Изобретение относится к технологической оснастке для пробивки окон в крупногабаритных полых деталях.
Известен штамп для пробивки окон в полых деталях, содержащий верхнюю плиту с двумя вертикальными клиньями, один из которых связан с ползушкой, несущей матрицу, а другой - через систему клиньев связан с ползушкой, несущей пуансон.
Недостатком штампа является невозможность размещения в прессе по высоте крупногабаритной детали, а также наличие сложной системы клиньев.
Известен штамп пробивки окон в полых изделиях, содержащий неподвижную плиту с двумя стойками, на одной из которых закреплен пуансон, а на другой расположена матрица. Для перемещения пуансона штамп снабжен клином, закрепленным в ползуне пресса и выполненным двухсторонним - для рабочего перемещения пуансона и для возврата его в исходное положение. Кроме того, штамп снабжен элементом направления пуансона относительно матрицы.
К недостаткам штампа можно отнести низкую стойкость пары пуансон-матрица и неудовлетворительное качество обработки (возможно образование больших заусенцев). Это обусловлено выполнением направляющих для пуансона со смещением относительно оси вырубки (от матрицы) Консоль при движении пуансона (нижней плиты) может вызвать перекосы в вырубной зоне, а следовательно снизить стойкость инструмента и привести к образованию разноразмерного зазора в инструментальной паре. Выполнение средства возврата пуансона в исходное положение в виде обратного клина, воздействующего на нижнюю плиту с пуансоном, усиливает перекосы, возникающие от движения пуансона.
Целью предлагаемого штампа является повышение стойкости инструмента и улучшение качества обработки.
Для этой цели в штампе, содержащем неподвижную плиту, установленные на ней стойки, на одной из которых закреплен пуансон, а на другой расположена матрица, механизмы рабочего и обратного перемеще(Л
С
VJ
СП О СО
2
