ройство име-ет дополнительные механизмы обработки поверхности окон и.удлиненных поверхностей окон с блоками инструментов,.Механизмы обработки расположены на основании-в соответствии с шагом поворот юго устройства 2, Блок инструментов механизма обработки периметра детали имеет цилиндрический корпус 7 с упруго размещенным по периметру инструментом. 9,
1
Изобретение относится к литейному
производству и может быть использо- зано для обработки отливок.
Целью изобретени.я является расширение технологических возможностей и повышение производительности п-ро- десса путем обработки отливки на всех позициях.
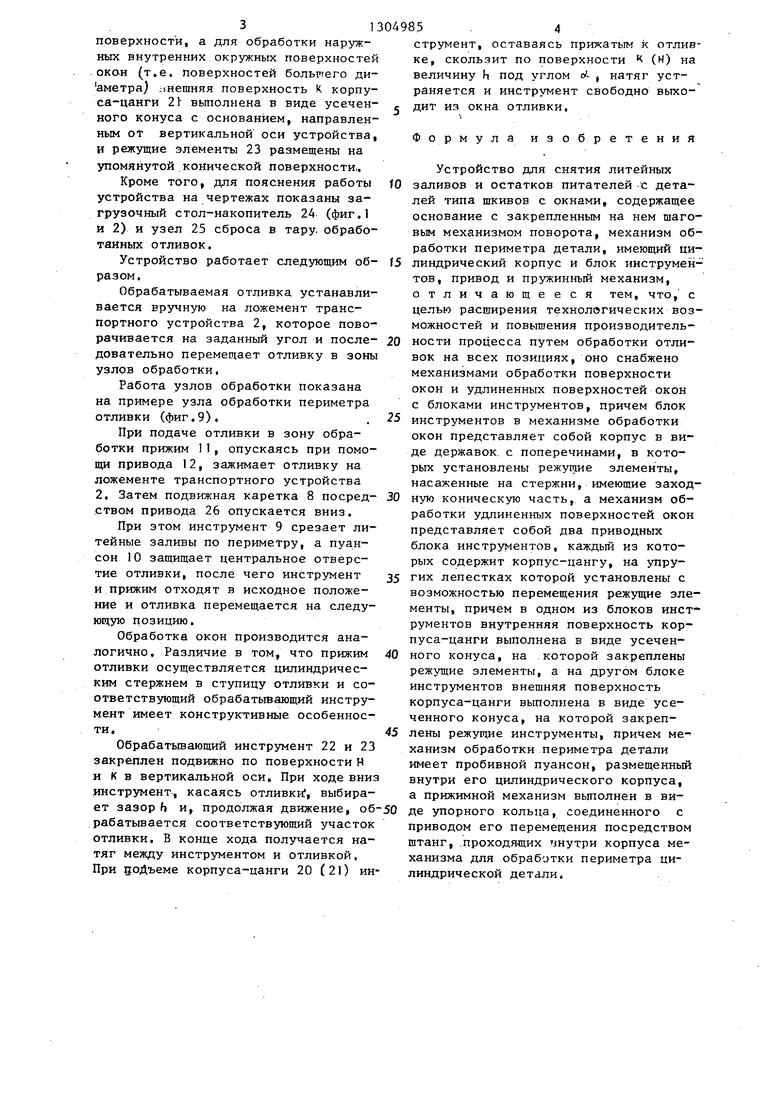
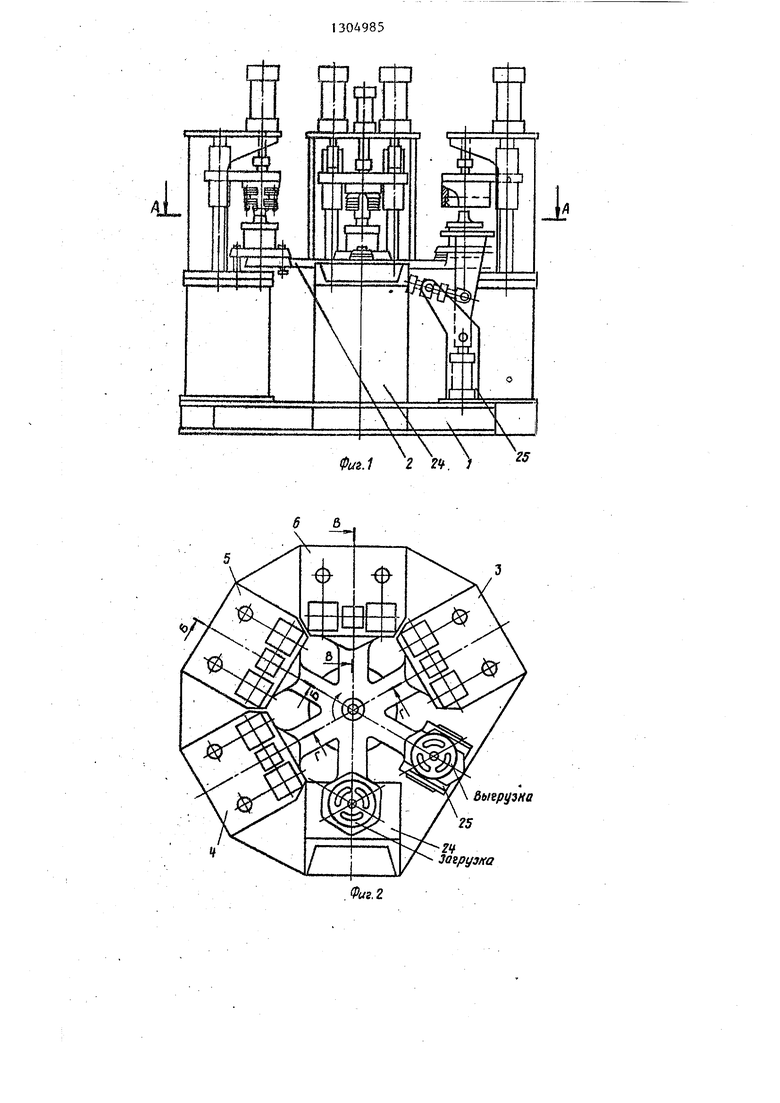
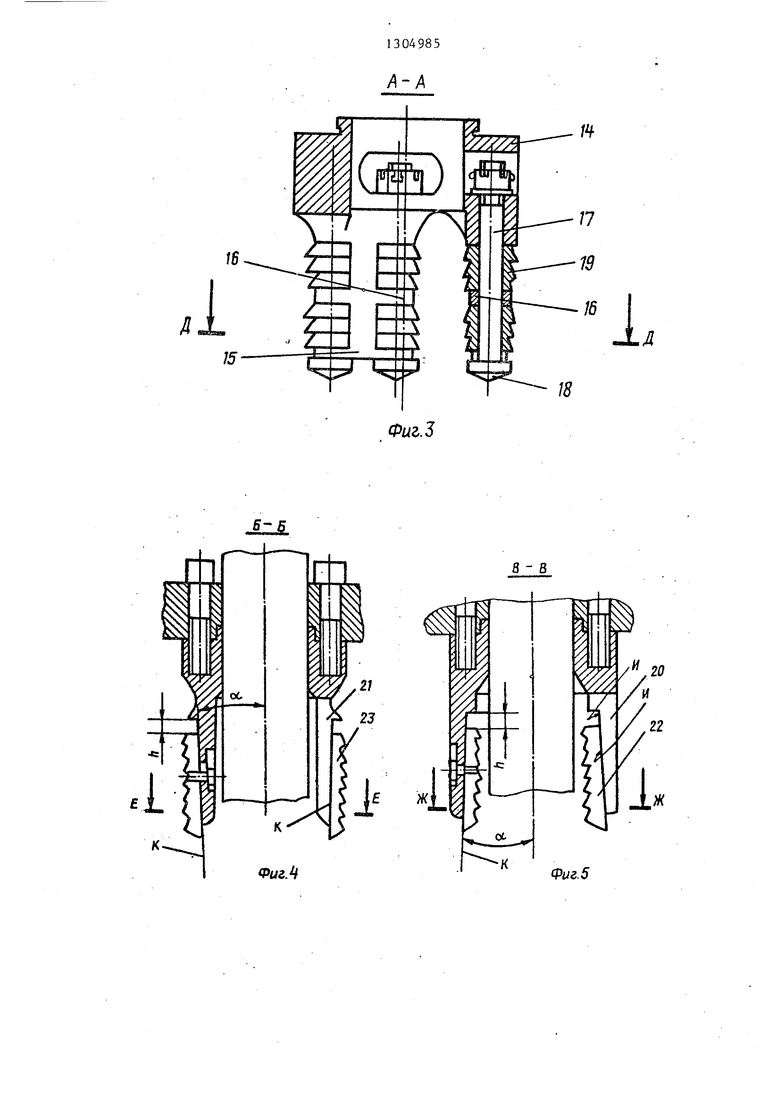
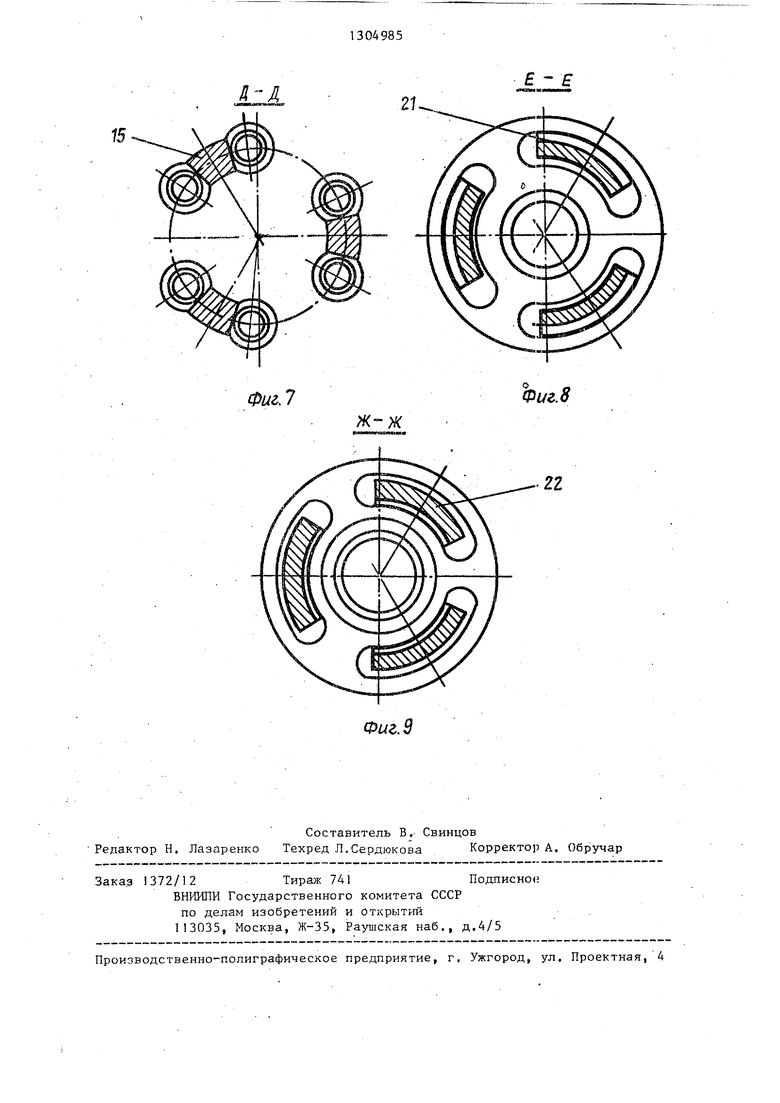
На фиг,1 изображено устройство, общих вид; на фиг, 2 - то же, вид в плане; на фиг.З - разрез А-Анафиг. (блок инстр ментов для обработки радиусов окон); на фиг, 4-- разрез на. фиг. 2; на фиг .З - разрез В-В на фиг. 2; на фиг, 6. - разрез Г-Гнафиг,2-; на фиг,7 - разрез на фиг.З; на фиг,В разрез Е-Е на фиг.4; на фиг,9- разрез Л(-Ж на фиг, 5,
Устройство содержит основание 1 (фиг,1) с размещенным на .нем поворотным транспортным устройством 2, В соответствии с шагом поворотного устройства расположены на основании Ме- xaHHSN 3-6 обработки с блоками инструментов соответственно для обработки периметра отливки, для обработки радиусов окон; для обработки удлиненных внутренних поверхностей окружностей ОКОН (меньшего диаметра), для обработки .удлиненных наружных поверхностей окружностей окон (большего диаметра),
Блок инструментов обработки периметра- отливки имеет цилиндрический корпус-7, жестко размещенный на подвижной каретке 8, Внутри корпуса 7 по его периметру размещен режуший инструмент 9, Блок 3 инструмента обработки периметра снабжен пробивным пуансоном 10, расположенным соосно
жестко закрепленньм на подвижной каретке 8, и снабжен пробивным пуансоном 10, расположенным на каретке 8 внутри цилиндрического корпуса 7 соосно обрабатываемому отверстию. Прижимной; механизм выполнен в виде упругого кольца 11, соединенного с приводом 12- посредством штанг 13, проходящих внутри корпуса 7. 9 ил.
