1
Способ намотки мелкосортного проката в бунты относится к обработке металлов давлением и может быть использован при намотке бунтов сортового проката на натяжных моталках с укладчиком.
Известен способ намотки с постоянством заданной силы тока якоря двигателя, с постоянством мощности на приводе моталки и с постоянством рассогласования скоростей прокатки и намотки 1.
Данный способ не позволяет получить качественные с равномерной укладкой витков бунты сортового проката на находящихся в эксплуатации моталках.
Известен также способ намотки мелкосортного проката в бунты путем послойной намотки проката с натяжением на вращающийся барабан с раскладкой витков проката по вертикали 2.
Однако существующий способ намотки не позволяет получать высококачественные бунты сортового проката с равномерным распределением витков по высоте намоточного пространства. В период намотки с натяжением распределение витков вдоль образующей намоточного барабана осуществляется при помощи качательного движения укладчика. Причем нижнее положение укладчика и возможность направления проката в низ намоточного барабана ограничены высотой бунта намоточной чащи, при помощи которой осуществляется захват полосы на всех существующих конструкциях сортовых моталок для намотки проката с
натяжением. Для заполнения нижней части барабана применяют задержку укладчика в нижнем положении. Однако под действием постоянного натяжения, создаваемого барабаном, прокат из укладчика направляется перпендикулярно оси барабана и витки формируются на уровне верхнего края бурта. При этом нарущается равномерность распределения витков и остается незаполненной нижняя часть барабана.
Целью изобретения является повыщение качества намотки.
Цель достигается тем, что после намотки верхней части каждого слоя на 60-85% от высоты бунта натяжение уменьщают на
50-90% от величины первоначального.
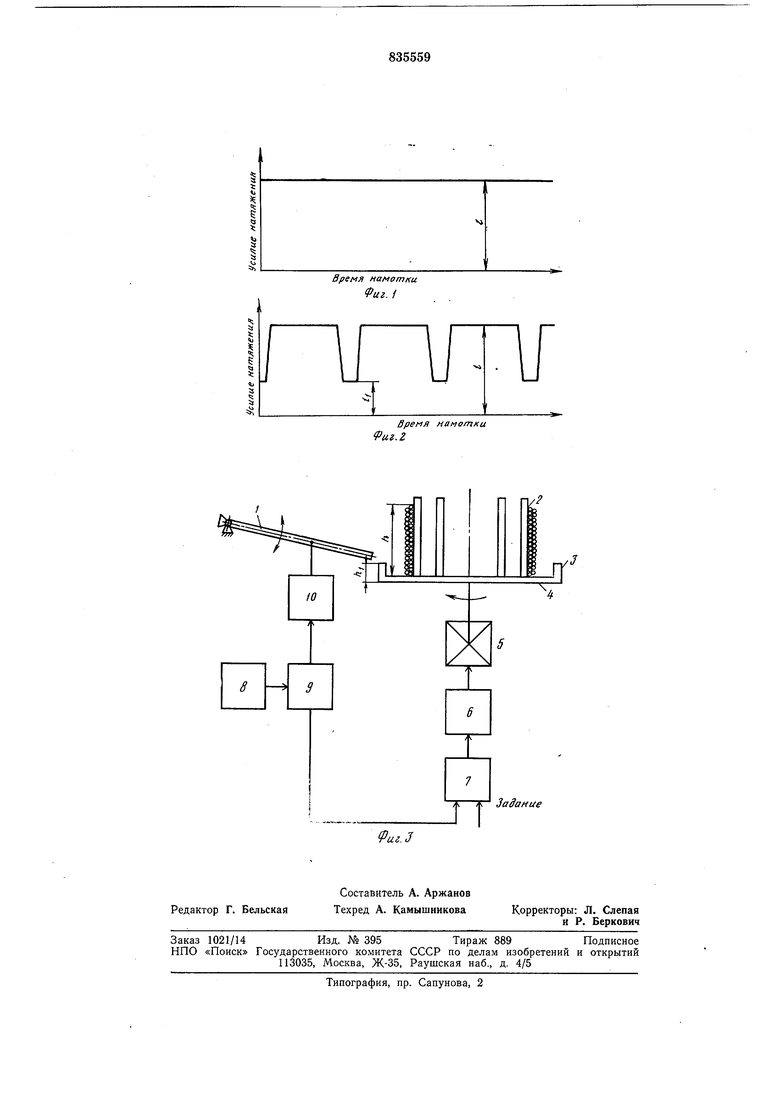
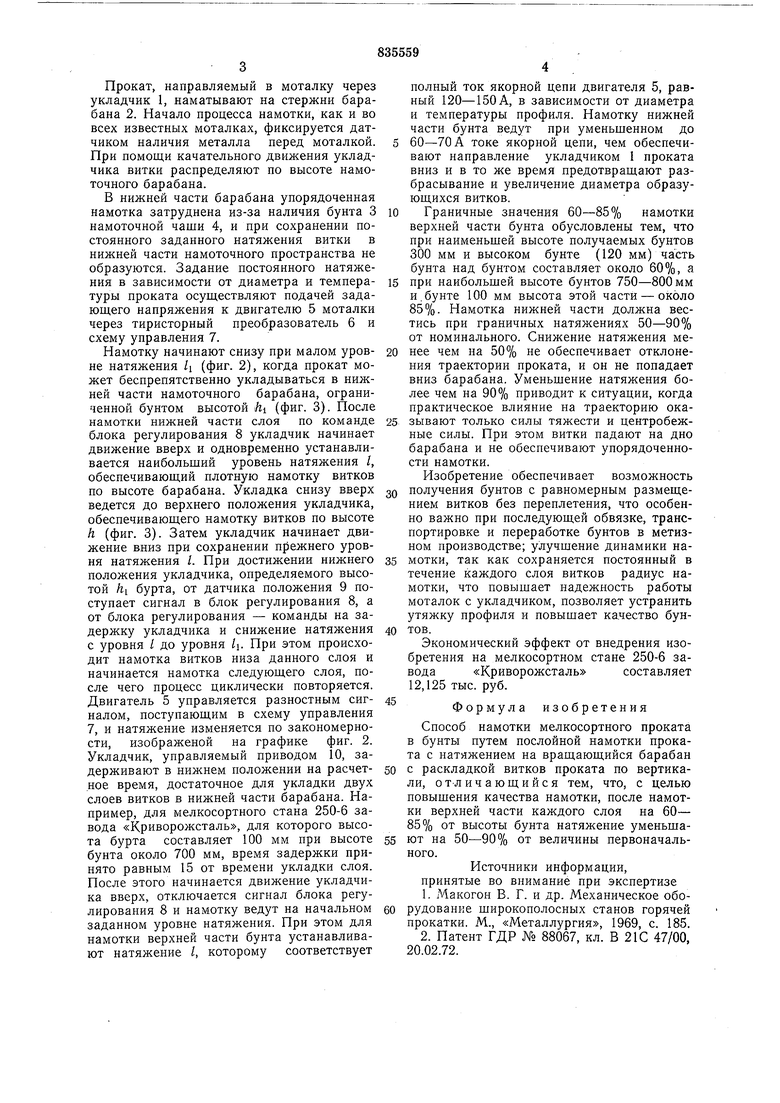
На фиг. 1 представлен график регулирования величины натяжения в процессе намотки бунта по известному способу, характеризующемуся, постоянством величины натяжения; на фиг. 2 - график одной из возможных закономерностей регулирования величины натяжения по предлагаемому способу; на фиг. 3 - функциональная схема устройства, реализующего предлагаемый
способ.
Прокат, направляемый в моталку через укладчик 1, наматывают на стержни барабана 2. Начало процесса намотки, как и во всех известных моталках, фиксируется датчиком наличия металла перед моталкой. При помощи качательного движения укладчика витки распределяют по высоте намоточного барабана.
