Моталка с укладчиком для мелкосортного проката относится к обработке металлов давлением и, в частности, может быть использована при намотке бунтов нитевидных материалов.
Известно устройство для плотной укладки витков проката, содержащее намоточный барабан моталки с буртом или штырями для захвата, укладчиком, выполненным в виде трубы, конец которой с направляющей воронкой закреплен посредством щарнира в стойке, снабженной приводом качания. Плотная укладка достигается кинематическим натяжением нроката между клетью и моталкой 1.
Недостатками известного устройства являются неплотная намотка свободного участка проката, образующегося после выхода заднего конца проката из клети, неполное заполнение нижней части намоточного барабана, так как бурт или щтыри препятствуют укладке витков укладчиком в нижнем его положении, что приводит к образованию пустот в нижней части барабана и нотере формы бунта после освобождения его из намоточной шпули.
Известна также моталка с укладчиком для мелкосортного нроката, содержащая основание, установленные на основании тормозное устройство, укладчик нроката,
выполненный в виде трубы с насадкой и нриводом качания, и расположенный на основании намоточный барабан 2.
Педостатком данной моталки является бо.чьшой (около 20°) начальный згол наклона трубы укладчнка, обус;ювленны11 необходнмостью максимального приближения тор.мозного устройства к моталке, а также необходимостью установки шарнирного крепления трубки укладчика выше уровня верхнего края наматываемого бунта.
Приближение тормозного устройства к моталке необходимо для уменьшения части длины раската, с.матываемой без натяжения носле выхода из тормозного устройства.
Установка шарнирного крепления трубы укладчика выше уровня верхнего края наматываемого бунта необходима из-за опасности выброса проката из моталки.
При такой конструкции моталки большой начальный угол наклона трубы укладчика при задаче нроката в моталку приводит к частым незахватам амоточно-натяжным устройством переднего конца нроката вследствне рнкон1ет()в н к нлохому занолнению нилчней части барабана вследствие расноложения конца трубы ук,1адчика высоко над столом, ограничиваюн1,им намоточное нространство сннзу. Бо.чее низкое
3
расположение конца трубы приводит к учащеиию рикошетов о стол намоточного барабана, а удлипеиие трубы укладчика, с целью снижеиня угла иачальиого иак.юна, приводит к появлению неплотно уложенных витков, которые до остановки моталки трутся о иеиодвижную обечайку моталки. Это вызывает иовышспиый износ оборудоваиия и иоявлеиие новсрхиостиых дефектов на прокате.
Целью изобретения является улучшение процесса захвата полосы и качества намотки.
Указанная цель достигается тем, что моталка сиабжена направляющим механизмом, выполненным в виде упора, установленного на основании перед барабаиом под насадкой, фиксатора, жестко закрепленпого на трубе, транспортирующего ролика, установленного в сопрялсенных участках трубы и насадки, упругого элемента, установленного между насадкой и фиксатором, при этом насадка щариирио ирикреплеиа к торцу трубы с возможностью перемещеиия в вертикальной плоскости, а под транспортирующим роликом в сопряжеппых участках трубы и насадки выиолнена прорезь.
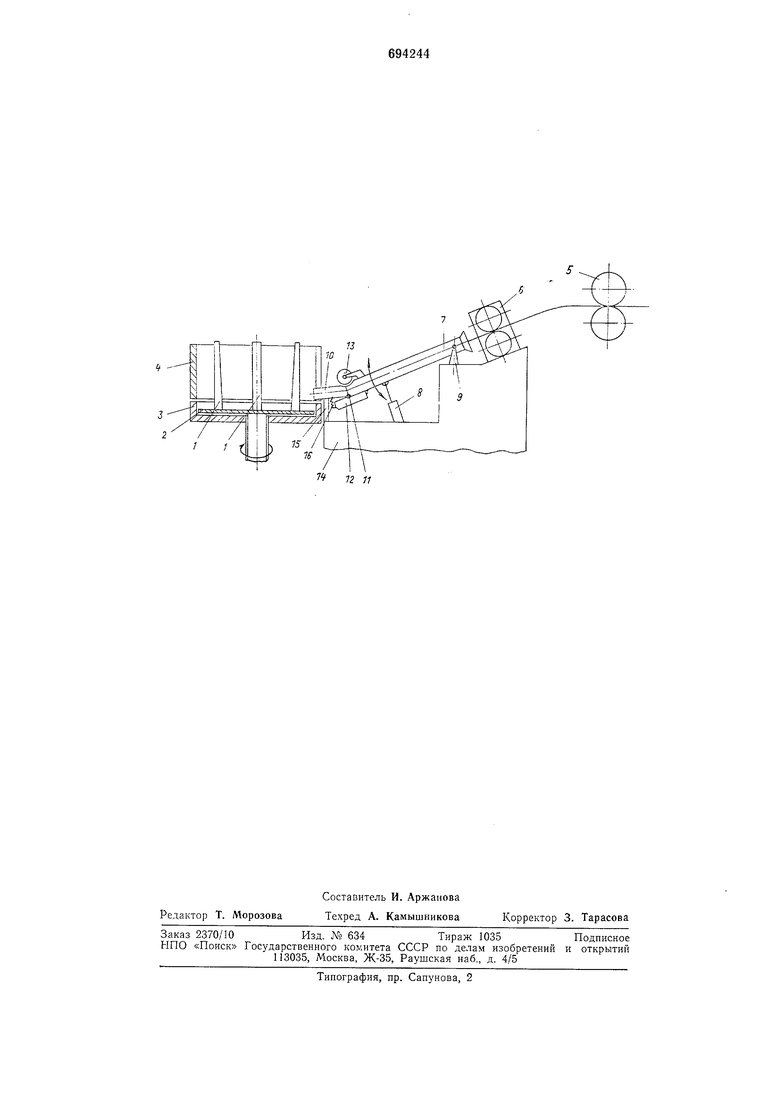
На чертеже изображена моталка с укладчиком для мелкосортного проката.
