.00
1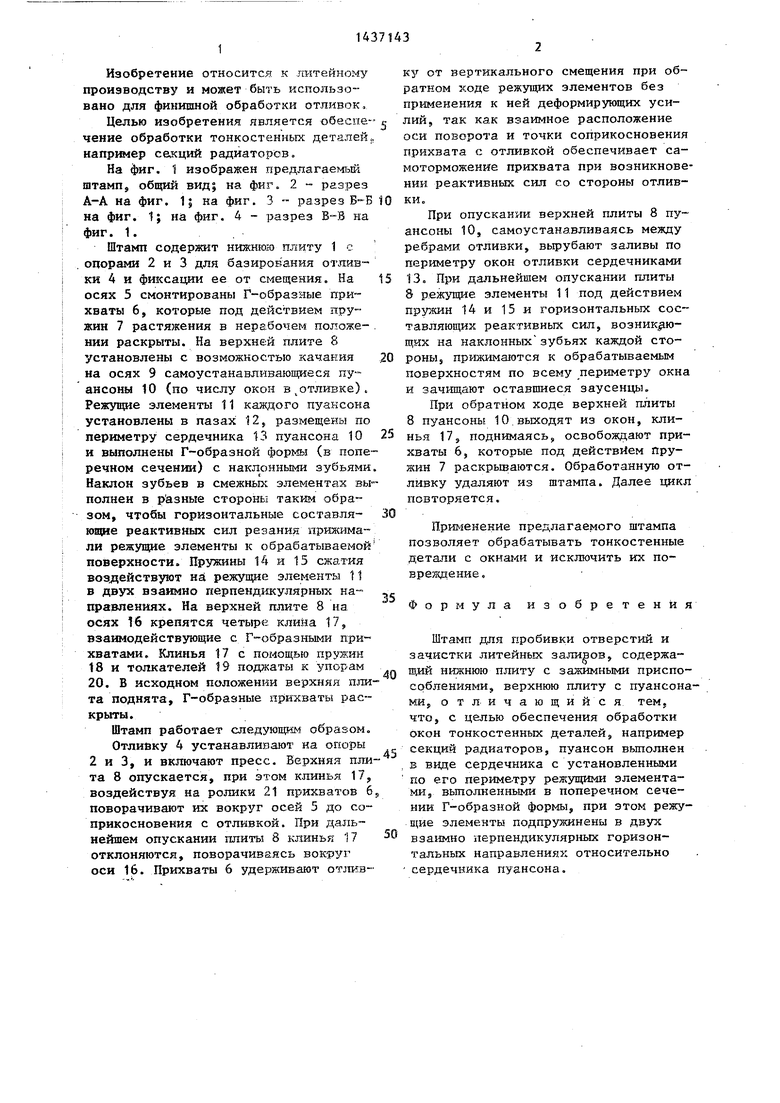
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя и пробивки отверстий в отливках, полученных литьем под давлением | 1987 |
|
SU1470448A1 |
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Установка для удаления с отливок литейных заливов | 1990 |
|
SU1726121A1 |
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкив с окнами | 1987 |
|
SU1407672A1 |
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкивов с окнами | 1985 |
|
SU1304985A1 |
| Штамп для многоместной обрезки и зачистки отливок | 1984 |
|
SU1243898A1 |
| Устройство для удаления литейных заливов от отливок | 1988 |
|
SU1696132A1 |
| Устройство для обработки литейных заливов | 1986 |
|
SU1400775A1 |
| Устройство для зачистки литейных заливов на симметричных отливках | 1987 |
|
SU1468655A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
Изобретение относится к литейному производству и может быть использовано для финишной обработки отливок. Цель изобретения - обеспечение обработки окон тонкостенных деталей. Штамп содержит нижнюю плиту с зажимами и верхнкио плиту с пуансонами. Пуансон состоит из сердечника и режущих элементов, установленных по его периметру. Режущие элементы подпружинены в двух перпендикулярных горизонтальных направлениях и выполнены Г-образной формы. 4 ил.