5
Ю
0
5 0
5
обрабатьшаемому отверстию внутри корпуса 7 на подвижной каретке 8,
-Прижимной (механизм выполнен в виде упорного кольца 11, соединенного ,с йриводом 12 посредством штанг 3j проходящих внутри корпуса 7,
Блок инстр-уменгов обработки радиусов окон имеет цилиндрический корпус 14 (фиг,3 и 4), стенкой которого являются вырезанные в ней- три дерт жавки 15 с поперечинами 16, В кажд-ую держав1 у 15 вставлено по паре стержней 17 с заходной конической частью
18,имеющей у вершины тупой угол дл я предварительного выдавливания облоя, Ка каждый стержен;ь насажена прошивка
19,собранная из режуищх элементов, опирающихся на поперечины 6 державки 15. Державки в сборе, т,е, вместе со стержнями 17 и прощивками 19, расположены соответственно обрабатываемым радиусам окон,
Дополнительные поперечины 16 в державках выполнены для. обеспечения дополнительной жесткости стержней 17 (для исключения деформациистерж - ней) .
Блоки 5 и 6 соответственно для обработки удлиненных, внутренних и наружных окружных поверхностей окон содержат корпусы - цанги 20 и 21, на упругих лепестках которых подвижно размещены режущие элементы 22 и 23,- При этом для обраэотки внутренних окружных поверхностей окон (т,е, меньшего диаметра) внутренняя поверхность н корпуса-цанги 20 выполнена в виде усеченного конуса, с основанием,- направленным в сторону вертикальной оси, и элементы 22 размещены на упомянутой конической
оверхности, а для обработки наруж- ньпс внутренних окружных поверхностей кан (т.е. поверхностей болычего ди метра ;)нешняя поверхность К корпуса-цанги 2h вьшолнена в виде усечен- . ного конуса с основанием, направленным от вертикальной оси устройства, И режущие элементы 23 размещены на упомянутой конической поверхности,.
Кроме того, для пояснения работы fO устройства на чертежах показаны загрузочный стол-накопитель 24 (фиг.1 и 2) и узел 25 сброса в тару, обработанных отливок.
Устройство работает следующим об- f5 разом.
Обрабатываемая отливка устанавливается вручную на ложемент транспортного устройства 2, которое поворачивается на заданный угол и после- 20 довательно переме01ает отливку в зоны узлов обработки,
Работа узлов обработки показана на примере узла обработки периметра отливки (фиг.9).. 25
При подаче отливки в зону обработки прижим 1, опускаясь при помощи привода 12, зажимает отливку на ложементе транспортного устройства 2. Затем подвижная каретка 8 посред- 30 ством привода 26 опускается вниз.
При этом инструмент 9 срезает литейные заливы по периметру, а пуансон 10 защищает центральное отверстие отливки, после чего инструмент 35 и прижим отходят в исходное положение и отливка перемещается на следующую позицию.
Обработка окон производится аналогично . Различие в том что прижим 40 отливки осуществляется цилиндрическим стержнем в ступицу отливки и соответствующий обрабатьгоающий инструмент имеет конструзстивные особенности.45
Обрабатьгоающий инструмент 22 и 23 закреплен подвижно по поверхности Н и К в вертикальной оси. При ходе вниз инструмент, касаясь отливки, выбирает зазор Н и, продолжая движение, об-50 рабатывается соответствующий участок отливки. В конце хода получается натяг между инструментом и отливкой, При цоДъеме корпуса-цанги 20 (21) инструмент, оставаясь прижатым к отливке, скользит по поверхности (К) на величину h под углом cf- , натяг устраняется и инструмент свободно выходит из окна отливки,
Формула изобретения
Устройство для снятия литейных заливов и остатков питателей с деталей типа щкивов с окнами, содержащее основание с закрепленным на нем щаго- вым механизмом поворота, механизм обработки периметра детали, имеющий цилиндрический корпус и блок инструментов, привод и пружинный механизм, о тличающе е ся тем, что, с целью расширения технологических возможностей и повышения производительности процесса путем обработки отливок на всех позициях, оно снабжено механизмами обработки поверхности окон и удлиненных поверхностей окон с блоками инструментов, причем блок инструментов в механизме обработки окон представляет собой корпус в виде державок, с поперечинами, в которых установлены режущие элементы, насаженные на стержни, имеющие заход- ную коническую часть, а механизм обработки удлиненных поверхностей окон представляет собой два приводных блока инструментов, каждьм из которых содержит корпус-цангу, на упругих лепестках которой установлены с возможностью перемещения режущие элементы, причем в одном из блоков инструментов внутренняя поверхность корпуса-цанги выполнена в виде усеченного конуса, на которой закреплены режущие элементы, а на другом блоке инструментов внешняя поверхность корпуса-цанги выполнена в виде усеченного конуса, на которой закреплены режущие инструменты, причем ме- ханизм обработки периметра детали имеет пробивной пуансон, размещенный внутри его цилиндрического корпуса, а прижимной механизм выполнен в виде упорного кольца, соединенного с приводом его перемещения посредством щтанг, .проходя-щих чнутри корпуса механизма для обработки периметра цилиндрической детали.
