оо сл
О5 1чЭ
11435621
етение относится к методам азования труднообрабатываемых и может использоваться в про-: е деталей авиационнойj химиатомной и инструментальной нно сти.
п т :го пл гр де во ющ гр зо ни вы пи ис ся ди нь гр уд эл ди со
Цель изобретения - повышение производительности и точности формообразования.
Способ включает нагрев обрабатываемой позерхности и удаление нагретых слоев воздействием магнитного поля.
Новым в предлагаемом способе является введение ускоренного нагрева (Обрабатываемой поверхности детали посредством циркуляции, по ней метал лического расплава и электрического тока, протекающего через зону коктак та расплава с деталью, и удаление нагретого слоя металла посредством его отделения от детали электромагнитным воздействием импульсов тока, пропускаемых через нагретый слой металла и смежязло с ним зону индуктора.
Способ осуществляют следующим образом.
Обработку детали производят с нагревом обрабатьшаемой поверхности циркулирующим по ней расплавом метал лов и электрическим током, протекаю- щим через зону контакта детали с рас тшавом. Отделение нагретого слоя металла от обрабатываемой поверхности осуществляют электромагнитным воздействием импульсов токов, пропускаемых в круговом направлении через нагретый участок детали и смежную с ним зону индзпстора. Последующее удаление из зоны обработки отделившихся частиц металла, движущихся в осевом направлении, осуществляют воздействием окружного магнитного поля, образовавшегося при протекании импульсов тока через индуктор в радиальном направлении. Теьшература нагрева обрабатываемой поверхности детали составляет 85-90% от температуры плавления обрабатьгоаемого сплава, ,.
Часть детали, подвергаемую обработке, размещают между перемычками, индуктора, подают металлический расплав и включают источник тока. Ток, протекая через зону контакта расплава с деталью, нагревает совместно с ним абатываемую поверхность.
10
5
0
5
0
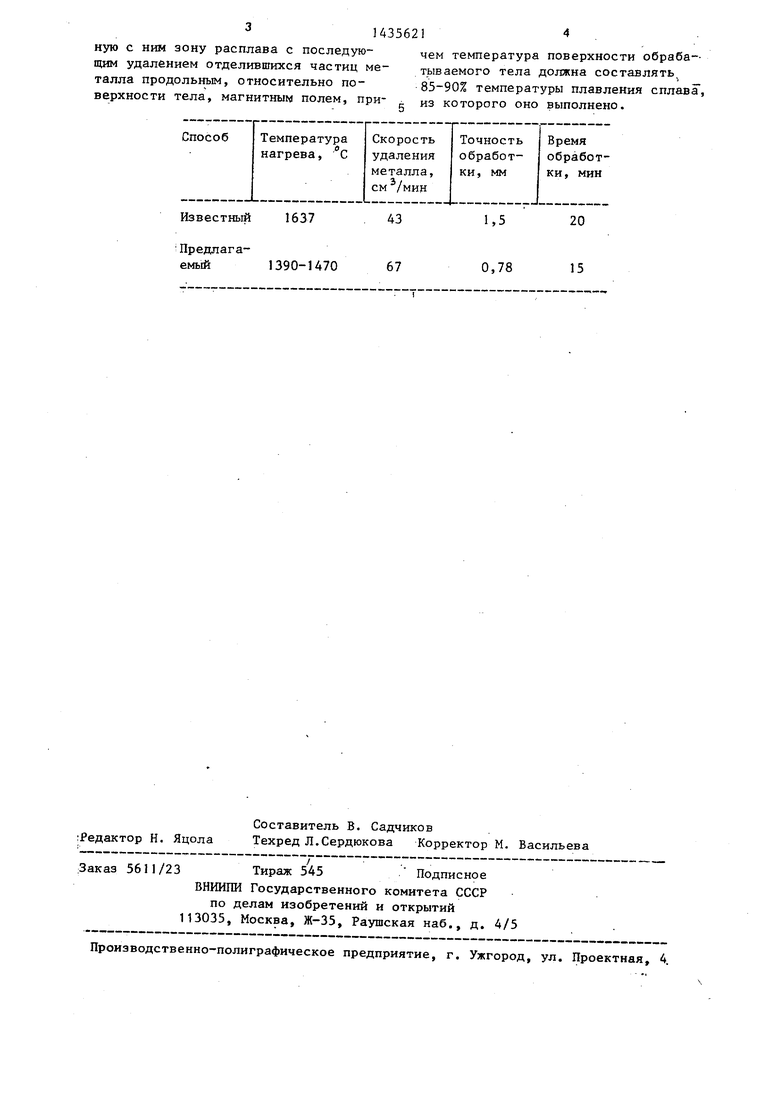
После нагрева поверхности до температуры, соответствующей 85-90% от температуры плавления обрабатываемо- :го сплава, прекращают циркуляцию расплава и отключают источник тока. На- . гретый слой металла отделяется в виде отдельных частиц электромагнитным воздействием импульсов тока, протекающих в круговом направлении через нагретый участок тела и смежную с ним зону расплава. Под йоздействием магнитного поля отделившиеся частицы выносятся из зоны обработки в накопитель. После удаления нагретого слоя- источники импульсного тока отключаются, и процесс обработки повторяется. Пример осуществления способа для диска турбины в сравнении с извест- ньЕ 1 способом, приведен в таблице, нагрев осзтдествляется струей плазмы, а удаление образовавшегося расплава - электромагнитом. Материал расплава, диркулирукщего по предложенному способу, калий, натрий.