В нижней части барабана упорядоченная намотка затруднена из-за наличия бунта 3 намоточной чаши 4, и при сохранении постоянного заданного натяжения витки в нижней части намоточного пространства не образуются. Задание постоянного натяжения в зависимости от диаметра и температуры проката осуществляют подачей задающего напряжения к двигателю 5 моталки через тиристорный преобразователь 6 и схему управления 7.
Намотку начинают снизу при малом уровне натяжения /j (фиг. 2), когда прокат может беспрепятственно укладываться в нижней части намоточного барабана, ограниченной бунтом высотой hi (фиг. 3). После намотки нижней части слоя по команде блока регулирования 8 укладчик начинает движение вверх и одновременно устанавливается наибольший уровень натяжения I, обеспечивающий плотную намотку витков по высоте барабана. Укладка снизу вверх ведется до верхнего положения укладчика, обеспечивающего намотку витков по высоте h (фиг. 3). Затем укладчик начинает движение вниз при сохранении прежнего уровня натяжения I. При достижении нижнего положения укладчика, определяемого высотой hi бурта, от датчика положения 9 поступает сигнал в блок регулирования 8, а от блока регулирования - команды на задержку укладчика и снижение натяжения с уровня / до уровня /. При этом происходит намотка витков низа данного слоя и начинается намотка следующего слоя, после чего процесс циклически повторяется. Двигатель 5 управляется разностным сигналом, поступающим в схему управления 7, и натяжение изменяется по закономерности, изображеной на графике фиг. 2. Укладчик, управляемый приводом 10, задерживают в нижнем положении на расчетное время, достаточное для укладки двух слоев витков в нижней части барабана. Например, для мелкосортного стана 250-6 завода «Криворожсталь, для которого высота бурта составляет 100 мм при высоте бунта около 700 мм, время задержки принято равным 15 от времени укладки слоя. После этого начинается движение укладчика вверх, отключается сигнал блока регулирования 8 и намотку ведут на начальном заданном уровне натяжения. При этом для намотки верхней части бунта устанавливают натяжение 1, которому соответствует
полный ток якорной цепи двигателя 5, равный 120-150 А, в зависимости от диаметра и температуры профиля. Намотку нижней части бунта ведут при уменьшенном до 5 60-70 А токе якорной цепи, чем обеспечивают направление укладчиком 1 проката вниз и в то же время предотвращают разбрасывание и увеличение диаметра образующихся витков.
