О5 4
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке сварных заготовок.
Цель изобретения - повышение производительности линии путем бесперебойной подачи заготовок в рабочую зону.
На фиг. 1 показана автоматическая линия, общий вид; на фиг. 2 - механизм контроля наличия и ориентирования заготовки; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фнг. 3; на фиг. 5 -- вид В на фиг. 2; на фиг. 6 - вид Г на фиг. 2.
Автоматическая линия состоит из вибробункера 1, механизма контроля и ориентации положения заготовки 2, соединенных пружинной течкой 3. Вибробункер 1 и механизм 2 смонтированы на шкафу 4. Последовательно за механизмом 2 на шкафу 4 установлен индуктор 5, за которым размеш.ен механизм 6 передачи заготовки к стану 7. Механизм 2 контроля и ориентации состоит из основания 8, на котором установлен гидроцилиндр 9, шток которого соединен с от- секателем 10, имеюшим сквозной паз, на- фотив которого установлен конечный выключатель 11 контроля наличия заготовки. В отсекателе 10 на ось 12 посажен рычаг 13.
8основании 8 установлена с возможностью поворота поворотная крестообразная призма 14, к которой с нижней стороны основания прикреплена крестовина 15. В основании 8 выполнены четыре лунки, в которых размешены подпружиненные шарики 16. Под основанием 8 установлены направляюпдие 7 и 18, в которых размепдена ползушка 19 с закрепленными на ней электромагнитами 20 и 21, в отверстия которых вставлены подпружиненные штифты 22. Ползушка 19 соединена со штоком гидроцилиндра 23, а на пол- зушке 19 установлен толкатель 24. На основании 8 напротив толкателя 24 установлена контрольная приз-. а 25, в которую вставлен подпружиненный упор 26, а за контрольной призмой 25 установлен путевой выключатель 27. Напротив гидроцилиндра 9 на основании 8 установлен конечный выключатель 28.
Автоматическая линия работает следую- шим образом.
Включается вибробункер 1 и заготовки, на одном из торцов которых выполнена фаска, по течке 3 попадают в механизм 2. Передняя заготовка нажимает конечный выключатель 11 контроля наличия заготовки, который дает команду на отключение вибробункера 1 и включение гидроцилиндра 9 отсекания штучной заготовки от столба заготовок. При движении штока гидроцилиндра
9вперед рычаг 13 толкает предыдущую заготовку, лежащую в поворотной крестообразной призме 14, и заталкивает ее в индуктор 5, одновременно нажимая на выключате. 1ь 28, который включает индуктор 5, а заготовка, находящаяся в отсекателе 10, в крайнем положении штока гидроцилиндра 9 выпадает в новоротную крестообразную призму 14. При отходе щтока гидроцилиндра 9 назад включается гидроцилиндр 23 и перемещает ползушку 19 с закрепленными на ней электромагнитами 20, 21 и толкатель 24, который воздействует на выпавшую в поворотную крестообразную призму 14 заготовку и прижимает ее к контрольной призме 25. Если
заготовка упирается в контрольную призму 25 торцом без фаски, то подпружиненный упор 26 не нажимает на путевой выключатель 27. В этом случае включается электромагнит 20, при этом подпружиненный штифт
5 22 выдвигается вверх и входит в один из круглых вырезов крестовины 15. При отходе штока гидроцилиндра 23 назад щтифт 22 воздействует на крестовину 15 и поворачивает ее вместе с поворотной крестообразной призмой 14 на 90° против часовой стрелки
0 если смотреть на призму 14 сверху (фиг. 4), при этом призма 14 фиксируется подпружиненными шариками 16 в этом положении. Таким образом, заготовка сориентирована фаской вперед.
5
Если прижимается заготовка к контрольной призме 25 торцо.м с фаской, то за счет фаски заготовка глубже утапливается в контрольную призму 25 и нажимает посред- ство.м подпружиненного упора 26 на путевой
0 выключатель 27. При этом включается электромагнит 21, его штифт 22 входит в соответствующий вырез крестовины 15 и, когда шток гидроцилиндра 23 отходит назад, то призма 14 поворачивается по часовой стрелке, и заготовка принимает то же положение
фаской вперед. В этом положении заготовка проходит индуктор 5 и механизмом 6 передачи подается в стан 7. Наличие фаски уменьшает торцовую утяжину на прокатывае.мой заготовке. При достижении заготовкой за0 данной температуры прибор контроля температуры дает команду на включение вибробункера, и цикл повторяется.
Прокатывались сварные заготовки 18 мм К 100 мм, состояп:,ие из двух сталей Р6М5 и сталь 45.
При прокатке этих заготовок на линии использованием механизма контроля наличия и ориентации положения заготовок все заготовки в зону прокатки проходят строго сориентированы, что позволяет прокатку
0 сверл вести без нарушения технологии с высокой производительностью в автоматичес- ко.м режиме.
