Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве,,
Цель изобретения - повышение про- изводительности летучих ножниц за счет уменьшения времени на регулировку роликов при переходе на резку другого профиля проката,
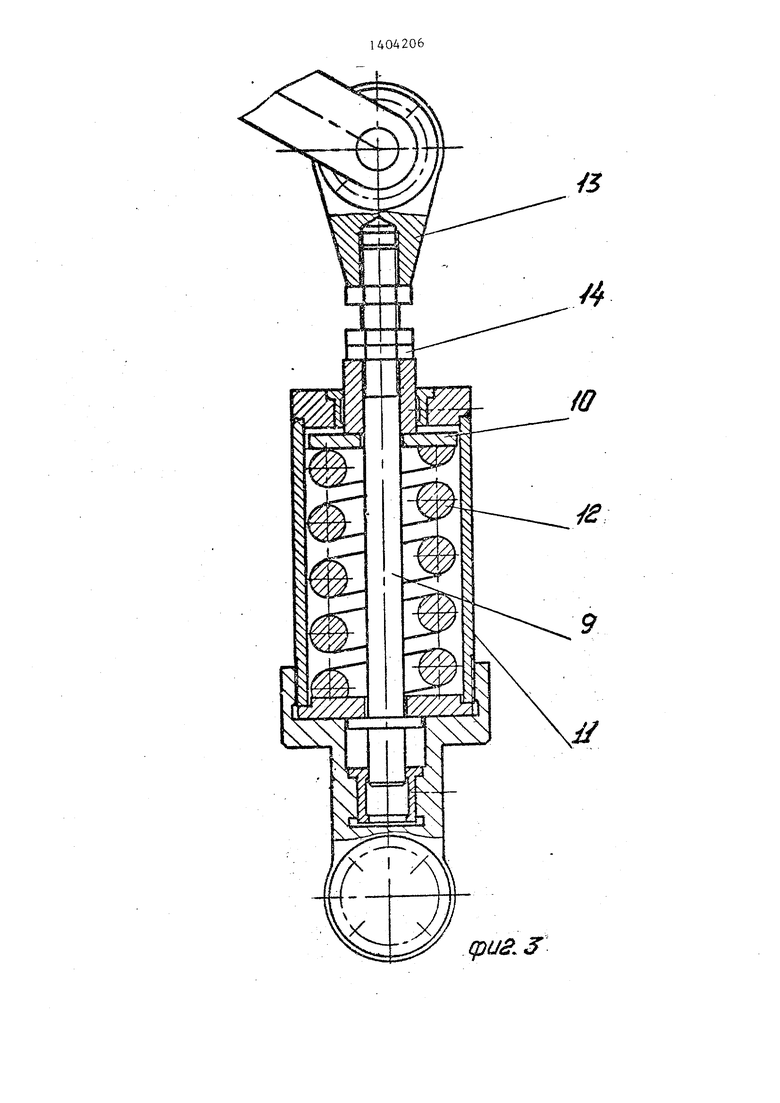
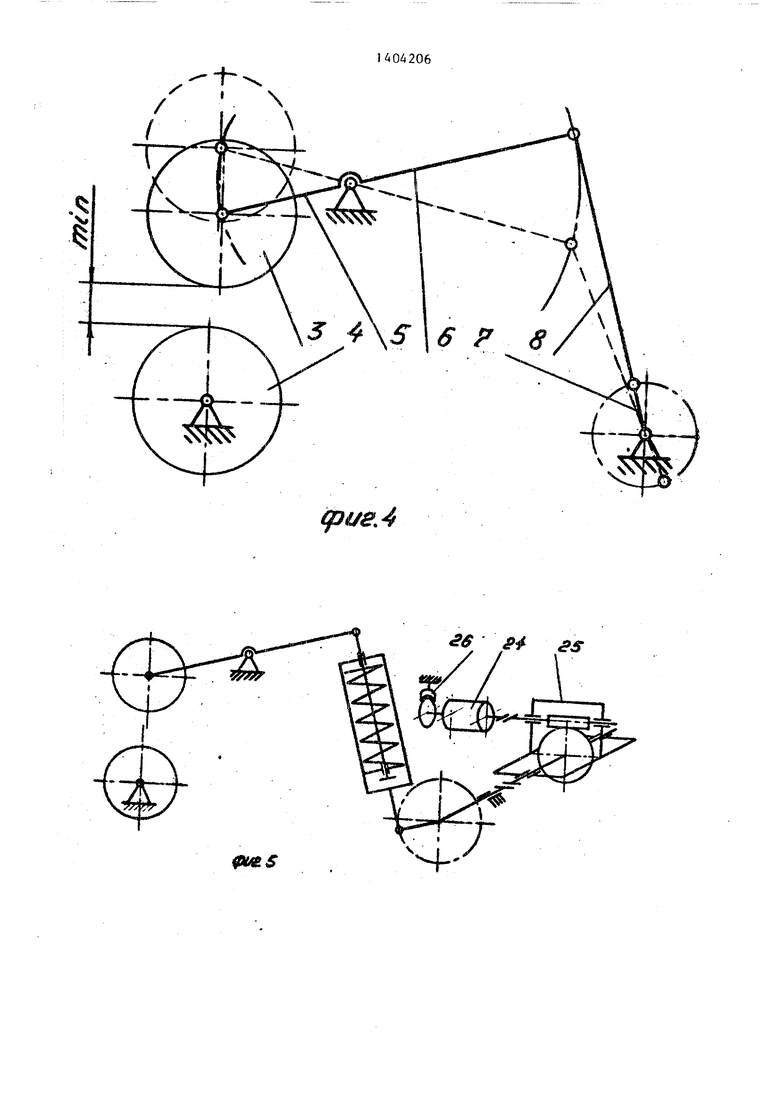
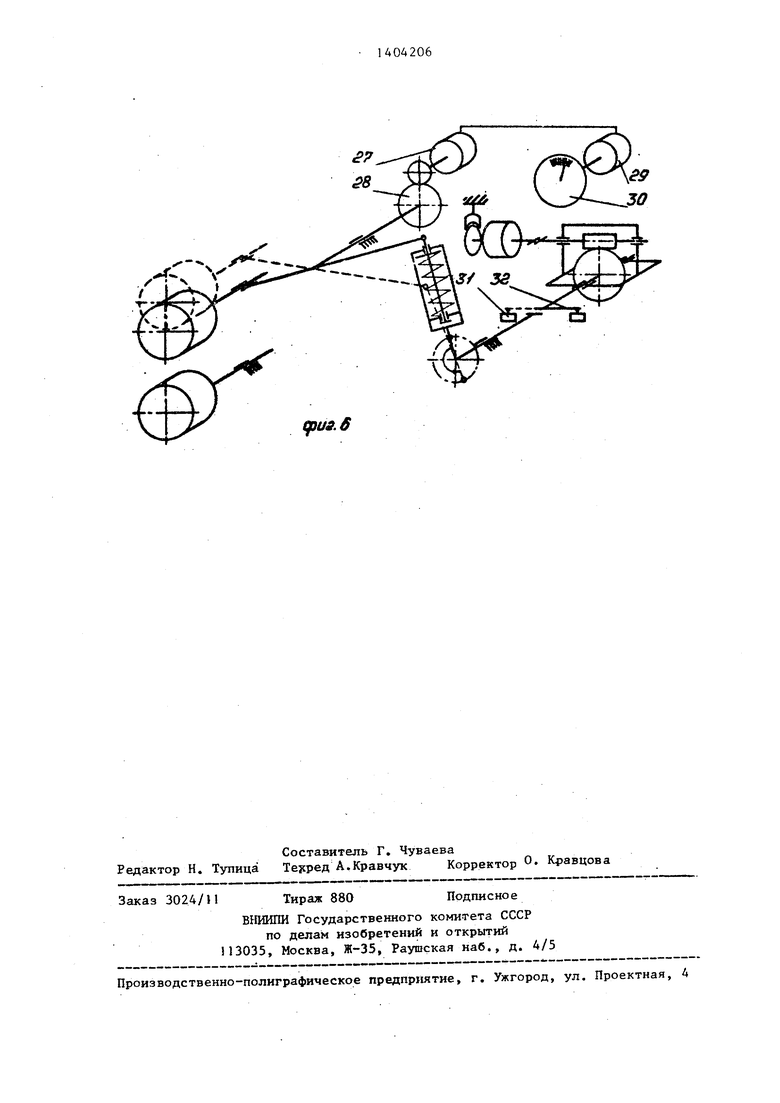
На фиг. 1 изображены лету-ше нож- на фиг. 2 - приводные подающие ролики; на фиг, 3 - конструкция шатуна; на фиг. 4 - приводные подающие ролики в крайних положениях; на фиг. 5 - привод кривошипа; на фиг. 6приводные подающие ролики с приводом кривошипа и элементами автоматическог регулирования.
