1
Изобретение относится к области литейного производства, в частности к технологии литья тугоплавких и химически активных расплавов.
Известен способ изготовления отливок, включающий заливку литейных форм через заливочное отверстие под действием гравитационных сил с приложением давления рабочего агента на зеркало расплава.
Однако при этом литейная форма заполняется плохо, интенсивно образуются газовые дефекты и в струю расплава подсасывается рабочий агент.
Предлагаемый способ отличается тем, что в заливаемой форме создают вакуум, а заливочное отверстие перед подачей расплава перекрывают проплавляемой металлической пластиной.
Это позволяет улучшить заполняемость литейной формы.
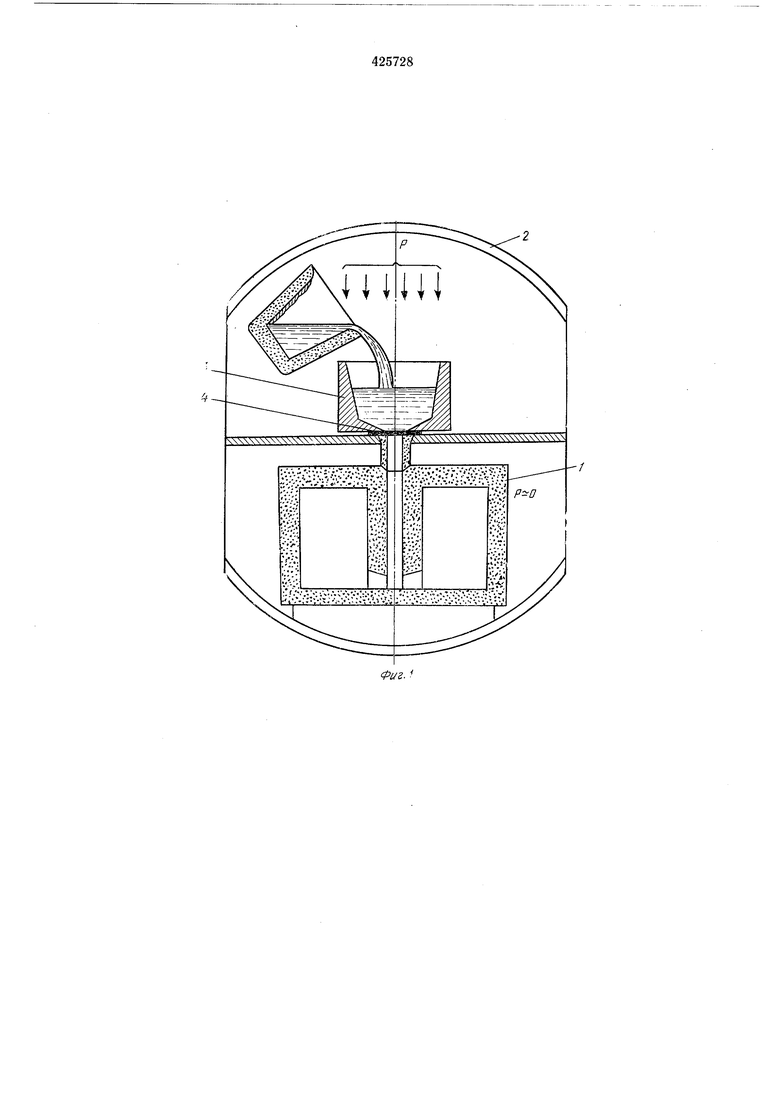
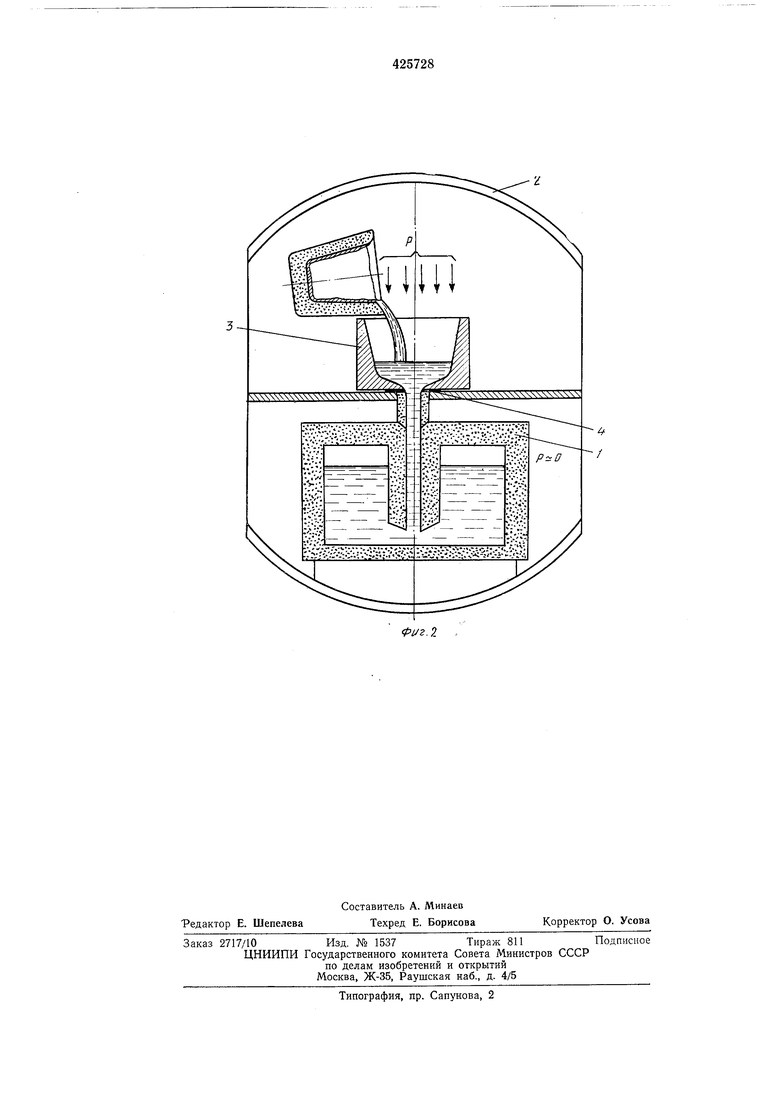
Фиг. 1 иллюстрирует процесс заполнения литниковой чаши расплавом из плавильного тигля при создании повышенного давления рабочего агента над зеркалом расплава в литниковой чаше; фиг. 2 - процесс заполнения рабочей полости литейной формы, находяш.ейся в вакууме, расплавом под действием повышенного давления рабочего агента.
Сущность предлагаемого способа заключается в следующем.
Рабочая часть литейной формы 1, установленная в камере 2 плавильно-заливочной установки, герметично отделена от литниковой чаши 3 пластиной 4, изготовленной из металла, имеющего температуру плавления, близкую температуре выплавляемого сплава. Литейная форма находится в вакууме (Р«110 мм рт. ст.). В период слива расплава из тигля в литниковую чашу над зеркалом расплава в чаше создается повышенное давлепие за счет впуска рабочего агента (аргона) в объем, где находится литниковая чаша. Через заданный отрезок времени (он определяется толщиной и теплофизическими свойствами материала пластины) пластина 4 проплавляется и расплав под действием давления рабочего агента заполняет литейную форму (фиг. 2).
Предмет изобретения
Способ изготовления отливок из тугоплавких и химически активных расплавов, включающий заливку литейных форм через заливочное отверстие под действием гравитационных сил с приложением давления рабочего агента на зеркало расплава, о т л и ч а ю щ и йся тем, что, с целью улучшения заполняемости литейной формы, в залнваемой форме создают вакуум, а заливочное отверстие перед подачей расплава перекрывают проплавляемой металлической пластиной.
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Плавильно-заливочная установка | 1975 |
|
SU593819A1 |
| Металлическая литейная форма для технологических проб | 1984 |
|
SU1207625A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| Способ получения тонкостенных отливок направленной кристаллизацией | 1989 |
|
SU1743684A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА | 1972 |
|
SU343765A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2098045C1 |
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |