Изобретение относится к нагревательной технике, в частности к устройствам индукционного нагрева, и может быть применено для нагрева прут- ков перед технологическими операциями - резкой, штамповкой и др.
Цель изобретения - упрощение и ускорение процесса смены нагревательных элементов в случае выполнения их в виде спирали и сокращение производственных площадей.
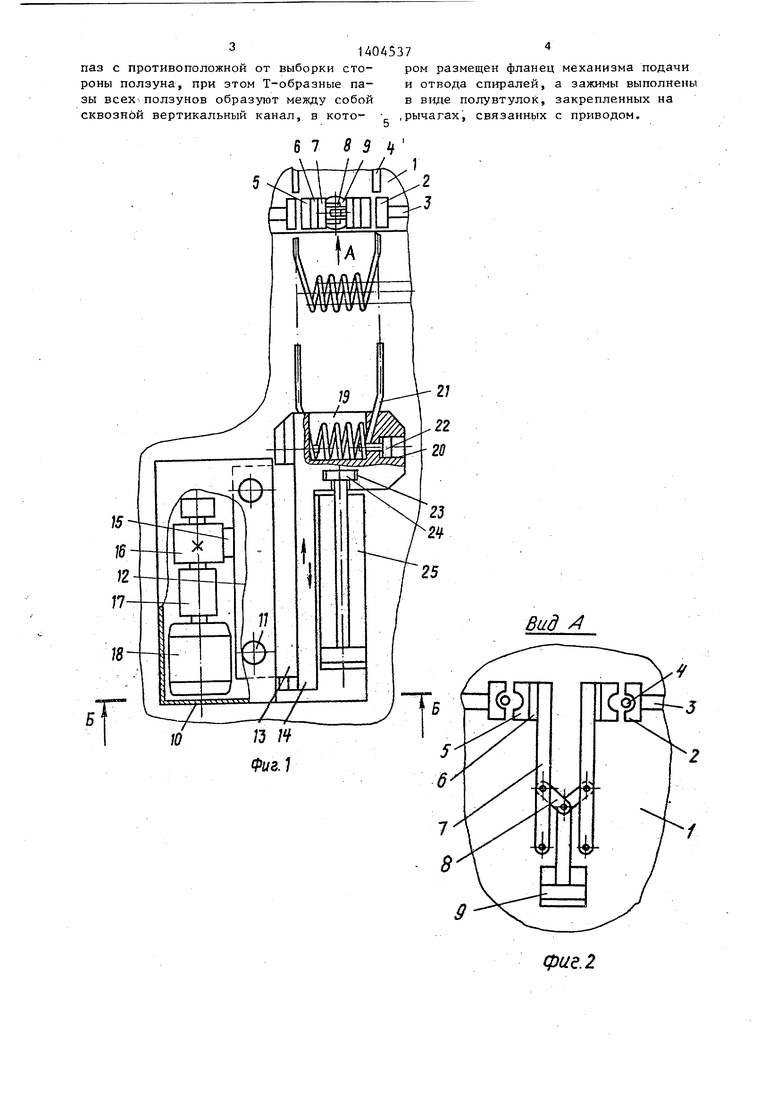
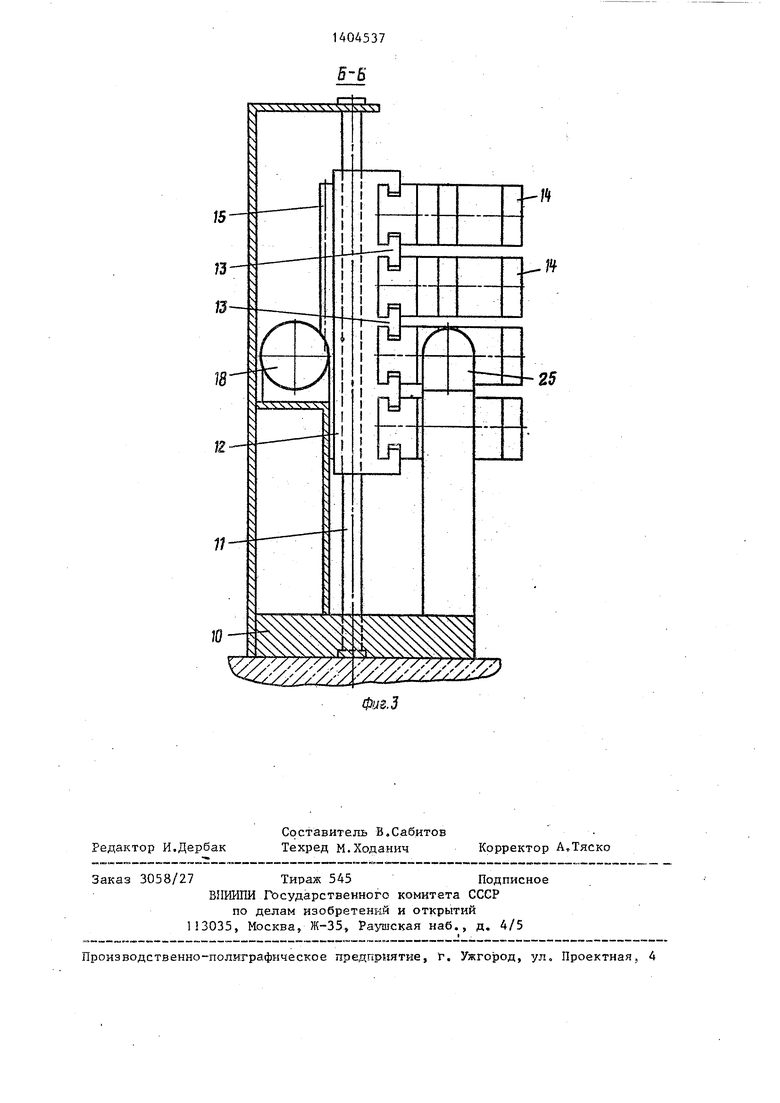
На фиг.1 показана установка для индукционного нагрева длинномерных изделий, план; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Установка для индукционного нагрева проката содержит нагреватель 1, к клеммам 2 которого подведены сило- вые шины 3 и трубки 4 системы охлаждения и на котором размещены зажимы- полувтулки 5, закрепленные через диэлектрические прокладки 6 на рычагах 7, связанных тягами 8 с приводом 9.
