3 - 4 Si
i
(Л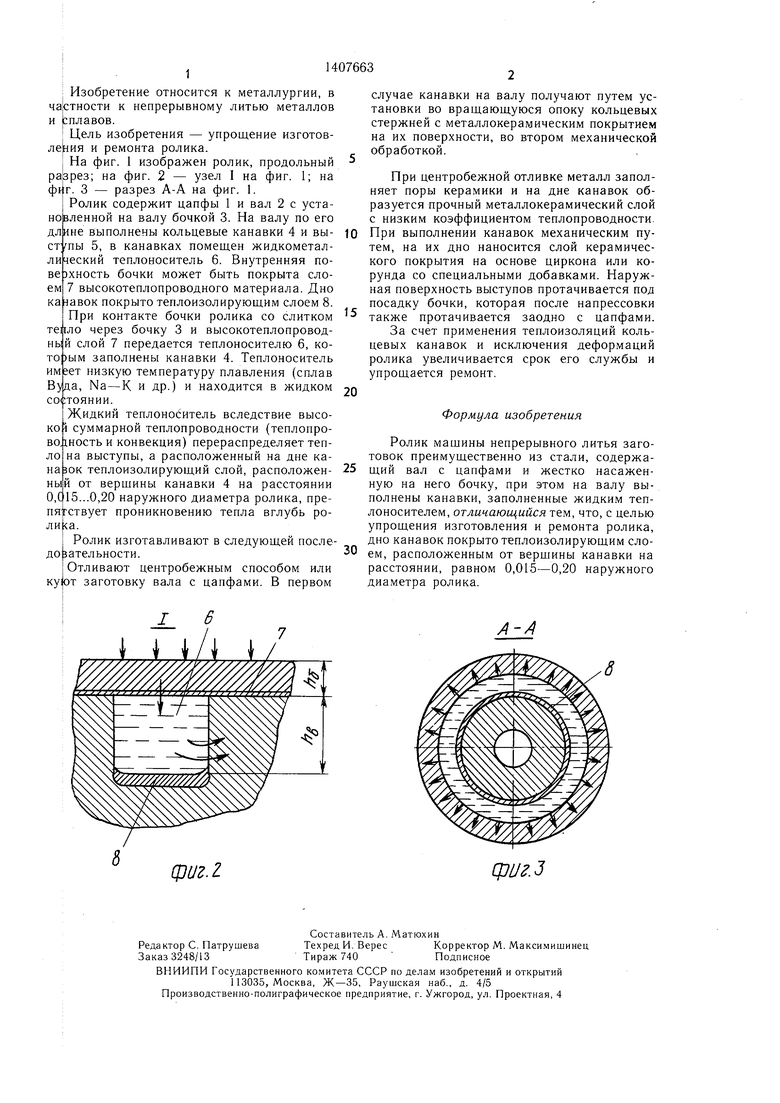
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| Рлик,например,для установки непре-рывной разливки стали | 1974 |
|
SU508290A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Ролик зоны вторичного охлаждения | 1988 |
|
SU1652027A1 |
| Охлаждаемый ролик машины непрерывного литья заготовок | 2020 |
|
RU2767120C1 |
| Ролик машины непрерывного литья | 1976 |
|
SU595028A1 |
| Печной ролик | 1989 |
|
SU1712759A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2010665C1 |
| Металлический холодильник для формирования слитка | 1980 |
|
SU904877A1 |
Изобретение относится к области металлургии, в частности к непрерывному литью металлов и сплавов. Цель - упрощение изготовления и ремонта ролика. Ролик содержит цапфы 1 и вал 2 с бочкой 3. На валу по его длине выполнены канавки 4, дно которых от вершины канавки на расстоянии 0,015...0,20 наружного диаметра ролика покрыто теплоизоляционным слоем. 3 ил.
А
фиг Л
05 О5
оо
; Изобретение относится к металлургии, в частности к непрерывному литью металлов и сплавов.
Цель изобретения - упрощение изготов- ле|ния и ремонта ролика.
На фиг. 1 изображен ролик, продольный разрез; на фиг. 2 - узел I на фиг. 1; на фкг. 3 - разрез А-А на фиг. 1.
Ролик содержит цапфы 1 и вал 2 с установленной на валу бочкой 3. На валу по его длине выполнены кольцевые канавки 4 и вы- ступы 5, в канавках помещен жидкометал- лический теплоноситель 6. Внутренняя по- ве )хность бочки может быть покрыта слоем 7 высокотеплопроводного материала. Дно ка навок покрыто теплоизолирующим слоем 8.
При контакте бочки ролика со слитком текло через бочку 3 и высокотеплопроводный слой 7 передается теплоносителю 6, которым заполнены канавки 4. Теплоноситель имеет низкую температуру плавления (сплав Вуда, Na-К и др.) и находится в жидком со ;тоянии.
Жидкий теплоноситель вследствие высоко суммарной теплопроводности (теплопроводность и конвекция) перераспределяет тепло на выступы, а расположенный на дне ка- назок теплоизолирующий слой, расположенный от верщины канавки 4 на расстоянии О,С 15...0,20 наружного диаметра ролика, препятствует проникновению тепла вглубь ролика.
Ролик изготавливают в следующей последовательности.
Отливают центробежным способом или ку|от заготовку вала с цапфами. В первом
фиг. г
случае канавки на валу получают путем установки во вращающуюся опоку кольцевых стержней с металлокерамическим покрытием на их поверхности, во втором механической обработкой.
Нри центробежной отливке металл заполняет поры керамики и на дне канавок образуется прочный металлокерамический слой с низким коэффициентом теплопроводности. При выполнении канавок механическим путем, на их дно наносится слой керамического покрытия на основе циркона или корунда со специальными добавками. Наружная поверхность выступов протачивается под посадку бочки, которая после напрессовки также протачивается заодно с цапфами.
За счет применения теплоизоляции кольцевых канавок и исключения деформаций ролика увеличивается срок его службы и упрощается ремонт.
Формула изобретения
Ролик мащины непрерывного литья заготовок преимущественно из стали, содержащий вал с цапфами и жестко насаженную на него бочку, при этом на валу выполнены канавки, заполненные жидким теплоносителем, отличающийся тем, что, с целью упрощения изготовления и ремонта ролика, дно канавок покрыто теплоизолирующим слоем, расположенным от верщины канавки на расстоянии, равном 0,015-0,20 наружного диаметра ролика.
фz/.J
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