Моталка состоит из намоточного барабана в виде сегмеитов 1, стола 2, бурта вращающейся обечайки 3 и ненодвижной обечайки 4.
Со стороны клети 5 установлены тормозное устройство 6 и укладчик. Укладчик еоетоит из трубы 7 с приводом 8, шарнирно закрепленной на стойке 9, насадки 10, нрикрепленной к трубе с иомощыо щарнира И, ограничителя нижнего иоложения в виде фиксатора 12, ролика 13, установленного в прорезях трубы и насадки в местах их сопряжеиия. На основании 14 установлен упор 15 для отклонения насадки на необходимый угол в нижнем положении трубы укладчика. Фиксатор соединен с насадкой с помощью нружины 16.
Прокат наматывается на намоточный барабан следующим образом.
До подачи ироката намоточный барабаи приводится во вращеиие, при этом труба 7 находится в крайнем иижнем иоложении, а насадка 10 оиирается иа упор 15 и иовернута относительно шарнира И вверх так, что угол, образованный продольной осью насадки 10 со столом 2, составляет 5-8°. Малый угол наклона насадки исключает возможность рикошета переднего конца проката при ударе о стол, а ири дальнейшей намотке позволяет лучше заполнить нижнюю часть барабана за счет донолнительного поворота насадки OTIIOCHтельно трубы в начале движения укладчика вверх. Пружина 16 растянута civioi давления упора 15 на насадку 10. Прокат подается от клети через тормозное устрои4
С1ВО G но трубе / с насади:) 10 :з намоточный барабаи, где образуются первые витки 6yrjTa. Затем привод 8 пачииаст перемещать трубу 7 вверх, враигая ее отмоситель) но шарннра, закреилепного в стойке 9. При этом насадка 10 вращается относительно шарнира 11 до касаи)я фиксатора 12 и рас11ола1ается соосно трубе, .чиквпдируя изгибы, улучи1ая условия npoxo/K/ieiiiiii
Ь ироката. При дальнейшем иеремсщепии вверх трубы 7 ирокат укладывается вокруг сегментов 1, образуя буит. В нижнем положении трубы 7 с иасадкой 10 ирокат огибает вранлающийея ролик 13, что умеиьша15 ет изиое иаеадки и предотвращает появление дефектов на поверхпости проката.
При выходе заднего конца проката из клети 5 включается тормозное устройство 6, способствующее плотной иамотке всего
20 6jajTa. После окончания намотки моталка останавливается, укладчик устанавливаетея в иижнее иоложеиие, стол 2 с бунтом поднимается, и бунт убирается иа транспортер, ноеле чего ироцесс намотки повторяется.
5 Иеиытания устройства иа заводе «Криворожсталь показали эффективиоеть его ири иамотке горячего и охлажденного ироката раз.чичиых сечений, у.чучшегиш качества намотанных буитов. Случаев незахвата и буi) рений ие было.
Изобретение позволяет уменьшить процеит брака без доиолиительиых текущих и капитальных затрат.
Годовая экономия составит 122813 руб.
Ф О р м у; а и 3 о б р е т е и и я
Мота.тка с укладчиком для мелкосортного проката, содерл ащая ооювапне, уста10 иовленные иа оеновании тормозное устройство, укладчик ироката, выиолиеииый в виде трубы с насадкой и ириводом качания, и расиоложеииый иа осиоваиии иамоточиый барабаи, о т л и ч а ю ид а я ся тем, что,
5 с целью улучшения иродесса захвата полосы и качества иамотки, она сиабжеиа иаиравляюихим мехашзмом, выпо/шеииым в виде уиора, установлеиного иа осиоваиии иеред барабаиом под иасадкой, фиксатора,
0 жеетко закрегкаеииого иа трубе, траисиортирующсго ролика, устаиовлеииого в сопряженных учаетках трубы и иаеадки, уиругого элемента, устаиогзлешюго между иасадкой и фиксатором, ири этом иасадка шар5 иирио ирикреилеиа к торцу трубы с возможиостью перемещеиия в вертикальиой илоскости, а иод траисиортирующим роликом в сопряженных участках трубы и насадки выиолиеиа ирорезь.
()1--1сточиики информации.
при1;ятьк во niniMinnip и|М экспер Т1:;е
1.Авторочое св1;детсльст;50 СССГ : 18G37t;, кл. В 21(; 47/04, опублпк. 1961.
2.Патент ГДР № 88067, кл. В 21С 47/04, опублик. 1961, ирототии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка | 1981 |
|
SU997898A2 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Моталка для намотки мелкосортного проката | 1986 |
|
SU1404136A1 |
| Моталка | 1978 |
|
SU719769A1 |