О5
00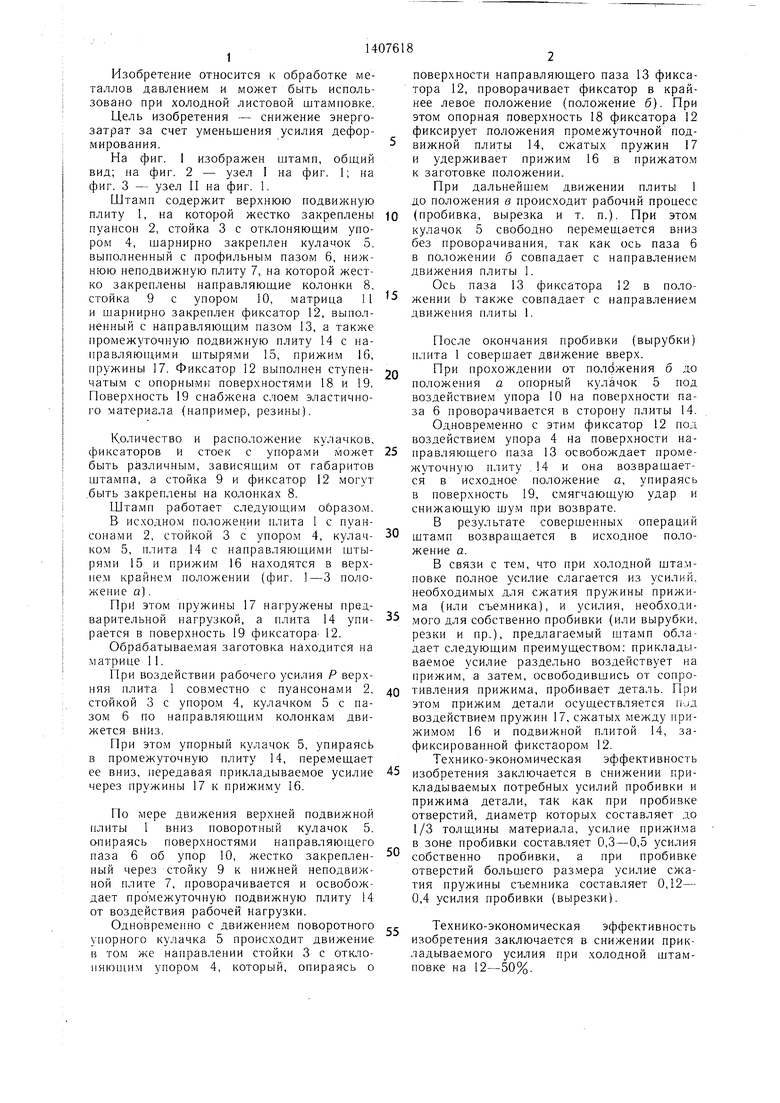
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU774713A1 |
| Универсальный переналаживаемый штамп для пробивки отверстий | 1981 |
|
SU990373A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
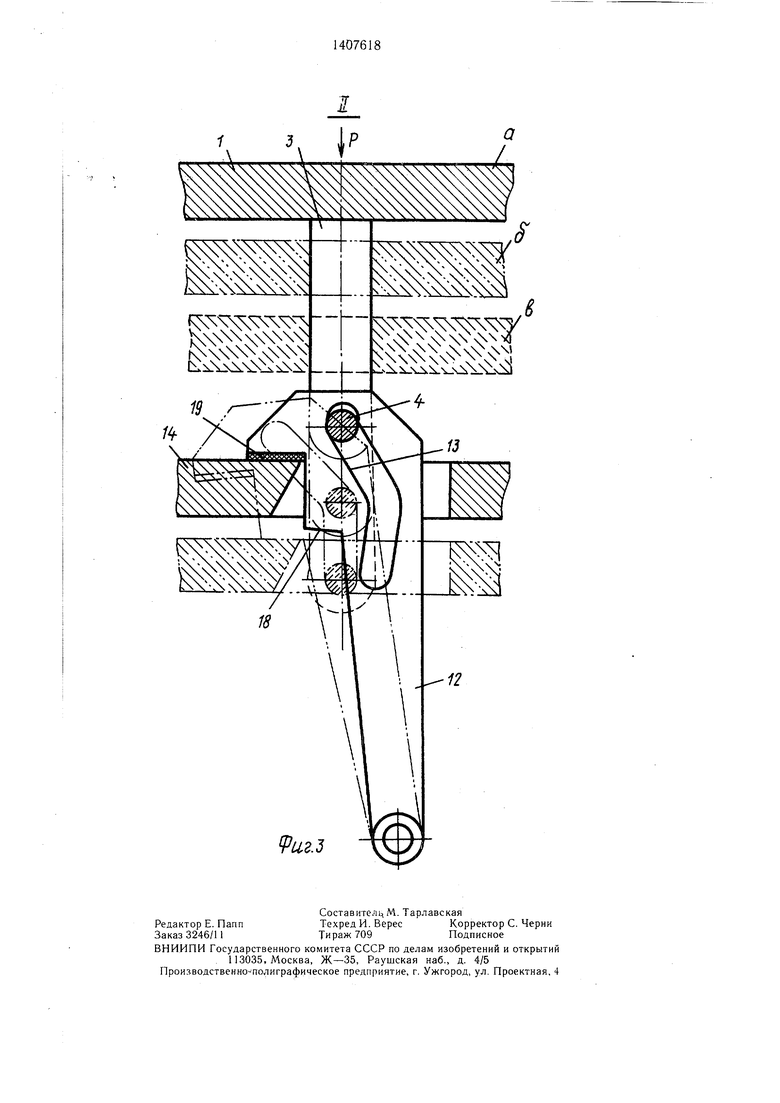
Изобретение относится к обработке металлов давлением и может быть использовано при холодной листовой штамповке. Целью является снижение энергозатрат за счет уменьшения усилия деформирования. При воздействии рабочего усилия Р верхняя плита 1 штампа совместно с расположенными на ней пуансоном 2, стойкой 3 с упором 4, кулачком (К) 5 с пазом движется вниз. К 5 упирается в промежуточную плиту 14, перемешает ее вниз, передавая усилие через пружины 17 прижиму 16. При это.м К 5 опираясь поверхностями своего паза в упор 10, жестко закрепленный через стойку 9 на нижней неподвижной плите 7, проворачивается и освобождает промежуточную плиту 14 от воздействия рабочей нагрузки. Одновременно с этим стойка 3 с упором 4, который опирается о поверхность направляюплего паза фиксатора 12, проворачивает фиксатор 12 влево. Опорная поверхность фиксатора 12 фиксирует положение промежуточной плиты 14, сжатых пружин 17 и удерживает прижим 16 в прижатом к заготовке положении. При дальнейшем движении плиты 1 вниз происходит пробивка отверстия в листе. Прикладываемое усилие воздействует и на прижим, а освободившись от сопротивления прижима, пуансон пробивает деталь. Разделение прикладываемого усилия обеспечивает снижение энергозатрат. 3 ил. с со (Л