Формула изобретения
5 Автоматическая линия поперечно-клиновой прокатки преимущественно сварных заготовок, содержащая последовательно установленные вибробункер, механизм отсекания, механизм разбраковки, индукционный нагреватель, механизм подачи заготовок и ирокатный стан, отличающаяся тем, что, с целью повышения производительности путем бесперебойной подачи заготовок в рабочую зону, она снабжена установленным между вибробункером и нагревателем механизмом контроля, отсекания и ориентирования заготовки, выполненным в виде основания с последовательно установленным на нем конечным выключателем, электрически связанным с индукционным нагревателем, поворотной крестообразной призмой, приводом отсекания и перемещения заготовки в крестообразную призму и приводом поворота призмы, при этом привод поворота крестообразной
0
5
призмы выполнен в виде размеи1,енных на основании гидроцилиндра, двух электромагнитов, установленных с возможностью возвратно-поступательного перемепдения под крестообразной поворотной призмой симметрично относительно ее оси вращения, и узла контроля положения заготовки, выполненного в виде подпружиненного упора, установленного с возможностью взаимодействия с подпружиненным упором путевого выключателя, электрически связанного с двумя электромагнитами, подпружиненных штифтов, размешенных соосно с сердечниками электромагнитов, крестовины, связывающей подпружиненные штифты с поворотной крестообразной призмой.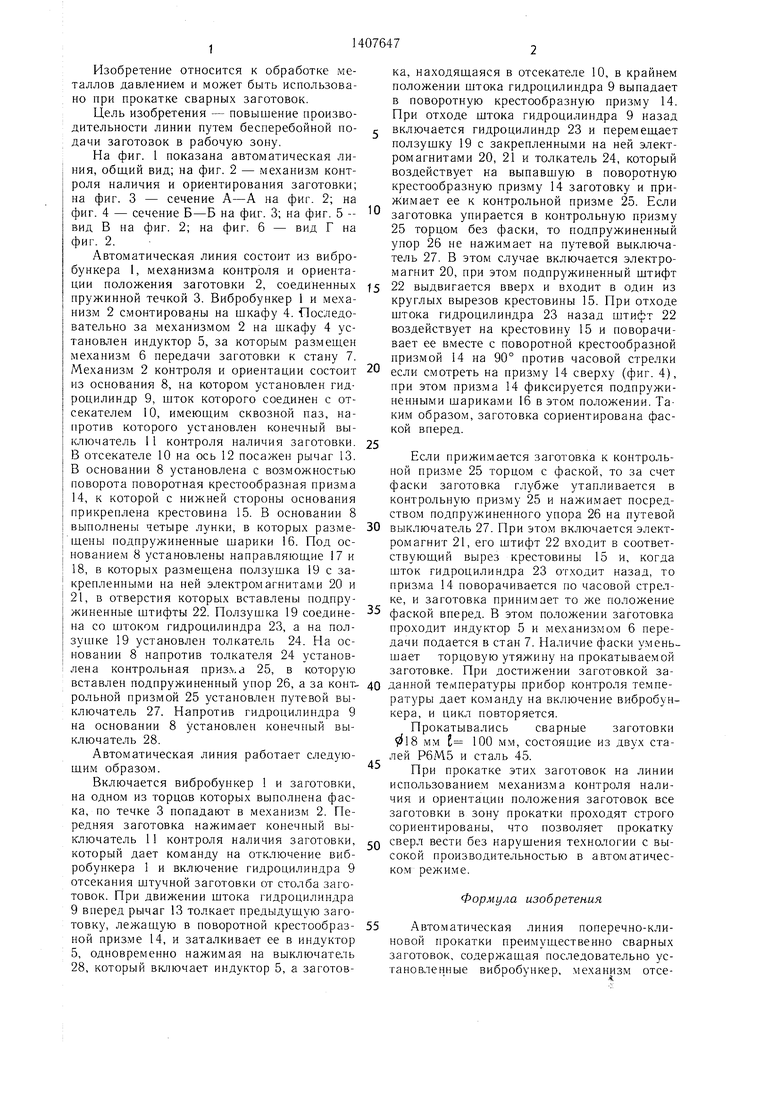
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Автомат для горячей высадки болтов | 1985 |
|
SU1311830A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| УСТРОЙСТВО для СБОРКИ И ПАЙКИ КОНДЕНСАТОРОВ ПОСТОЯННОЙ ЕМКОСТИ | 1971 |
|
SU318074A1 |
| Устрофство для подачи предметов в прессформы | 1976 |
|
SU596511A1 |
| Устройство для подачи мерных заготовок | 1977 |
|
SU660763A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |


Изобретение относится к обработке металлов давлением и .может быть использовано при прокатке сварных заготовок. Цель - повышение производительности путем бесперебойной подачи заготовок в рабочую зону. Из вибробункера 1 помеченные заготовки с фаской на одном из торцов через пружинную течку 3 поступают в механиз.м 2 контроля и ориентации положения. Придав заготовке необходимое положение, механизм ориентации передает заготовки по ходу техпроцесса в индукционный нагреватель 5. Нагретые заготовки при помощи механизма передачи 6 подаются в зону прокатки стана 7 и прокатываются. Механизм 2 ориентации и контроля состоит из основания, на котором установлен гидроцилиндр, шток которого соединен с отсекателем. Конечный выключатель контроля наличия заготовки расположен напротив отсекателя. Он дает команду для подачи заготовки в индукционный нагреватель. На основании установлена поворотная крестообразная призма. При отходе штока гидроцилиндра назад электромагниты, расположенные под основанием, и толкатель перемещаются,, прижимая заготовку к контрольной призме. Заготовка через подпружиненный упор воздействует на путевой выключатель. Под воздействием электромагнита на штифт поворотная крестообразная призма поворачивается относительно своей оси вращения. Таки.м образом заготовка ориентируется фаской вперед. 6 ил. (Л с
А-А
15
иг.5
Ри,г.2
6-6
nQd9pHijmo П
9U2.
23
| Воронцов Э | |||
| А | |||
| и др | |||
| Опыт применения прогрессивного оборудования для автоматизации малоотходного кузнечно-шта.мповоч- ного производства | |||
| БелНИИНТИ, , 1985, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
