъ |емного стола 4, шарнирно сочлененных |С диском 3 и пропущенных сквозь от- |верстия в столе 4 вертикальных стерж- 1ней 5.
: Моталка также содержит прикреплен- |ную к корпусу 1 соосно столу 4 обе- |чайку 6 и приводные формующие роли- |ки 7.
В обечайке 6 выполнены вертикаль- |ные пазы 8, в которых с охватом стойла 4 установлены формующие ролики 7, :В столе 4 со стороны формующих роли- :Ков 7 выполнен кольцевой уступ 9 вы- :Сотой 2-3 щирины уступа. Шарнир 10 сочленения укладчика 2 |с корпусом 1 смонтирован в последнем на уровне исходного положения стола ;4, а формующие ролики 7 установлены с |обрарованием совместно с обечайкой 6 И уступом 9 и-образного кольцевого паза для укладки первых витков проката 11.
Моталка работает следующим обра
зом.
Перед намоткой проката 11 барабан приводится во вращение так, что скорость перемещения подъемного стола 4 на периферии равна скорости проката. Скорость вращения формующих роликов 7 устанавливают равной скорости перемещения стола 4. Прокат 11, направляемый в моталку через укладчик 2, дви- жется горизонтально и через прорезь в обечайке 6 поступает по касательной в и-образный паз, образованный уступом 9 подъемного стола 4 и обечайкой 6 с формующими роликами 7. В результате взаимодействия переднего конца проката 11 с формующими роликами 7 и подъемным столом 4 происходит изги проката и формирование первого витка в и-образном кольцевом паз у. По команде датчика наличия проката в моталке про граммное устройство (не показаны) привода моталки реализует повьппение скорости вращения моталки до равенства скооо,-
5
0
сти барабана скорости проката за период заполнения U-образного кольцевого паза по высоте при вертикальном перемещении укладчика 2. В течение этого периода выполняется укладка витков в уступе 9 подъемного стола 4 с натяжением. При дальнейшем движении укладчика 2 поступающий в моталку прокат 11 охватьшает у основания барабан и начинается намотка первого слоя с распределением витков по.вертикали. После достижения укладчиком 2 верхнего положения, соответствующего заданной высоте бунта, начинают формирование витков второго слоя перемещая укладчик 2 вниз до основания барабана. Намотку последующих слоев выполняют аналогично. По окончании намотки барабан останавливают, поднимают стол 4 и снимают бунт с вертикальных стержней 5.
Для эффективного использования моталки формующие ролики 7 должны быть выполнены диаметром 0,15 - 0,20 диаметра стола и равномерно расположены по окружности диаметром
D, Dp + 2Д + D,,
где D - диаметр окружности распо- лолсения формующих роликов j Dp - диаметр формующего ролика; U - зазор между подъемным столом и формующими роликами; Dg - диаметр подъемного стола. Формующие ролики 7 установлены с шагом 1,1 - 1,5 диаметра ролика. Обечайка 6 выполняется размером
D, DC + d.
где DQ - внутренний диаметр обечайки;
d - диаметр наматываемого проката.
Предлагаемое устройство повьшает надежность и качество намотки проката.
Формула изобретения
Моталка для намотки мелкосортного проката, содержащая корпус, шарнирно сочлененный с корпусом укладчик витков проката, барабан в виде установленного в опорах корпуса приводного горизонтального диска, подъемного стола, шарнирно сочлененных с диском и пропущенных сквозь отверстия в подъемном столе вертикальных стержней, а также прикрепленную к корпусу соосно
31404
с подъемным столом обечайку, отличающаяся тем, что, с целью повышения надежности и качества намотки бунта, она снабжена приводными формунлцими роликами, в обечайке вьтолнены вертикальные пазы, в которых с охватом подъемного стола уста- новлены формующие ролики, в последнем со стороны формующих роликов выполнен
36
кольцевой уступ высотой 2-3 его ширины, при этом шарнир сочленения укладчика витков с корпусом смонтирован в последнем на уровне исходного положения подъемного стола, а формующие ролики установлены с образованием совместно с обечайкой и уступом и-образного кольцевого паза для укладки первых витков проката.
ВидА
.2
| Ленточный вакуум-фильтр | 1950 |
|
SU88067A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