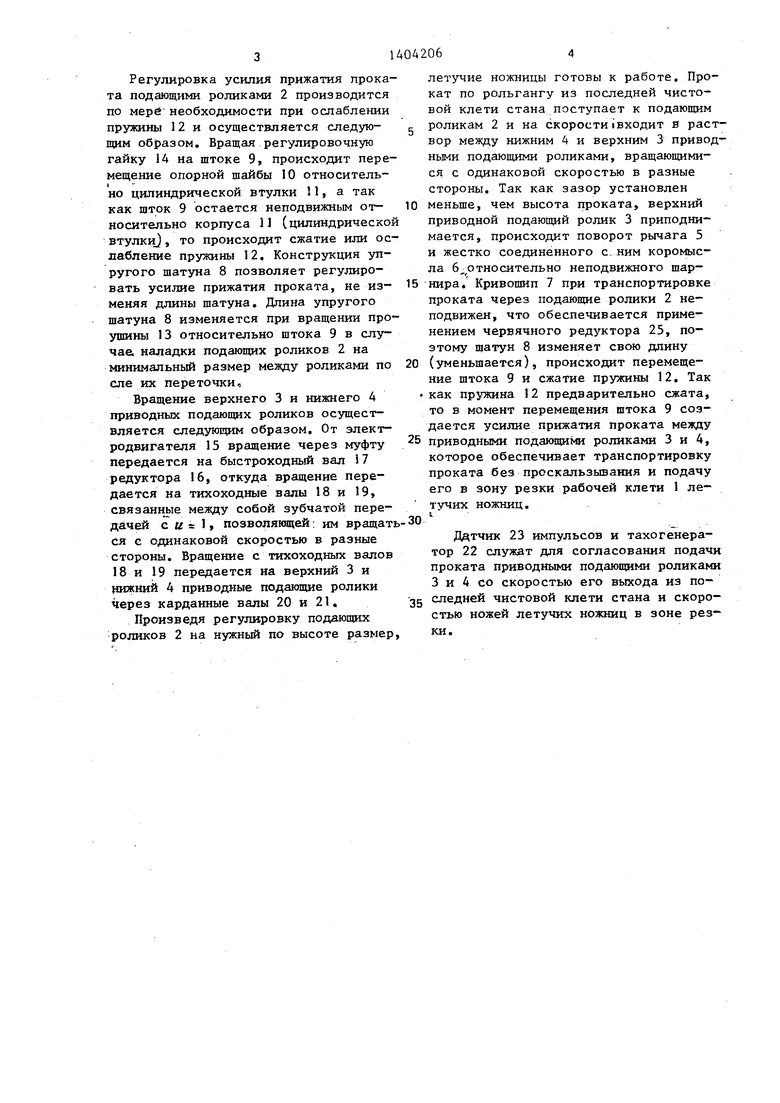
Летучие ножницы состоят из рабочей клети 1 и подающих роликов 2, содер- жащих верхний 3 и нижний А приводные подающие ролики. Верхний приводной подающий ролик 3 смонтирован на поворотном рычаге 5, качающемся относительно неподвижного шарнира. 11оворотный рычаг 5 жестко соединен с коромыслом 6 кривошипно-рычажного механизма, состоящего из кривошипа 7 и шатуна 8. Шатун 8 выполнен упругим в виде подпружиненного стержня 9 с опорной шай- бой 10, установленного в цилиндрической втулке 11, смонтированной на под- иипниках скольжения.с возможностью осевого перемещения, а также предварительно сжатой пружлны 12, установленной в цилиндрической втулке 11 с возможностью взаимодействия с опорной шайбой 10. Шатун также имеет проуш:ину 13 с резьбовым отверстием и регулировочную гайку 14.
Верхний 3 и нижний 4 ролики осна- ще ны приводом, состоящим из электродвигателя 15, редуктора 16, содержащего быстроходньш Ьал 17 и два тихоходных вала 18 и J9. Верхний 3 и нижний 4 ролики соединены с валами 18 и 19 карданными валами 20 и 2. На свободном конце электродвигателя 15 установлен тахогенератор 22, на одном из тихоходных валов 18 и 19 редукто- ра 16 установлен датчик 23 импульсов который слу;кит для синхронизаы та скорости летучих ножниц со скоростью разрезаемого проката.
Кривошип 7 оснащен приводом, со- стоящим из электродвигателя 24 и червячного редуктора 25. Для мгновенной остановки поворота кривошипа 7 на
5
0 Q п
5
5
5
свободном конце вала электродвигатетг ля 24 установлен тормоз 26,
Подающие ролики 2 снабжены сельсином 27, соединенным с осью вращения поворотного рычага 5 через ускоряю- ущк редуктор 28, и сельсиног-г-прием- ником 29 со шкалой-указателем 30 угла поворота поворотного рычага 5, установленных на пульте управления. Угол поворота кривошипа между крайними положениями ограничен конечными выключателями 31; смонтированными на неподвижном основании, взаимодей- ств;:/ющими с упорами 32, установленными на кривошипе 7.
Летучие ножницы работают следующим образом.
Перед процессом резки проката производится регулировка привод1й,1х подающих роликов 2 на нужный по высоте размер, т.е. установка расстояния между верхним 3 и нижним 4 приводными подающими роликами, соответствующего высоте разрезаемого, транспортируемого через приводные подающие ролики 2 проката. От электродвигателя 24- через муфту вращение передается на быстроходный вал червячного редуктора 25, далее вращение передается от тихоходного вала червячного редуктора 25 через муфту на кривошип 7. При повороте кривошипа 7 происходит поворот коромысла 6 с помощью шатуна 8, а так как коромысло б жестко связано с рычагом 5, то он вращается вокруг неподвижной оси и происходит перемещение верхнего приводного ролика 3 относительно нижнего ролика 4, Вра- щеш1е от рычага 5 передается через ycкopяющш редуктор 28 на сельсин- датчик 27, который замеряет значение угла поворота рычага 5 от кра 1него положения и передает эти значения на сельсин-приемник 29, оснащенный шкагшй-указателем 30 с градуировкой в миллиметрах, и установленньЕХ на пульте управления. Мгновенную остановку двигателя при помощи тормоза 26 опе- р атор производит тогда, когда стрелка указателя показывает на значение раствора роликов, выбранное для данного по высоте профиля проката. Для исключения движения стрелки шкалы- указателя 30 в обратном направлении угол поворота кривошипа 7 ограничен в крайних положениях конечными выключателями 31,
Регулировка усилия прижатия проката подающими роликами 2 производится по мере необходимости при ослаблении пружины 12 и осуществляется следую- щим образом. Вращая регулировочную гайку 14 на штоке 9, происходит перемещение опорной шайбы 10 относительно цилиндрической втулки П, а так как шток 9 остается неподвижным от- носительно корпуса 11 (цилиндрической втулки), то происходит сжатие или ослабление пружины 12. Конструкция упругого шатуна 8 позволяет регулировать усилие прижатия проката, не из- меняя длины шатуна. Длина упругого шатуна 8 изменяется при вращении про- ушииы 13 относительно штока 9 в слз чае. наладки подающих роликов 2 на минимальный размер между роликами по еле их переточки.
Вращение верхнего 3 и нижнего 4 приводных подающих роликов осуществляется следующим образом. От электродвигателя 15 вращение через муфту передается на быстроходный вал 17 редуктора 16, откуда вращение передается на тихоходные валы 18 и 19, связанн 1е между собой зубчатой передачей с к 1, позволяющей: им вращать ся с одинаковой скоростью в разные стороны. Вращение с тихоходных валов 18 и 19 передается на верхний 3 и нижний 4 приводные подающие ролики через карданные валы 20 и 21,
Произведя регулировку подающих роликов 2 на нужный по высоте размер
летучие ножницы готовы к работе. Прокат по рольгангу из последней чистовой клети стана поступает к подающим роликам 2 и на скоростиiвходит в раствор между нижним 4 и верхним 3 приводными подающими роликами, вращающимися с одинаковой скоростью в разные стороны. Так как зазор установлен меньше, чем высота проката, верхний приводной подающий ролик 3 приподнимается, происходит поворот рычага 5 и жестко соединенного с, ним коромысла безотносительно неподвижного шарнира. Кривошип 7 при транспортировке проката через подающие ролики 2 неподвижен, что обеспечивается применением червячного редуктора 25, поэтому щатун 8 изменяет свою длину (уменьшается), происходит перемещение штока 9 и сжатие пружины 12. Так как пружина 12 предварительно сжата, то в момент перемещения штока 9 создается усилие прижатия проката между приводньв-ш подающими роликами 3 и 4, которое обеспечивает транспортировку проката без проскальзываиия и подачу его в зону резки рабочей клети 1 летучих ножниц.
V
ДАТЧИК 23 импульсов и тахогенера- тор 22 служат для согласования подачи проката приводными подающими роликами 3 и 4 со скоростью его выхода из последней чистовой клети стана и скоростью ножей летучих ножниц в зоне резки.
.jf
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Устройство для выравнивания скорости ножей летучих ножниц | 1980 |
|
SU975256A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| Летучие ножницы | 1975 |
|
SU541598A1 |
| Летучие ножницы | 1981 |
|
SU1028442A1 |
| Летучие ножницы | 1982 |
|
SU1013139A1 |
| Ножницы для резки листа | 1978 |
|
SU837612A1 |
| Качающиеся летучие ножницы | 1973 |
|
SU554958A1 |
| Устройство для улавливания обрезков движущегося проката | 1975 |
|
SU526461A1 |
| Летучие ножницы | 1987 |
|
SU1461588A1 |

/p
ftofe
/5
cpU8. J
(
MtL
4
s
(риа.6