Установка для индукционного нагрев длинномерных изделий снабжена кассетой, выполненной в виде корпуса 10, в котором закреплены колонны 11с подвижно смонтированной на них кареткой 12. Последняя имеет на боковой поверхности направляющие 13, образующие между собой Т-образные пазы с размещенными в них ползунами 14, и рейку 15, связывающую через шестерню 16 каретку 12с приводом ее перемещения, содержащим редуктор 17 и электродвигатель 18. В каждом из ползунов 1Д имеются выб орки 19 и 20 для размещения соответственно спиралей 21 и их фиксаторов 22, а также сквозной по вертикали паз 23, образующий канал Т-образной формы для взаимодействия с фланцем 24 исполнительного механизма-толкателя привода 25 постановки- снятия спирали.
Спирали 21 в выборках 19 размещают концами наружу, при этом левые и правые концы всех спиралей располагаются в соответствующих вертикальных плоскостях. Оба конца каждой спирали размещены на одном уровне, т.е. в одной горизонтальной плоскости относительно оси спирали.
Установка для нагрева длинномерных изделий работает следующим образом.
Электродвигатель 18 через редуктор 17, шестерню; 16 и рейку 15 перемещает каретку 12 вдоль колонн 11 (при этом фланец 24 исполнительного механизма привода 25 свободно проскальзывает в пазах 23 ползунов 14) на нужную высоту с тем, чтобы ползун требуемой спиралью 21 остановился напротив клемм 2. Привод 25 через фланец 24 толкает ползун 14 к нагревателю 1 и вводит концы спирали 21 в трубки 4 системы охлаждения. Привод 9 через тяги 8 поворачивает рычаги 7 и зажимами-полувтулками 5 зажимает концы спирали 21. Фиксаторы 22 отводятся и освобождают спираль 21, после чего оставшийся без спирали 21 ползун 14 возвращается в исходное положение. Спираль 21 поставлена в рабочее положение .
Для снятия спирали 21 ползун 14 со свободной выборкой 19 и с,отведенными фиксаторами 22 выдвигается вперед и захватывает спираль 21 фиксаторами 22. Рычаги 7 отводятся, освобождая спираль 21, которая в ползуне 14 отводится к каретке 12. Спираль 21 снята.
Для большей герметичности соединения концов спирали 21 с трубками 4 охлаждения можно добавить специальный приводной зажим, например, аналогичный соединению спирали 21 с клеммами 2. Формула изобретения
Установка для индукционного нагрева длинномерных изделий, например прутков, содержащая станину, приводную каретку с Т-образными пазами, в которых размещены концы ползунов, несущих нагревательные элементы, систему подвода электропитания, включающую шины и зажимы, механизм подачи нагревательных элементов к зажимам и отвода от них, фланец которого выполнен с возможностью взаимодействия с пол- зунами, отличающая ся тем, что, с целью упрощения и ускорения процесса смены нагревательных элементов в случае выполнения их в виде спирали и сокращения производственных площадей, установка снабжена вертикальными колоннами, каретка установлена на колоннах с возможностью вертикального перемещения, Т-образные пазы выполнены на боковой поверхности каретки, а в каждом из ползунов выполнены выборка для размещения в ней спирали и Т-образный вертикальный
роны ползуна, при этом Т-образные пазы всех ползунов образуют между собой сквозной вертикальный канал, в котои отвода спиралей, а зажимы выполнены в виде полувтулок, закрепленных на .рычагах, связанных с приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| Устройство для заточки сверл | 1984 |
|
SU1180238A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| УСТРОЙСТВО СБОРКИ ПРУЖИННОГО БЛОКА, УЗЕЛ ФОРМИРОВАНИЯ СКОБЫ И УЗЕЛ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА ДЛЯ НЕГО | 2004 |
|
RU2277028C1 |
| МАЛОГАБАРИТНЫЙ СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП | 2004 |
|
RU2258901C1 |
| Устройство для навивки спирали | 1990 |
|
SU1798031A1 |
Изобретение, относится к нагревательной технике, в частности к устройствам для индукционного нагрева, и может быть применено для нагрева прутков перед технологическими операциями. Целью изобретения является упрощение и ускорение процесса смены нагревательных элементов в случае вы- полнения их в виде спирали и сокращение производственных площадей. Это достигается тем, что установка выполнена на вертикальных колоннах, несущих каретку. На боковой поверхности каретки выполнен ряд Т-образных пазов, в которые входят концы ползунов. .Ползуны снабжены выборками, в которых размещены нагревательные элементы - спирали. Установка и снятие спиралей осуществляются единым приводом, шток которого постоянно находится в вертикальном канале, образованном сквозными Т-образньйи пазами, выполненньми во всех ползунахс 3 ил. с со
фи.2
(LO
25
| УДАРНЫЙ СТРЯХИВАТЕЛЬ | 2007 |
|
RU2332832C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