Кроме сокращения времени обработки и увеличения точности формообра- i зования предлагаемый способ обеспечивает устранение структурных измв ч нений поверхностного слоя детали, возникающих при нагреве до температуры ллавления , устранение применения расплава к узлам и деталям уст- ройства для энергоемкости процесса, а также,улучшение условий обработки (отсутствие паров, шума, светоизлу- чения, имеющих место при плазменной обработке).. . ,
Формула изобретений
Способ магнитно- ки тел вращения из
тепловой обработ- труднообрабатьш ае
мых сплавов, включающий нагрев и удаление нагретого слоя воздействием магнитного импульсного поля, отличающийся тем, что, с целью повышения производительности и точности формообразования, нагрев осуществляют циркулирующим по поверхности тела расплавом металла и элек-. трическим током протекающим через зону контакта расплава с поверхностью тела, а удаление нагретого слоя от обрабатьгоаемой пов&рхности производят путем воздействия импульсов тока, пропускаемых в круговом направлении через нагретый з асток тела и .смеж3J435621
ную с ним зону расплава с последую- ч температура поверхности обраба-
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-тепловой обработки тел вращения | 1987 |
|
SU1407716A1 |
| Способ механической обработки труднообрабатываемых материалов | 1986 |
|
SU1373473A1 |
| Способ соединения деталей и устройство для его осуществления | 2019 |
|
RU2765870C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ КОВКИ ДВОЙНОГО ДЕЙСТВИЯ | 2018 |
|
RU2764620C2 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ НЕМЕТАЛЛИЧЕСКИХ ЗАГРЯЗНЕНИЙ | 2002 |
|
RU2207923C1 |
| Способ закалки стальных изделий | 1990 |
|
SU1772175A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ АЛЮМИНИЕМ | 2009 |
|
RU2431696C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
Изобретение относится к методам фо рмоо б раз о в ания трудноо бр аба тыв ае- мых сплавов и может быть использовано в производстве деталей авиационной, химической, атомной и инструментальной промьшленности. Целью изобретения является повышение производительности и точности формообразования. Отличительной особенностью предлагаемого способа является ведение ускоренного нагрева поверхности детали посредством циркуляции по ней металлического расплава и электрического тока, протекающего через зону контакта расплава с деталью, а удаление нагретого слоя осуществляется посредством воздействия импульсов тока, пропускаемых через нагретый слой детали и смежную с ним зону нагревателя (индуктора), причем удаление из зоны обработки отделивщихся частиц производят воздействием магнитного окружного поля. Температура нагрева обрабатываемой поверхности детали составляет 85-90% от температуры плавления обрабатьшаемого сплава. За счет этого точность обработки повышается в 2 раза, а время обработки сокращается на 25%. 1 табл. @ сл
щим удалением отделившихся частиц металла продольным, относительно поверхности тела, магнитным полем, приИзвестный
1637
Предлагаемый 1390-1470
тываемого тела должна составлять 85-90% температуры плавления сплава, g из которого оно выполнено.
43
1,5
20
67
0,78
15
| 0 |
|
SU306912A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Плазменная технология..Опыт,разработки .и внедрение.-Л.:.Лениздат, .1980, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Меркулов А.П | |||
| Без резца и штампа.- М.; Машиностроение, 1983, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