ЗогогпоВ/ о
(риг. 1
Изобретение относится к обработке металлов давлением и может быть использовано при холодной листовой штамповке.
Цель изобретения - снижение энергозатрат за счет уменьшения усилия де(|)0р- мирования.
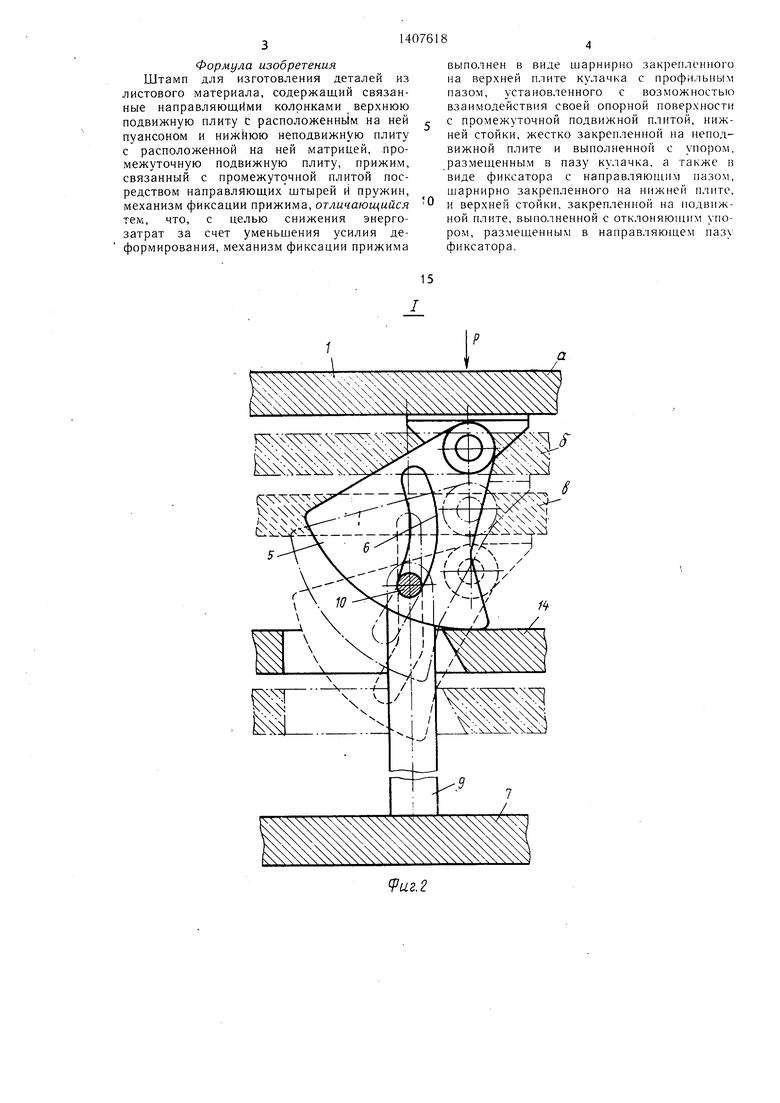
На фиг. 1 изображен штамп, обш,ий вид; на фиг. 2 - узел 1 на фиг. 1; на фиг. 3 - узел II на фиг. 1.
Штамп содержит верхнюю подвижную
поверхности направляюш,его паза 13 фиксатора 12, проворачивает фиксатор в крайнее левое положение (положение б). При этом опорная поверхность 18 фиксатора 12 фиксирует положения промежуточной под- 5 вижной плиты 14, сжатых пружин 17 и удерживает прижим 16 в прижатом к заготовке положении.
При дальнейшем движении плиты 1 ,до положения в происходит рабочий процесс
плиту 1, на которой жестко закреплены ю (пробивка, вырезка и т. п.). При этом пуансон 2, стойка 3 с отклоняюш.им упо-кулачок 5 свободно перемещается вниз
ром 4, шарнирно закреплен кулачок 5,без проворачивания, так как ось паза 6
выполненный с профильным пазом 6, ниж-в положении б совпадает с направлением
нюю неподвижную плиту 7, на которой жест-движения плиты 1.
ко закреплены направляющие колонки 8,Ось паза 13 фиксатора 12 в полостойка 9 с упором 10, матрица 11 жении b также совпадает с направлением и шарнирно закреплен фиксатор 12, выпол-движения плиты .
ненный с направляющим пазом 13, а также промежуточную подвижную плиту 14 с на- нравляю1цими щтырями 15, прижи.м 16, пружины 17. Фиксатор 12 выполнен ступен- чаты.м с опорными поверхностями 18 и 19.
20
Поверхность 19 снабжена слоем эластичного материала (например, резины).
Количество и расположение кулачков.
После окончания пробивки (вырубки) нлита 1 совершает движение вверх.
При прохождении от положения б до положения а опорный кулачок 5 под воздействием упора 10 на поверхности паза 6 проворачивается в сторону плиты 14.
Одновременно с этим фиксатор 12 пол
воздействием упора 4 на поверхности на(|)иксаторов И стоек с упорами может25 нравляющего паза 13 освобождает промебыть различным, зависящим от габаритовжуточную плиту .14 и она возвращаетштампа, а стойка 9 и фиксатор 12 могутся в исходное положение а, упираясь
.быть закреплены на колонках 8.в поверхность 19, смягчающую удар и
Штамп работает следующим образом.снижающую шум при возврате.
В исходном положении нлита 1 с пуан-В результате соверщенных операций
сонами 2, стойкой 3 с унором 4, кулач-30 штамп возвращается в исходное полоком 5, плита 14 с направляющими щты- ря.ми 15 и прижим 16 находятся в верхнем крайне.м положении (фиг. 1-3 положение а).
При этом пружины 17 нагружены преджение а.