ний пуансона, каждый из которых включает один по меньшей мере клин, установленный с возможностью перемещения в направлении, перпендикулярном плоскости плиты, а также содержащий средство направления пуансона относительно матрицы, средство направления пуансона выполнено в виде пары колонок, связывающих между собой стойки. Оси колонок параллельны оси пуансона. Клинья механизма обратного перемещения пуансона выполнены в виде боковых выступов на клине рабочего перемещения, взаимодействующих с поперечными стенками продольных пазов, предусмотренных в колонках. Кроме того, матрица установлена с возможностью перемещения вдоль колонок.
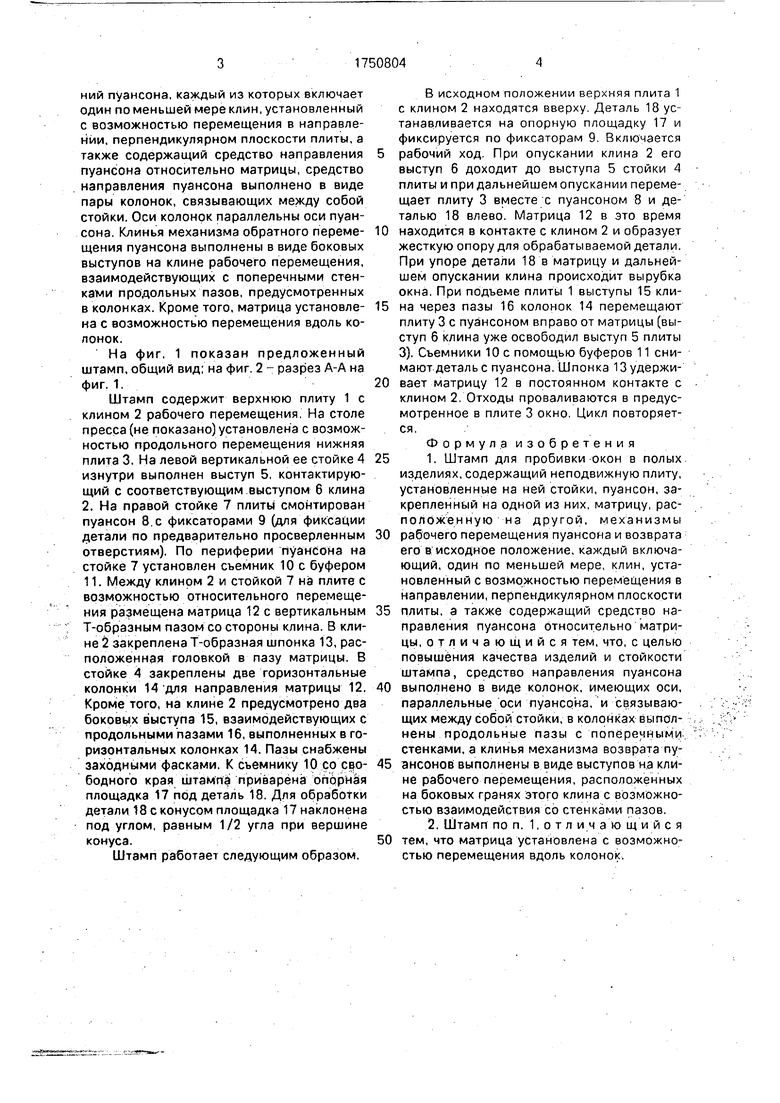
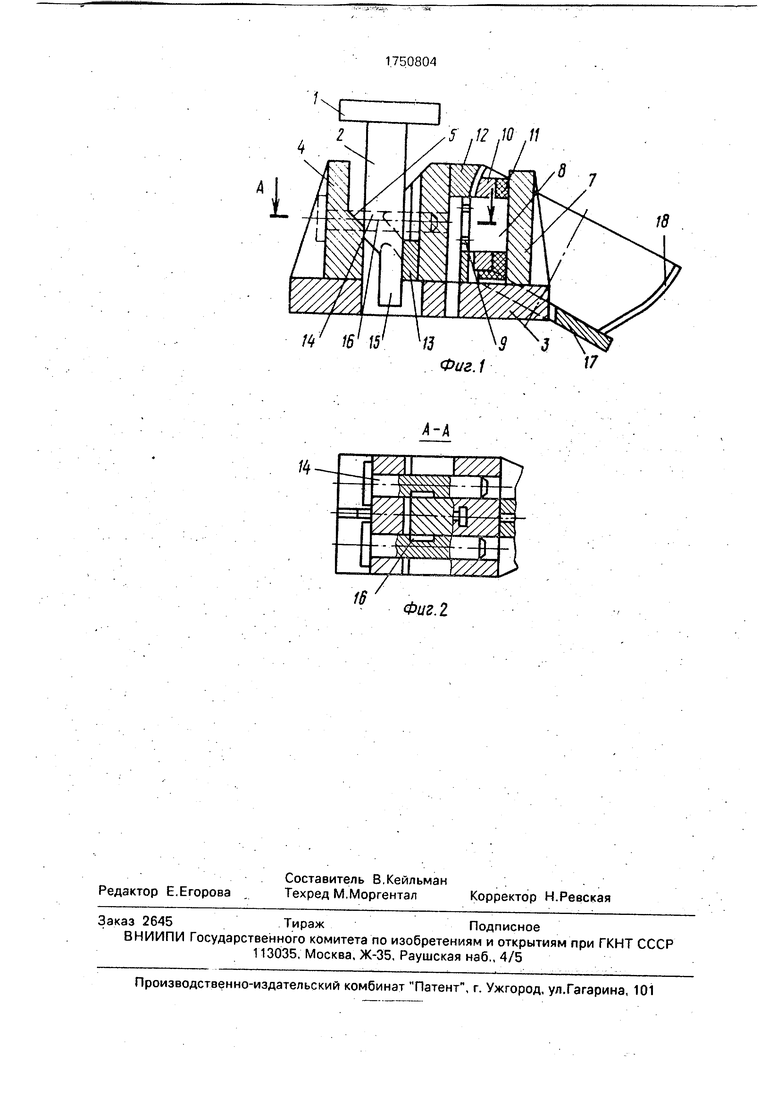
На фиг, 1 показан предложенный штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Штамп содержит верхнюю плиту 1 с клином 2 рабочего перемещения. На столе пресса (не показано) установлена с возможностью продольного перемещения нижняя плита 3. На левой вертикальной ее стойке 4 изнутри выполнен выступ 5, контактирующий с соответствующим выступом 6 клина 2. На правой стойке 7 плиты смонтирован пуансон 8 с фиксаторами 9 (для фиксации детали по предварительно просверленным отверстиям). По периферии пуансона на стойке 7 установлен съемник 10 с буфером 11. Между клином 2 и стойкой 7 на плите с возможностью относительного перемещения размещена матрица 12 с вертикальным Т-образным пазом со стороны клина. В клине 2 закреплена Т-образная шпонка 13,расположенная головкой в пазу матрицы. В стойке 4 закреплены две горизонтальные колонки 14 для направления матрицы 12. Кроме того, на клине 2 предусмотрено два боковых выступа 15, взаимодействующих с продольными пазами 16, выполненных в горизонтальных колонках 14. Пазы снабжены заходными фасками. К съемнику 10 со свободного края штампа приварена опорная площадка 17 под деталь 18. Для обработки детали 18 с конусом площадка 17 наклонена под углом, равным 1/2 угла при вершине конуса.