4
СО
Изобретение относится к литейному производству и может быть использовано для финишной обработки отливок,
Целью изобретения является обеспечение обработки тонкостенных: деталей например секций радиаторов«
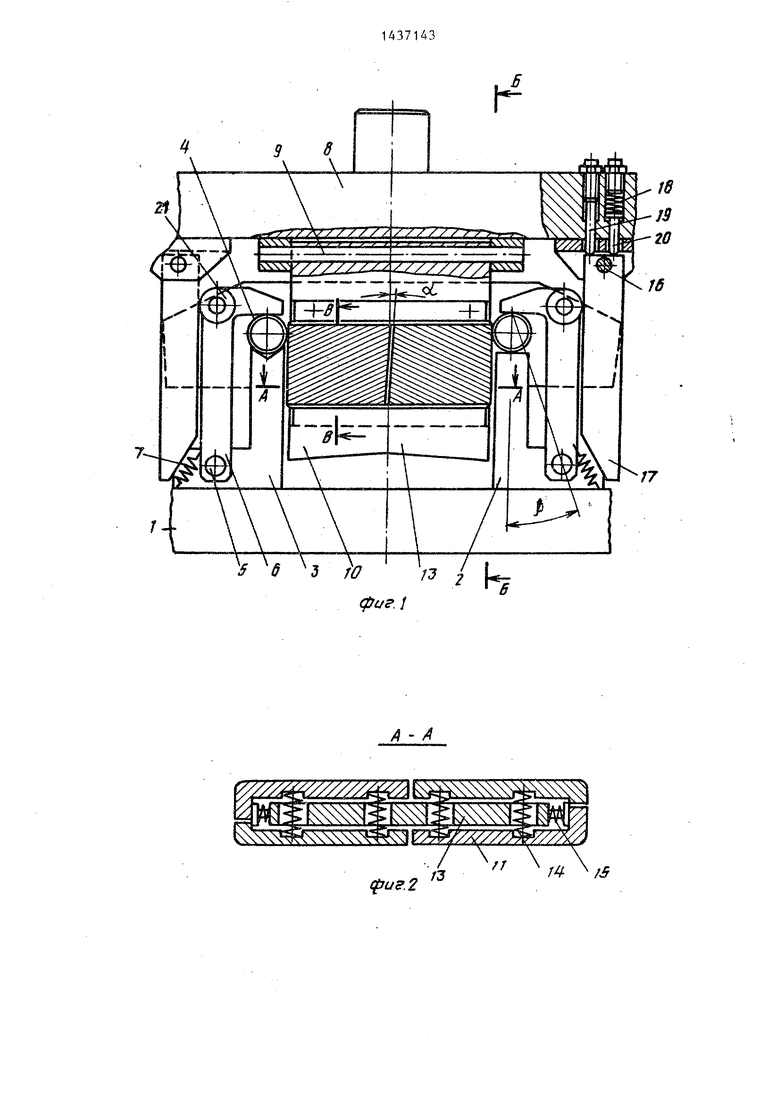
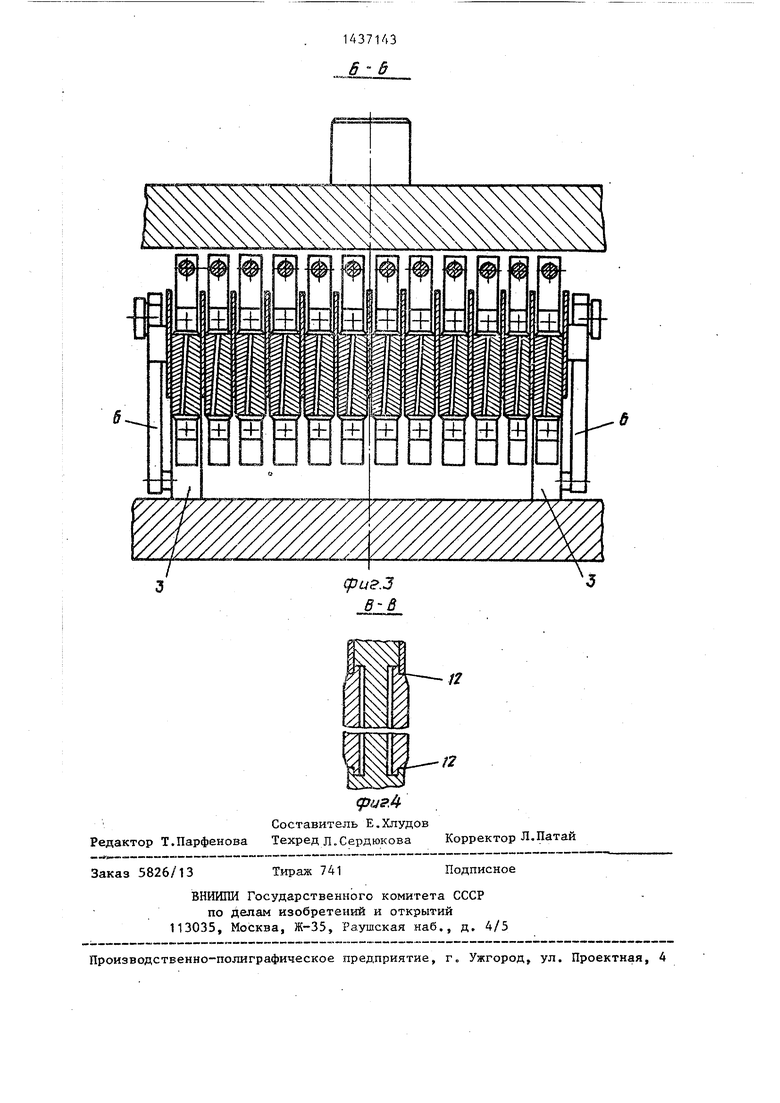
На фиг, 1 изображен предлагаемой штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1.
Штамп содержит нижнюю плиту 1 с опорами 2 и 3 для базирования отливки 4 и фиксации ее от смещения. На осях 5 смонтированы Г-образиые прихваты 6, которые под действием яру- жин 7 растяжения в нерабочем положеНИИ раскрыты. На верхней плите 8 установлены с возможностью качания на осях 9 самоустанавливающиеся пуансоны 10 (по числу окон в отливке). Режущие элементы 11 каждого пуансона установлены в пазах 12, размещены по периметру сердечника 13 пуансона 10 и выполнены Г-образной формы (в поперечном сечении) с наклонными зубьями Наклон зубьев в смежных элементах вы полнен в р азные стороны такш обра зом, чтобы горизонтальные составля- ющие реактивных сил резания прижимали режущие злементы к обрабатываемой поверхности. Пружины 14 и 15 сжатия воздействуют на режущие элементы 11 в двух взаимно перпендикулярных на™ правлениях. На верхней плите 8 на осях 16 крепятся четыре клина t, взаимодействующие с Г-образными при хватами. Клинья 17 с помощью пружин 18 и толкателей 19 под7каты к упорам 20. В исходном положении верхняя плита поднята, Г-образные прихваты раскрыты.
Штамп работает следующим образом.
Отлиаку 4 устанавливают на опоры 2 и 3, и включают пресс. Верхняя плита 8 опускается, при этом клинья 17, воздействуя на ролики 21 прихватов б Поворачивают их вокруг осей 5 до соприкосновения с отливкой. При дальнейшем опускании плиты 8 клинья 17 отклоняются, поворачиваясь вокруг оси 16. Прихваты 6 удерживают отлкв
0 5 0
0
5
5
ку от вертикального смещения при обратном ходе режущих элементов без применения к ней деформирующих усилий, так как взаимное расположение оси поворота и точки соприкосновения прихвата с отливкой обеспечивает самоторможение прихвата при возникновении реактивных сил со стороны отливки.
При опускан ш верхней плиты 8 пуансоны 10, самоустанавливаясь между ребрами отливки, вырубают заливы по периметру окон отливки сердечниками 13. При дальнейшем опускании плиты 8 режзтцие элементы 11 под действием пружин 14 и 15 и горизонтальных составляющих реактивных сил, возник ю- щих на наклонньЕх зубьях каждой стороны, прижимаются к обрабатываемым поверхностям по всему периметру окна и зачищают оставшиеся заусенцы.
При обратном ходе верхней плиты 8 пуансоны 10.выходят из окон, клинья 17, поднимаясьJ освобождают прихваты 6, которые под действием пружин 7 раскрываются. Обработанную отливку удаляют из штампа. Далее цикл повторяется.
Применение предлагаемого штампа позволяет обрабатывать тонкостенные детали с окнами и исключить их повреткдение.
Формула изобретения
Штамп для пробивки отверстий и зачистки литейных заливов, содержащий нижнюю плиту с зажимными приспособлениями, верхнюю плиту с пуансонами, о тличающийся тем, что, с целью обеспечения обработки окон тонкостенных деталей, например секций радиаторов, пуансон вьшолнен , в виде сердечника с установленными по его периметру режущими элементами, вьтолненными в поперечном сечении Г-образной формы, при этом режущие элементы подпружинены в двух взаимно перпендикулярных горизонтальных направлениях относительно сердечника пуансона.
V Ь Ъ
-
|
17
/k
фи.1
А -А
(ри.2
6- &
Составитель Е.Хлудов Редактор Т.Парфенова Техред л.Сердюкова Корректор Л.Патай
Заказ 5826/13
Тираж 741
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-33, Раушская наб., д. 4/5
f2
(риг.4
Подписное
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для удаления литейных заливов | 1980 |
|
SU884853A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
