Изобретение относится к черной металлургии, а именно к машинам непрерывной разливки стали.
Цель изобретения - повышение надежности ролика.
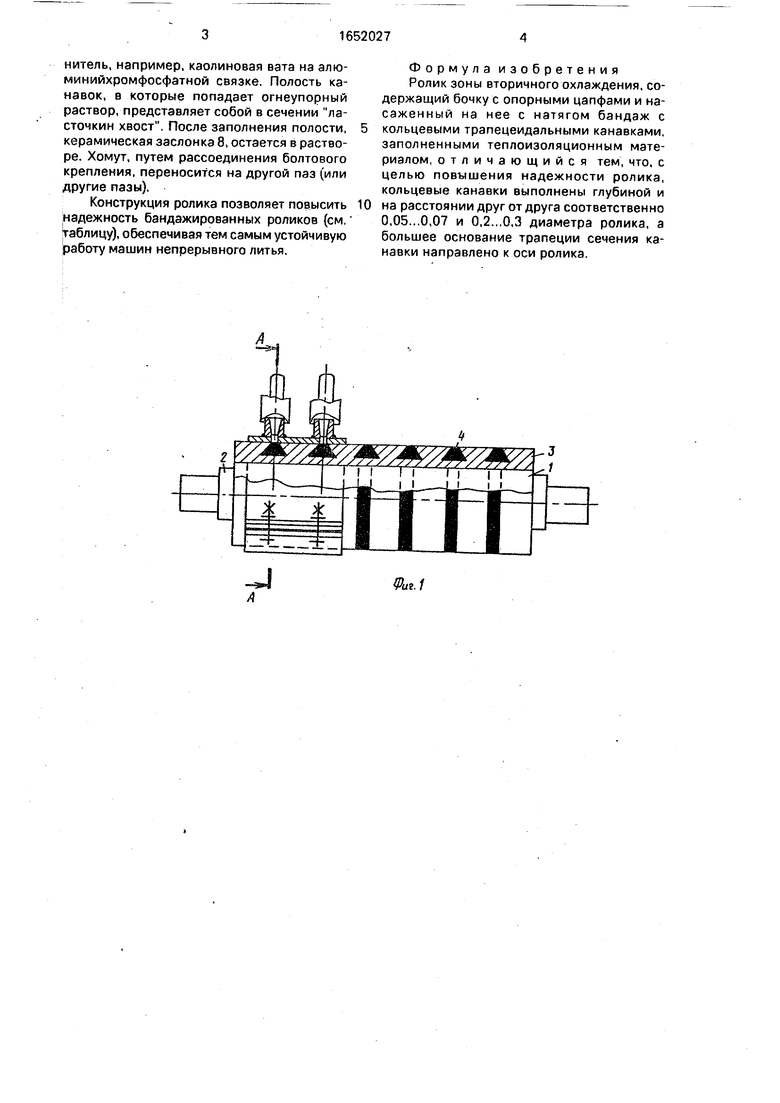
На фиг. 1 изображен ролик, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Ролик содержит бочку 1 с опорными цапфами 2 и бандаж 3, насаженный на бочку с натягом. На поверхности бандажа выполнены кольцевые канавки 4, в поперечном сечении представляющие собой равнобочную трапецию, большее основание которой направлено к оси ролика. Канавки заполнены податливым огнеупорным материалом, например, каолиновой ватой на алюминий- хромфосфатной связке. Толщина стенки бандажа составляет 0,06 - 0,08 его наружного диаметра. Глубина канавок равна 0,05 - 8,0. Расстояние между канавками составляет 0,2 - 0,3 наружного диаметра ролика.
Теплоизоляционный материал, заполняющий канавки, защищает от излучения внутренние слои бандажа, что исключает возникновение в них термических напряжений.
Перед напрессовкой теплоизоляционным материалом на бочку ролика в местах проточки канавок накладывается хомут 5, который оборудован стяжкой в аиде болтового соединения 6, патрубком для отвода воздуха 7. Перед установкой хом-ута в пазы закладывается керамическая заслонка 8, которая после закладки в полость 9 паза разворачивается на 90° и фиксируется от смещения при набивке с помощью вилки 9. расположенной на торце патрубка 7, вмонтированного в хомут. После затяжки хомута и подготовки теплоизоляционного материала необходимой жидкотекучести, к патрубку 10, приваренному к хомуту, навинчивается штуцер со шлангом, по которому с помощью пресса продавливается огнеупорный наполГО
о
ю
нитель, например, каолиновая вата на алю- минийхромфосфатной связке. Полость канавок, в которые попадает огнеупорный раствор, представляет собой в сечении ласточкин хвост. После заполнения полости, керамическая заслонка 8, остается в растворе. Хомут, путем рассоединения болтового крепления, переносится на другой паз (или другие пазы).
Конструкция ролика позволяет повысить надежность бандажированных роликов (см. таблицу), обеспечивая тем самым устойчивую работу машин непрерывного литья.
0
Формула изобретения Ролик зоны вторичного охлаждения, содержащий бочку с опорными цапфами и насаженный на нее с натягом бандаж с кольцевыми трапецеидальными канавками, заполненными теплоизоляционным материалом, отличающийся тем, что, с целью повышения надежности ролика, кольцевые канавки выполнены глубиной и на расстоянии друг от друга соответственно 0,05...0,07 и 0,2...0,3 диаметра ролика, а большее основание трапеции сечения канавки направлено к оси ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| ПЕЧНОЙ РОЛИК | 2003 |
|
RU2267069C2 |
| Ролик зоны вторичного охлаждения | 1986 |
|
SU1379081A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Ролик машины непрерывного литья заготовок | 1989 |
|
SU1678511A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1407663A1 |

Изобретение относится к области металлургии, а именно к машинам непрерывной разливки стали. Цель - повышение надежности ролика. Ролик зоны вторичного охлаждения содержит бочку 1 с опорными цапфами 2 и насаженный на нее бандаж 3 с выполненными на нем кольцевыми трапецеидальными канавками 4, заполненными теплоизоляционным материалом с глубиной 0,05-0,07 диаметра ролика. При этом большее основание трапеции в сечении бандажа направлено к оси ролика, а расстояние между канавками составляет 0,2...0,3 наружного диаметра ролика, что обеспечит его надежность в работе.2 ил.
-J
А
Фиг.1
5
Фиг.2
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