Штамп работает следующим образом.
В исходном положении верхняя плита 1 с клином 2 находятся вверху Деталь 18 ус танавливается на опорную площадку 17 и фиксируется по фиксаторам 9 Включается
рабочий ход При опускании клина 2 его выступ б доходит до выступа 5 стойки 4 плиты и при дальнейшем опускании перемещает плиту 3 вместе с пуансоном 8 и деталью 18 влево. Матрица 12 в это время
находится в контакте с клином 2 и образует жесткую опору для обрабатываемой детали. При упоре детали 18 в матрицу и дальнейшем опускании клина происходит вырубка окна. При подъеме плиты 1 выступы 15 клина через пазы 16 колонок 14 перемещают плиту 3 с пуансоном вправо от матрицы (выступ 6 клина уже освободил выступ 5 плиты 3). Съемники 10с помощью буферов 11 снимают деталь с пуансона. Шпонка 13удерживает матрицу 12 в постоянном контакте с клином 2. Отходы проваливаются в предусмотренное в плите 3 окно. Цикл повторяется,
Формула изобретения
1. Штамп для пробивки окон в полых
изделиях, содержащий неподвижную плиту, установленные на ней стойки, пуансон, закрепленный на одной из них, матрицу, расположенную на другой, механизмы
рабочего перемещения пуансона и возврата его в исходное положение, каждый включающий, один по меньшей мере, клин, установленный с возможностью перемещения в направлении, перпендикулярном плоскости
плиты, а также содержащий средство направления пуансона относительно матрицы, отличающийся тем, что, с целью повышения качества изделий и стойкости штампа, средство направления пуансона
выполнено в виде колонок, имеющих оси, параллельные оси пуансона, и связывающих между собой стойки, в колонках выполнены продольные пазы с поперечными стенками, а клинья механизма возврата пуансонов выполнены в виде выступов на клине рабочего перемещения, расположенных на боковых гранях этого клина с возможностью взаимодействия со стенками пазов. 2. Штамп по п. 1,отличающийся
тем, что матрица установлена с возможностью перемещения вдоль колонок.
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU774713A1 |
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU845987A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для пробивки отверстий в боковой стенке детали пространственной формы | 1980 |
|
SU867476A1 |
| Штамп для пробивки | 1986 |
|
SU1357105A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
Область применения: обработка металлов давлением, преимущественно пробивка окон в крупногабаритных полых деталях Сущность изобретения: пуансон 8 установлен на стойке 4 и направляется относительно матрицы 12 колонками 14 Матрица расположена на стойке 7. Колонки 14 связывают между собой стойки 4 и 7 При опускании клина 2 пуансон 8 перемещается и пробивает окно в изделии. При подъеме клина 2 выступы 5 на боковых гранях клина 2 входят в пазы 16 в колонках 14 и возвращают пуансон 8 в исходное положение 1 з п ф-лы, 2 ил.
ц
Фиг. 2
| УНИВЕРСАЛЬНЫЙ ШТАМП | 0 |
|
SU265847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
