Изобретение относится к машиностроению и может быть использована в конструк- циях штампов для обработки полых заготовок (патрубков, переходников).
Известен штамп для раздачи полых заготовок, содержащий верхнюю и нижнюю плиты, закрепленную по верхней плите, коническую оправку, раздвижной пуансон и кольцевую матрицу.
Известен штамп для растяжки полых заготовок. Штамп содержит нижнюю стационарную плиту с направляющими колонками, верхнюю подвижную плиту с направляющими втулками и смонтированными на ней оправку с конусными рабочими поверхностями, раздвижной секторный пуансон с наружным буртом снабженный кольцевыми пружинами, контактирующий с оправкой по ее рабочим поверхностям, фланец для ограничения осевого перемещения пуансона и опорное кольцо.
Известен штамп для растяжки полых заготовок, который по конструкции и работе наиболее близок к заявляемому. Штамп содержит нижнюю стационарную плиту с направляющими колонками, верхнюю подвижную плиту с направляющими втулками, закрепленную на верхней плите коническую оправку, подпружиненный относительно верхней плиты фланец с внутренней конической поверхностью, установ- ленной с возможностью осевого перемещения относительно оправки и секционного пуансона с заплечиками, внутренняя поверхность которого эквидистантна конической поверхности оправки, а поверхность заплечиков эквидистантна конической поверхности фланца, крышку,
00
о
чО
ю
закрепленную на оправке с возможностью контакта с пуансоном.
Недостатком известных штампов является то, что они не обеспечивают формовку полых заготовок (например патрубков) с большим перепадом диаметров по длине, так как допустимая деформация при растяжении ограничена относительным удлинением материала.
Целью изобретения является расшире- ние технологических возможностей за счет обжима нижней части заготовки.
Поставленная цель достигав гея тем, что на нижней плите установлена обойма с внутренней конической поверхностью внут- ри которой размещена с возможностью осевого перемещения секционная матрица с наружной поверхностью, эквидистантной внутренней поверхности обоймы и размещенной под матрицей шайбой подпружи- ненной относительно матрицы в радиальном направлении и относительно нижней плиты в осевом направлении.
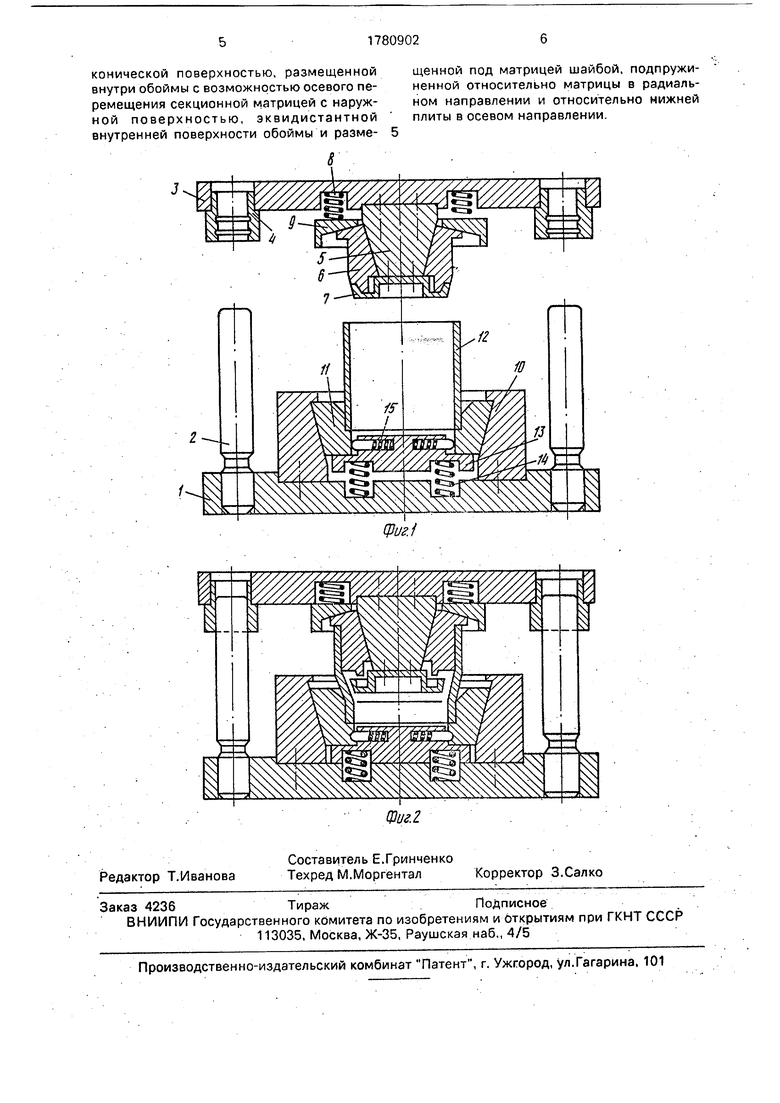
На фиг.1 показан штамп в вертикальном осевом разрезе в исходном положении; на фиг.2 - штамп в вертикальном осевом разрезе в конечный момент формообразования.
Штамп для формовки полых заготовок, например патрубков, на гидравлическом универсальном прессе содержит стационарную нижнюю плиту 1 с направляющими колонками 2 и верхнюю подвижную плиту 3 с направляющими втулками 4, закрепленную на верхней плите коническую оправку 5, подпружиненный относительно верхней плиты фланец б с внутренней конической поверхностью, установленный с возможностью осевого перемещения относительно оправки и фланца секционный пуансон 7 с заплечиками, внутренняя поверхность которого эквидистантна конической поверхности оправки, а поверхность заплечиков эквидистантна конической поверхности фланца, крышку 8, закрепленную с возмож- ностью контакта с пуансоном. На нижней стационарной плите закреплена обойма 9 с внутренней конической поверхностью, внутри которой размещена с возможностью осевого перемещения и имеющая уступы для установки заготовки 10 секционная матрица 11с наружной поверхностью, эквидистантной внутренней поверхности обоймы и размещенной под матрицей шайбой 12 подпружиненной относительно матрицы в радиальном направлении и относительно нижней плиты в осевом направлении.
Штамп работает следующим образом.
На уступы секторов матрицы 11 устанавливается заготовка 10. При движении
верхней плиты 3 вниз секторы пуансона 7 свободно входят в полость заготовки 10 до соприкосновения своими заплечиками с ее верхним торцом. Осевое перемещение пуансона 7 относительно заготовки 10 заканчивается, а оправка 5, перемещаясь относительно пуансона 7, раздвигает его секторы пока верхняя плоскость фланца 6 не соприкоснется с нижней опорной плоскостью плиты 3. Одновременно с раздачей верхней части заготовка 10 передает усилие пресса на секторы матрицы 11.
Под воздействием усилия секторы матрицы 11, контактируя с конусными рабочими поверхностями обоймы 9, перемещаются вниз в осевом направлении и к центру в радиальном направлении, осуществляя обжим нижней части заготовки. Процесс обжима осуществляется до соприкосновения нижней горизонтальной плоскости сектора матрицы 11 через шайбу 12 с опорной горизонтальной плоскостью нижней плиты 1.
При обратном ходе ползуна пресса оправка 5 с верхней плитой уходят вверх, а секторы пуансона 7 под воздействием пружин и фланца 6 начинают сходиться.
Окончательное смыкание секторов происходит под добавочным воздействием конусной поверхности крышки 8. После этого сектора пуансона 7, опершись на кольцо 8, выходят из полости заготовки 10.
После снятия усилия пресса по мере ухода плиты 3 с раздвижными секторами пуансона 7 вверх, раздвижные секторы матрицы 11 под воздействием шайбы 12 и отжимных пружин перемещаются в исходное положение.
Формула изобретения
Штамп для формовки полых заготовок, содержащий стационарную нижнюю плиту с направляющими колонками, верхнюю подвижную плиту с направляющими втулками, закрепленную на верхней плите коническую оправку, подпружиненный относительно верхней плиты фланец с внутренней конической поверхностью, установленный с возможностью осевого перемещения относительно оправки и фланца секционный пуансон с заплечиками, наружная поверхность которого эквидистантна конической поверхности оправки, а поверхность заплечиков эквидистантна конической поверхности фланца, крышку, закрепленную на оправке с возможностью контакта с пуансоном, отличающийся тем, что, с целью расширения технологических возможностей за счет обжима нижней части заготовки, штамп снабжен закрепленной на нижней плите обоймой с внутренней
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Штамп для растяжки полых заготовок | 1984 |
|
SU1260067A1 |
| Штамп для растяжки полых заготовок | 1987 |
|
SU1445839A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
Использование: штамп позволяет осуществить обжим одного конца и раздачу другого конца трубчатой заготовки одновре. 2 менно. Сущность изобретения: штамп содержит верхнюю плиту с направляющими втулками и нижнюю плиту с направляющими колонками. На верхней плите закреплена коническая оправка. Фланец с внутренней конической поверхностью подпружинен относительно верхней плиты. Секционный пуансон с заплечиками установлен с возможностью осевого перемещения относительно оправки и фланца. На нижней плите установлена обойма, внутри которой с возможностью осевого перемещения размещена секционная матрица. Под матрицей установлена шайба, подпружиненная относительно матрицы в радиальном направлении и относительно нижней плиты в осевом направлении. 2 ил. со с
| Штамп для растяжки полых заготовок | 1987 |
|
SU1445839A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для прокатки цилиндрических заготовок из прутка | 1984 |
|
SU1260087A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