10 Граничные значения 60-85% намотки верхней части бунта обусловлены тем, что при наименьшей высоте получаемых бунтов 300 мм и высоком бунте (120 мм) часть бунта над бунтом составляет около 60%, а
5 при наибольшей высоте бунтов 750-800мм и.бунте 100 мм высота этой части - около 85%. Намотка нижней части должна вестись при граничных натяжениях 50-90%) от номинального. Снижение натяжения менее чем на 50% не обеспечивает отклонения траектории проката, и он не попадает вниз барабана. Уменьшение натяжения более чем на 90% приводит к ситуации, когда практическое влияние на траекторию оказывают только силы тяжести и центробежные силы. При этом витки падают на дно барабана и не обеспечивают упорядоченности намотки.
Изобретение обеспечивает возможность
0 получения бунтов с равномерным размещением витков без переплетения, что особенно важно при последующей обвязке, транспортировке и переработке бунтов в метизном производстве; улучшение динамики намотки, так как сохраняется постоянный в течение каждого слоя витков радиус намотки, что повышает надежность работы моталок с укладчиком, позволяет устранить утяжку профиля и повышает качество бун0 тов.
Экономический эффект от внедрения изобретения на мелкосортном стане 250-6 завода«Криворожсталь составляет12,125 тыс. руб.
Формула изобретения
Способ намотки мелкосортного проката в бунты путем послойной намотки проката с натяжением на вращающийся барабан 0 с раскладкой витков проката по вертикали, от-л ич ающийся тем, что, с целью повышения качества намотки, после намотки верхней части каждого слоя на 60- 85% от высоты бунта натяжение уменьша5 ют на 50-90% от величины первоначального.
Источники информации, принятые во внимание при экспертизе
1.Макогон В. Г. и др. Механическое оборудование широкополосных станов горячей
прокатки. М., «Металлургия, 1969, с. 185.
2.Патент ГДР № 88067, кл. В 21С 47/00, 20.02.72.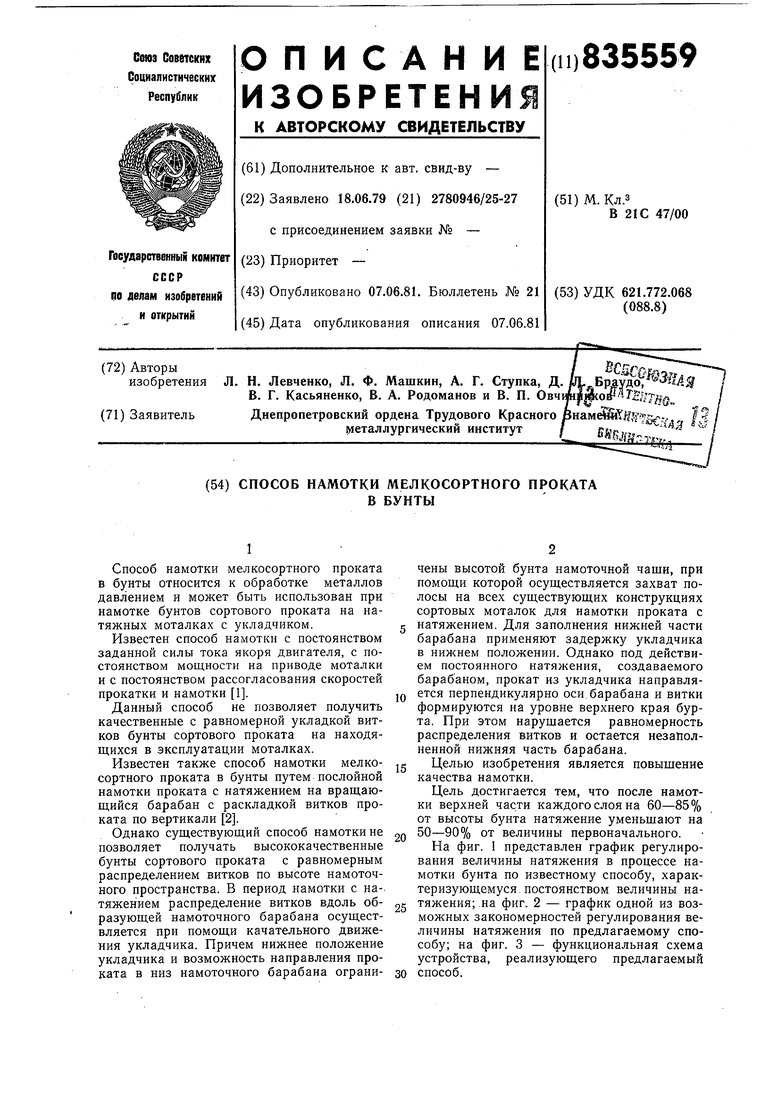
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка для намотки мелкосортного проката | 1986 |
|
SU1404136A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |