IS .
В, V -Л.
4
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия | 1989 |
|
SU1710302A1 |
| Ротор для механической обработки заготовок | 1978 |
|
SU740479A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |
| Установка для подготовки корпусов боеприпасов к снаряжению | 1970 |
|
SU1841253A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
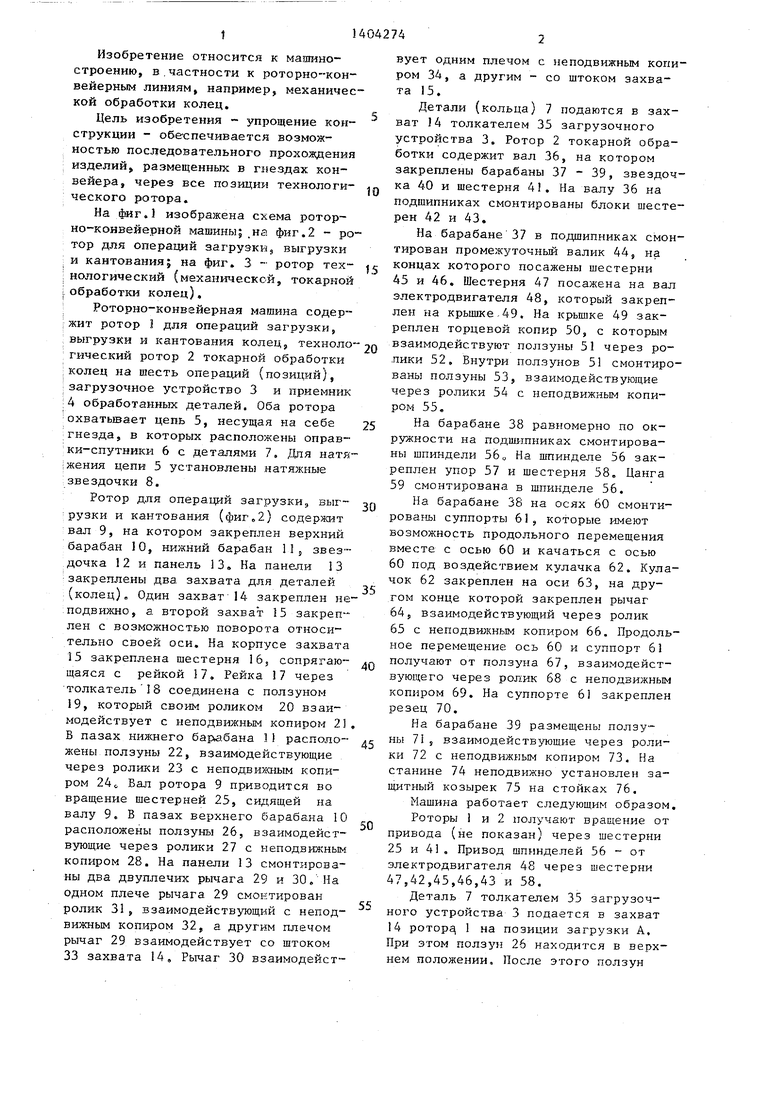
Изобретение относится к машиностроению, в частности к роторно кон- вейерным машинам, например, для механической обработки колец. Цель изобретения - упрощение конструкции - обеспечивается возможностью последовательного прохождения изделий, размещенных в гнездах конвейера, через все позиции технологического ротора, Роторно-конвейерная машина содержит ротор 1 загрузки-выгрузки и кантования колец, технологический ротор 2, загрузочное устройство 3 и приемник 4 обработанных деталей, Оба ротора охватывает цепь 5, несущая гнезда в которых размещаются детали. Последовательное прохождение гнезд с деталями через все позиции технологического ротора 2 обеспечивается тем, что количество позиций на цепи 3 на одну больше величины, кратной количе- ству позиций технологического ротора 2. 1 з.п. ф-лы, 3 ил. с 
Фиг.1
Изобретение относится к машиностроению, в.частности к роторно-кон- вейерным линиям, например, механической обработки колец.
Цепь изобретения - упрощение конструкции - обеспечивается возможностью последовательного прозсождения изделий, размещенных в гнездах конвейера, через все позиции технологического ротора.
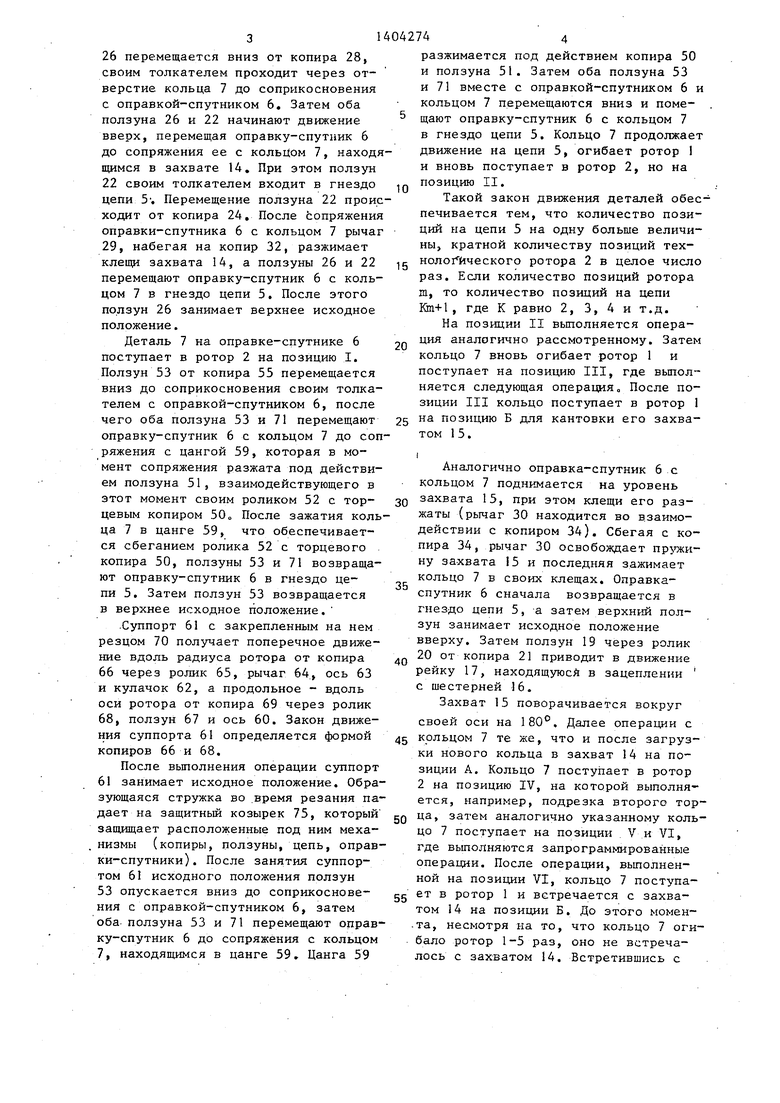
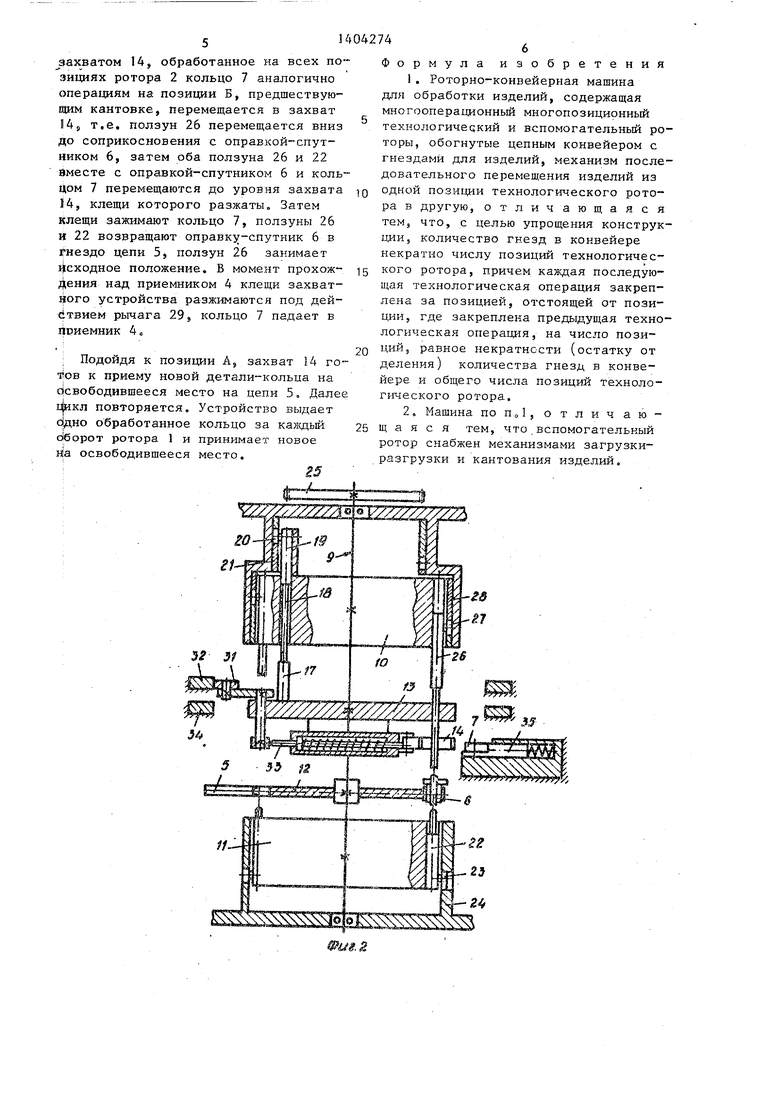
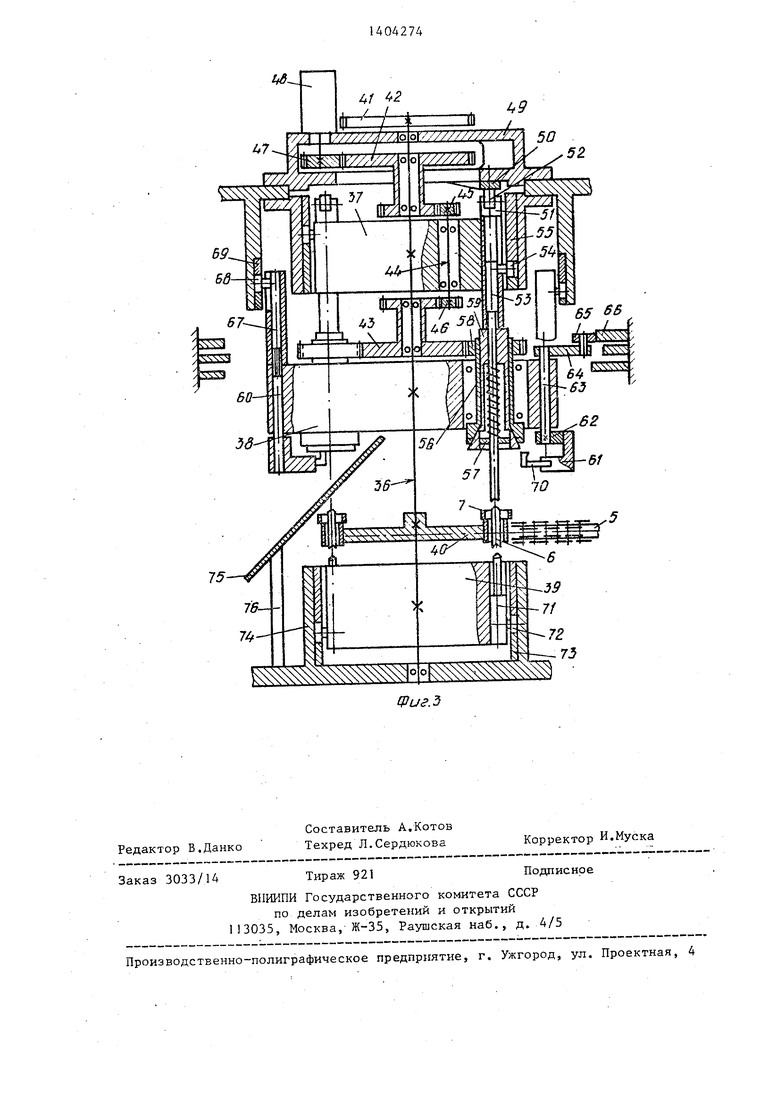
На фиг.1 изображена схема ротор- но-конвейерной машины;.на фиг.2 - ро тор для операций загрузкиj выгрузки : И кантования; на фиг. 3 - ротор тех- ; нологический (механической, токарной jобработки колец),
Роторно-конвейерная маглина содер- iжит ротор I для операций загрузки, : выгрузки и кантования колец, техноло :гический ротор 2 токарной обработки ;колец на шесть операций (позиций), ;загрузочное устройство 3 и приемник ;4 обработанных деталей. Оба ротора охватьшает цепь 5, несущая на себе гнезда, в которых расположены оправки-спутники 6 с деталями 7. Для натк женил цепи 5 установлены натяжные звездочки 8.
Ротор для операций загрузки, выг грузки и кантования (фиг«2) содержит вал 9, на котором закреплен верхний барабан 10, нижний барабан 11; звездочка 12 и панель 13. На панели 13 закреплены два захвата для деталей (колец). Один захват 14 закреплен не ,подвижно, а второй захват 15 закреп лен с возможностью поворота относительно своей оси. На корпусе захвата 15 закреплена шестерня 16, сопрягающаяся с рейкой 17. Рейка 17 через толкатель 18 соединена с ползуном 19, который свонм роликом 20 взаимодействует с неподвижным копиром 21 В пазах нижнего барабана 11 расположены ползуны 22, взаимодействующие через ролики 23 с неподвижным копиром 24с Вал ротора 9 приводится во вращение шестерней 25, сидящей на валу 9. В пазах верхнего барабана 10 расположены ползуны 26, взаимодействующие через ролики 27 с неподвижным копиром 28. На панели 13 смонтированы два двуплечих рычага 29 и 30, На одном плече рычага 29 смонтирован ролик 31, взаимодействующий с неподвижным копиром 32, а другим плечом рычаг 29 взаимодействует со штоком 33 захвата 14, Рычаг 30 взаимодейст
5
0
5
0
5
0
5
0
5
вует одним плечом с неподвижным копиром 34, а другим - со штоком захвата 15.
Детали (кольца) 7 подаются в захват 14 толкателем 35 загрузочного устройства 3, Ротор 2 токарной обработки содержит вал 36, на котором закреплены барабаны 37 -39, звездочка 40 и шестерня 41, На валу 36 на подшипниках смонтированы блоки шестерен 42 и 43.
На барабане 37 в подшипниках смонтирован промежуточный валик 44, на концах которого посажены шестерни 45 и 46. Шестерня 47 посажена на вал электродвигателя 48, который закреплен на крьш1ке,49. На крьшке 49 закреплен торцевой копир 50, с которым взаимодействуют ползуны 51 через ролики 52, Внутри ползунов 51 смонтированы ползуны 53, взаимодействующие через ролики 54 с неподвижньм копиром 55.
На барабане 38 равномерно по окружности на подшипниках смонтированы шпиндели 56„ На шпинделе 56 закреплен упор 57 и шестерня 58, Цанга
59смонтирована в шпинделе 56,
На барабане 38 на осях 60 смонтированы суппорты 61, которые имеют возможность продольного перемещения вместе с осью 60 и качаться с осью
60под воздействием кулачка 62, Кулачок 62 закреплен на оси 63, на другом конце которой закреплен рычаг 64, взаимодействующий через ролик
65 с неподвижным копиром 66. Продольное перемещение ось 60 и суппорт 61 получают от ползуна 67, взаимодействующего через ролик 68 с неподвижным копиром 69. На суппорте 61 закреплен резец 70.
На барабане 39 размещены ползуны 715 взаимодействующие через ролики 72 с неподвижным копиром 73, На станине 74 неподвижно установлен защитный козырек 75 на стойках 76,
Машина работает следующим образом.
Роторы 1 и 2 получают вращение от привода (не показан) через шестерни 25 и 41„ Привод шпинделей 56 - от электродвигателя 48 через шестерни 47,42,45,46,43 и 58,
Деталь 7 толкателем 35 загрузочного устройства 3 подается в захват 14 ротору 1 на позиции загрузки А, При этом ползун 26 находится в верхнем положении. После этого ползун
26 перемещается вниз от копира 28, своим толкателем проходит через отверстие кольца 7 до соприкосновения с оправкой-спутником 6, Затем оба ползуна 26 и 22 начинают движение вверх, перемещая оправку-спутник 6 до сопряжения ее с кольцом 7, находящимся в захвате 14. При этом ползун 22 своим толкателем входит в гнездо цепи 5, Перемещение ползуна 22 происходит от копира 24, После сопряжения оправки-спутника 6 с кольцом 7 рычаг 29, набегая на копир 32, разжимает клещи захвата 14, а ползуны 26 и 22 перемещают оправку-спутник 6 с кольцом 7 в гнездо цепи 5. После этого ползун 26 занимает верхнее исходное положение.