Фиг.
.
., Л
гу
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкив с окнами | 1987 |
|
SU1407672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| ГРАВИРОВАЛЬНАЯ УСТАНОВКА (ВАРИАНТЫ) | 2006 |
|
RU2309648C1 |
| Устройство для финишной обработки литых заготовок | 1983 |
|
SU1105278A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| АВТОМАТ ДЛЯ ЗАЧИСТКИ ГРАТА У ПРЕССОВАННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1966 |
|
SU179907A1 |
| Механизм автоматической смены инструмента сверлильного станка с числовым программным управлением | 1982 |
|
SU1077752A1 |
Изобретение может применяться на машиностроительных заводах, в металлургических производствах, Цель изобретения - расширение технологических возможностей устройства и по- вьшление производительности процесса путем одновременной обработки отливок на всех позициях. С этой целью уст (Л со о 4 СО 00 сл Фиг.6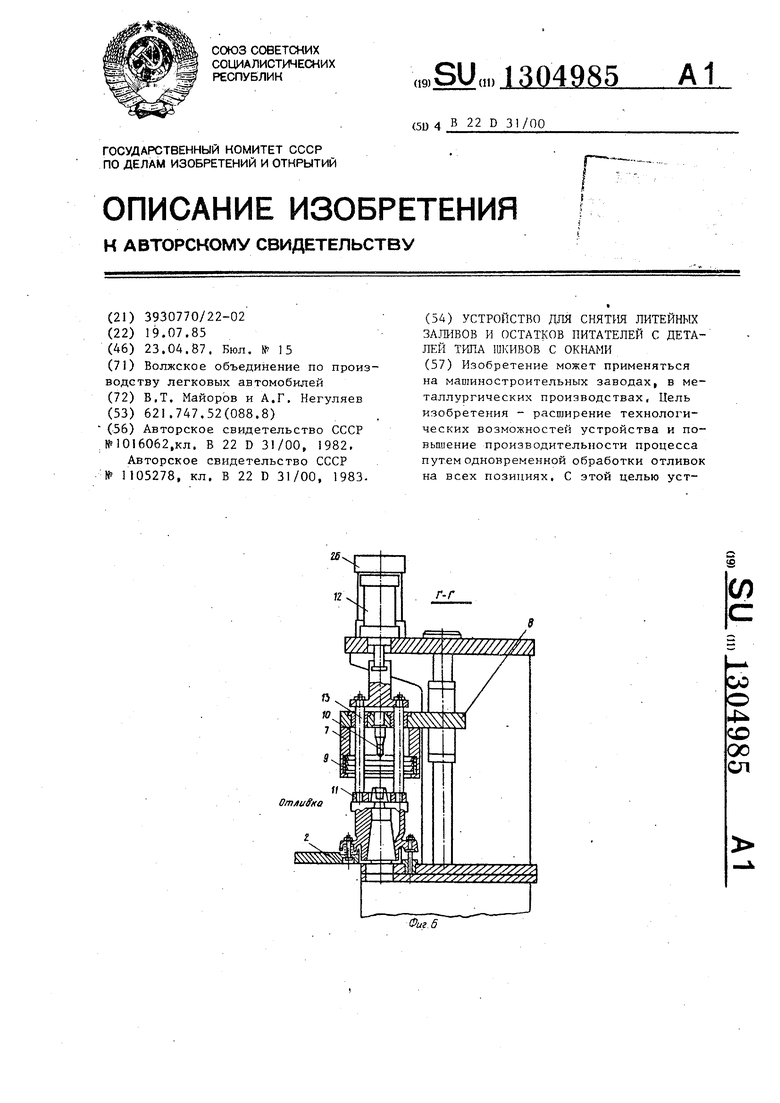
о,
дшрузна
25
ZV Загрузка
А-А
15
д
.5:1
Фиг.З
S - 8
Фиг. 5
Ц- А
-
фцг.7
Фиг. 8
Ж-ж
Фиг. 9
| Устройство для снятия литейных заливов и остатков питателей | 1982 |
|
SU1016062A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