В связи с тем, что при холодной штамповке полное усилие слагается из усилий, необходимых для сжатия пружины прижима (или съемника), и усилия, необходиI1 1 I - - - -., , - . .,
варительной нагрузкой, а плита 14 упи- .мого для собственно пробивки (или вырубки,
рается в поверхность 19 фиксатора- 12.резки и пр.), предлагаемый штамп облаОбрабатываемая заготовка находится надает следующим преимуществом: прикладыматрице 11.ваемое усилие раздельно воздействует на
При воздействии рабочего усилия Р верх-прижим, а затем, освободившись от сопроняя пли±а 1 совместно с пуансонами 2,40 тивления прижима, пробивает деталь. При
стойкой 3 с упором 4, кулачком 5 с па-этом прижим детали осуществляется под
зом 6 по направляющим колонкам дви-воздействие.м пружин 17, сжатых между црижется вниз.жимом 16 и подвижной плитой 14, заПри этом упорный кулачок 5, упираясьфиксированной фикстаором 12.
в промежуточную плиту 14, перемещаетТехнико-экономическая эффективность
ее вниз, передавая прикладываемое усилие45 изобретения заключается в снижении причерез пружины 17 к прижиму 16.кладываемых потребных усилий пробивки и
прижима детали, так как при пробивке
По мере движения верхней подвижнойотверстий, диаметр которых составляет до
плиты 1 вниз поворотный кулачок 5.1/3 толщины материала, усилие прижима
о-пираясь поверхностями направляющегов зоне пробивки составляет 0,3-0,5 усилия
паза 6 об упор 10, жестко закреплен- собственно пробивки, а при пробивке
ный через стойку 9 к нижней неподвижной плите 7, проворачивается и освобождает про межуточную подвижную плиту 14 от воздействия рабочей нагрузки.
Одновременно с движением поворотного упорного кулачка 5 происходит движение в том же направлении стойки 3 с откло- няюишм упором 4, который, опираясь о
55
отверстий большего размера усилие сжатия пружины съемника составляет 0,12- 0,4 усилия пробивки (вырезки).
Технико-экономическая эффективность изобретения заключается в снижении прикладываемого усилия при холодной штамповке на 12-50%.
поверхности направляюш,его паза 13 фиксатора 12, проворачивает фиксатор в крайнее левое положение (положение б). При этом опорная поверхность 18 фиксатора 12 фиксирует положения промежуточной под- вижной плиты 14, сжатых пружин 17 и удерживает прижим 16 в прижатом к заготовке положении.
При дальнейшем движении плиты 1 ,до положения в происходит рабочий процесс
(пробивка, вырезка и т. п.). При этом кулачок 5 свободно перемещается вниз
После окончания пробивки (вырубки) нлита 1 совершает движение вверх.
При прохождении от положения б до положения а опорный кулачок 5 под воздействием упора 10 на поверхности паза 6 проворачивается в сторону плиты 14.
Одновременно с этим фиксатор 12 пол
жение а.
В связи с тем, что при холодной штамповке полное усилие слагается из усилий, необходимых для сжатия пружины прижима (или съемника), и усилия, необходи- - - -., , - . .,
.мого для собственно пробивки (или вырубки,
отверстий большего размера усилие сжатия пружины съемника составляет 0,12- 0,4 усилия пробивки (вырезки).
Технико-экономическая эффективность изобретения заключается в снижении прикладываемого усилия при холодной штамповке на 12-50%.
Формула изобретения Штамп для изготовления деталей из листового материала, содержащий связанные направляющими колонками верхнюю подвижную плиту с расположенном на ней пуансоном и нижйюю неподвижную плиту с расположенной на ней матрицей, промежуточную подвижную плиту, прижим, связанный с промежуточной плитой посредством направляющих штырей и пружин, механизм фиксации прижима, отличающийся тем, что, с целью снижения энергозатрат за счет уменьшения усилия деформирования, механизм фиксации прижима
выполнен в виде шарнирно закрепленного на верхней плите кулачка с профильным пазом, установленного с возможностью взаимодействия своей опорной поверхности с промежуточной подвижной плитой, нижней стойки, жестко закрепленной на неподвижной плите и выполненной с упором, размещенным в пазу кулачка, а также в виде фиксатора с направляющим пазом, шарнирно закрепленного на нижней плите, и верхней стойки, закрепленной на подвижной плите, выполненной с отклоняющим упором, размещенным в направляющем пазу фиксатора.
9иг.з
| Штамп для глубокой вытяжки деталей из листового материала | 1950 |
|
SU87520A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
