Известны станки-автоматы для сборки золотника автовентнля, снабженные многопознционным поворотным столом, загрузочным устройством и механизмами закрепления деталей на стержне золотника и осуществления закерновки, обрубки и расклепки. Однако в таких устройствах отсутствует последовательная подача деталей.
В описываемом станке для последовательной подачи деталей на стержень загрузочное устройство выполнено в виде посаженных на вертикально перемещающиеся штоки горизонтальных поворотных дисков с гнездами. Эти гнезда закрыты снизу подпружиненными заслонками для направления стержня в момент подачи деталей.
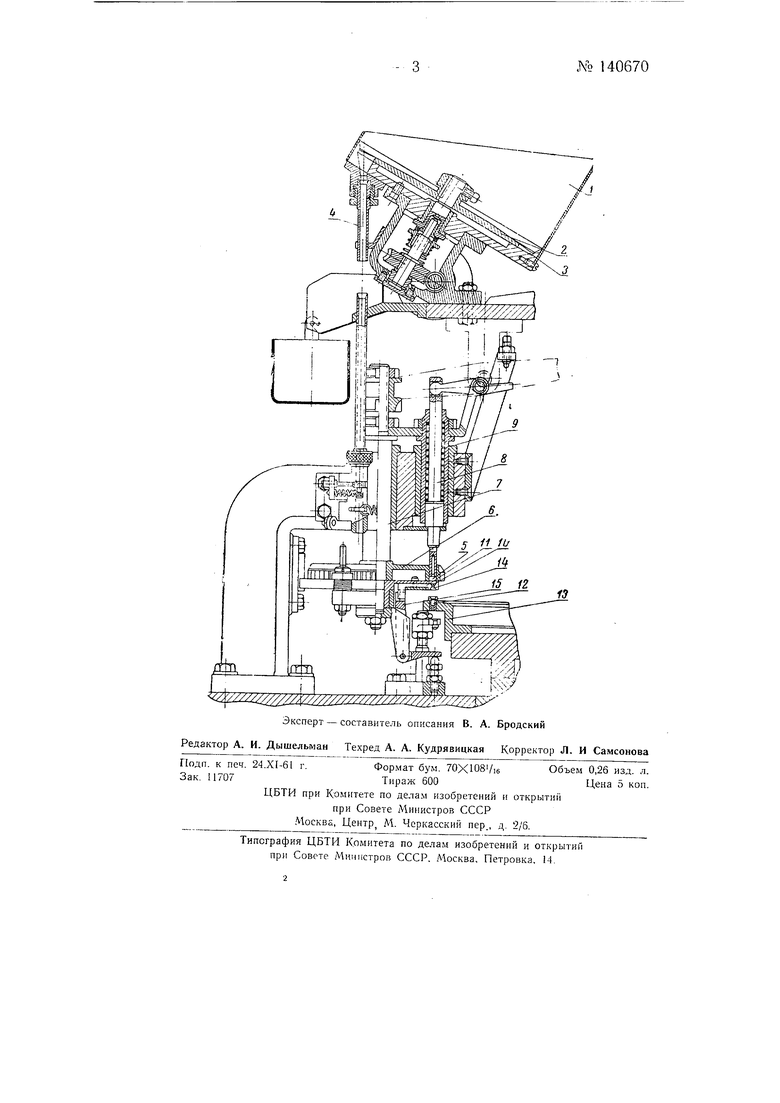
На чертеже изображено загрузочное устройство станка.
Станок-автомат для сборки золотника автовентиля состоит из станины, привода, многопозиционного поворотного стола, загрузочных устройств и механизмов для закрепления деталей на стержне золотника и осуществления других операций.
Для надевания деталей, например ниппелей, на стержень детали насыпаются в чащечно-дисковый бункер 1, в котором вращается ориентирующий диск 2, имеющий гнезда 3 по периферии. Эти гнезда направляют ниппели в питающую трубку 4 только в определенном положении - конической частью вперед. Из трубки 4 ниппели попадают в гнезда 5 горизонтального поворотного диска 6, посаженного на вертикально перемещающийся щток 7. Во время опускания штока толкатель 8 под действием пружины 9 прижимает ниппель к центрирующему кони№ 1406702 ческому отверстию 10 подпружиненной заслонки //, закрывающей снизу гнездо 5. Одновременно конец стерн ня, находящегося в гнезде 12 стола 13, проходя сквозь направляющее коническое отверстие 14 заслонки //, входит в канал ниннеля. В конце операции заслонка под воздействием рычага 15 раскрывается, и толкатель 8 досылает ниппель по стержню до упора в резиновую шайбу, насаженную на стержень.
Описываемый станок позволяет механизировать сборку автовентилей при одновременном упрощении технологического процесса, повысить производительность и значительно уменьщить производственные площади, предназначенные для размещения сборочных участков. Станок может собирать до 30 вентилей в минуту.
Предмет изобретения
Станок-автомат для сборки золотника автовентиля, снабженный многопозиционны.м поворотным столом, загрузочным устройством и механизмами закрепления деталей на стержне золотника и осуществления закерновки, обрубки и расклепки, отличающийся тем, что, с целью осуществления последовательной подачи деталей на стержень, загрузочное устройство выполнено в виде посаженных на вертикально перемещающиеся щтоки горизонтальных поворотных дисков с гнездами, закрытыми снизу подпружиненными заслонками для направления стержня в момент подачи деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| АВТОМАТ ДЛЯ ИСПЫТАНИЯ ЗОЛОТНИКОВ АВТОВЕНТИЛЕЙ | 1972 |
|
SU345397A1 |
| Автоматическая сборочная машина для сборки узла ушка ручных часов | 1958 |
|
SU116751A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |