О5
Ю
Изобретение относится к обработке металлов давлением, а именно к обжиму Лолых металлических заготовок, и может быть применено для изготовления стяжных 1Гаек, штуцеров и т. д.
i Цель изобретения - повышение качества и производительности, а также сок- (ащепие количества оборудования путем совмещения двух последовательных обжимов I одном устройстве за один ход пресса.
На чертеже показано устрйство, продольный разрез: слева - исходное положение, справа - конец хода пресса.
Устройство для обжима полых металлических изделий с многогранником под ключ содержит верхнюю плиту 1 с закрепленным на ней толкателем 2 с радиаль- iio подвижными подпружиненными сектора- ли со скосами на кромках, обращенных с оси устройства, секционную матрицу 3, расположенную в пазах неподвижной обой- лы 4, на которой закреплена подпружи- :4енная подвижная обойма 5 с кольцевым зыступом на верхнем торце и жестко BaKpeiLiena коническая матрица 6, механизм |7 возврата секционной матрицы.
I Устройство работает следующим образом. Трубная заготовка 8 устанавливается в {подвижную обойму 5 до касания с поверх- |постью конической матрицы 6. При ходе :ползуна пресса вниз подпружиненный сек- п ориый толкатель 2 передает усилие пресса та заготовку 8, при этом осуществляет- |ся обжим первого перехода до диамет- |ра обжимной конической матрицы 6, при JKOTOpoM происходит набор металла в попе- речиом направлении и калибровка трубы |на обжимаемом участке. При дальнейше.м
опускании ползуна пресса толкатель 2 конической поверхностью а скосов начинает контактировать с конической поверхностью б выступа подвижной обоймы 5 и происходит разжатие секторов толкателя 2, что ведет к снятию осевого усилия с заготовки 8. Толкатель 2 при эгом передает усилие пресса на подвижную обойму 5, которая сжи.мает секционную матрицу 3, тем самым осуществляется обжим второго перехода. 0 При ходе ползуна пресса вверх под действием возвратного механизма 7 секционная матрица 3 разжимается. Подвижная обойма 5 занимает исходное положение. При это.м контакт между подвижной обоймой 5 и толкателем 2 прекращается и он возвращается в исходное положение.
Деталь извлекается. Штамп готов для штамповки следующей заготовки.
0
5
0
Формула изобретения
Устрйство для обжима трубных заготовок, содержащее соосно установленные неподвижную обойму, секционную матрицу, подвижную обойму и верхнюю подвижную плиту, отличающееся тем, что, с целью повышения качества и производительности, а также снижения металлоемкости путем сокращения количества оборудования, оно снабжено закрепленной на неподвижной обойме конической матрицей и размещенным на верхней плите соосно матрице толкателем с радиально подвижными подпружиненными сектора.ми со скосами на кромках, обращенных к оси устройства, при этом на верхнем торце подвижной обоймы выполнен кольцевой выступ, ответный скосам секторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обжима полых заготовок и устройство для его осуществления | 1985 |
|
SU1324723A1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
Изобретение относится к обработке металлов давлением, а именно к устр-вам для обжима полых металлических заготовок, и может быть применено для изготовления стяжных гаек, штуцеров и т. д. Цель изобретения - повышение качества и производительности, а также снижение металлоемкости. Устройство позволяет получить деталь путем обжима концов трубной заготовки (ТЗ) 8. Обжим осуществляют в два перехода: в первом переходе осуществляют калибровку ТЗ 8 и набор металла путем обжима трубы в конической матрице (КМ) 6, а окончательный обжим на многогранник производят секционной матрицей 3. Устройство содержит также неподвижную обойму 4, на которой жестко закреплена КМ 6, и верхнюю плиту 1 с опорным толкателем 2, который выполнен разрезным, подпружиненным относительно верхней плиты 1. Толкатель 2 имеет возможность попеременного контакта с подвижной обоймой 5. Толкатель 2 обеспечивает передачу усилия от пресса на ТЗ 8 в течение первого перехода и на секционную матрицу 3 через обойму 5 в течение второго перехода, за счет чего происходит калибровка ТЗ 8 и набор металла с последующим обжимом ТЗ 8 на многогранник в секционной матрице 3.1 ил. (Л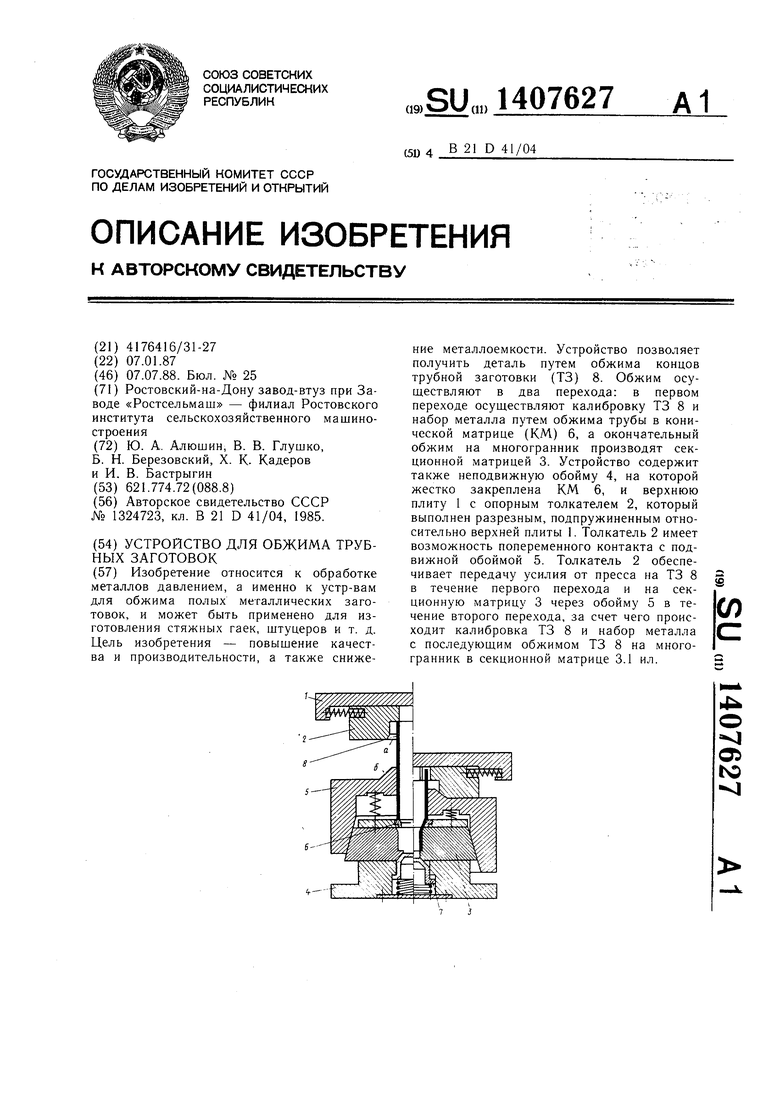
| Способ обжима полых заготовок и устройство для его осуществления | 1985 |
|
SU1324723A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