Деталь 7 на оправке-сцутнике 6 поступает в ротор 2 на позицию I. Ползун 53 от копира 55 перемещается вниз до соприкосновения своим толкателем с оправкой-спутником 6, после чего оба ползуна 53 и 71 перемещают оправку-спутник 6 с кольцом 7 до сопряжения с цангой 59, которая в момент сопряжения разжата под действием ползуна 51, взаимодействующего в этот момент своим роликом 52 с тор- цевым копиром 50„ После зажатия кольца 7 в цанге 59, что обеспечивается сбеганием ролика 52 с торцевого копира 50, ползуны 53 и 71 возвращают оправку-спутник 6 в гнездо цепи 5, Затем ползун 53 возвращается в верхнее исходное положение.
.Суппорт 61 с закрепленным на нем резцом 70 получает поперечное движение вдоль радиуса ротора от копира 66 через ролик 65, рычаг 64, ось 63 и кулачок 62, а продольное - вдоль оси ротора от копира 69 через ролик 68, ползун 67 и ось 60. Закон движения суппорта 61 определяется формой копиров 66 и 68.
После вьшолнения операции суппорт 61 занимает исходное положение. Образующаяся стружка во время резания падает на защитньш козырек 75, который защищает расположенные под ним механизмы (копиры, ползуны, цепь, оправки-спутники). После занятия суппортом 61 исходного положения ползун 53 опускается вниз до соприкосновения с оправкой-спутником 6, затем оба ползуна 53 и 71 перемещают оправку-спутник 6 до сопряжения с кольцом 7, находящимся в цанге 59, Цанга 59
5
5
д
о
5
0
5
0
5
разжимается под действием копира 50 и ползуна 51. Затем оба ползуна 53 и 71 вместе с оправкой-спутником 6 и кольцом 7 перемещаются вниз и поме- . щают оправку-спутник 6 с кольцом 7 в гнездо цепи 5. Кольцо 7 продолжает движение на цепи 5, огибает ротор 1 и вновь поступает в ротор 2, но на позицию II.
Такой закон движения деталей обеспечивается тем, что количество позиций на цепи 5 на одну больше величины, кратной количеству позиций тех- нолог Ического ротора 2 в целое число раз. Если количество позиций ротора ш, то количество позиций на цепи Kin+l , где К равно 2, 3, 4 и т.д.
На позиции II вьшолняется операция аналогично рассмотренному. Затем кольцо 7 вновь огибает ротор 1 и поступает на позицию III, где выполняется следующая операция„ После позиции III кольцо поступает в ротор 1 на позицию Б для кантовки его захватом 15.
I
Аналогично оправка-спутник 6 с кольцом 7 поднимается на уровень захвата 15, при этом клещи его разжаты (рычаг 30 находится во взаимодействии с копиром 34), Сбегая с копира 34, рычаг 30 освобождает ну захвата 15 и последняя зажимает кольцо 7 в своих клещах. Оправка- спутник 6 сначала возвращается в гнездо цепи 5, -а затем верхний ползун занимает исходное положение вверху. Затем ползун 19 через ролик 20 от копира 21 приводит в движение рейку 17, находящуюся в зацеплении с шестерней 16.
Захват 15 поворачивается вокруг своей оси на 180°. Далее операции с кольцом 7 те же, что и после загрузки нового кольца в захват 14 на позиции А. Кольцо 7 поступает в ротор 2 на позицию IV, на которой выполня- ется, например, подрезка второго торца, затем аналогично указанному кольцо 7 поступает на позиции V и VI, где выполняются запрограммированные операции. После операции, выполненной на позиции VI, кольцо 7 поступает в ротор 1 и встречается с захватом 14 на позиции Б. До этого момен- -та, несмотря на то, что кольцо 7 огибало ротор 1-5 раз, оно не встречалось с захватом 14. Встретившись с
lid.
(Риг.З
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
