|
Изобретение относится к области пайки радиодеталей, преимущественно проходных сонденсаторов.
Цель изобретения - повышение произ- иодительности работы и качества пайки |1 адиодеталей, преимущественно проходных |)сонденсаторов.
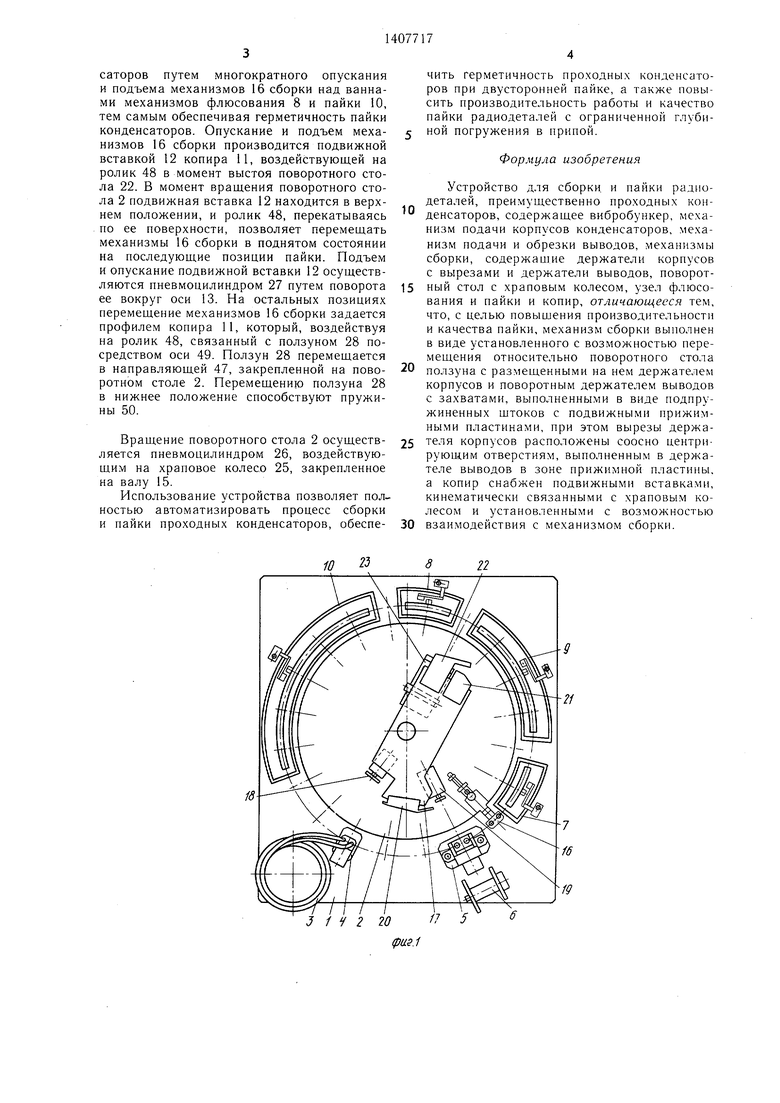
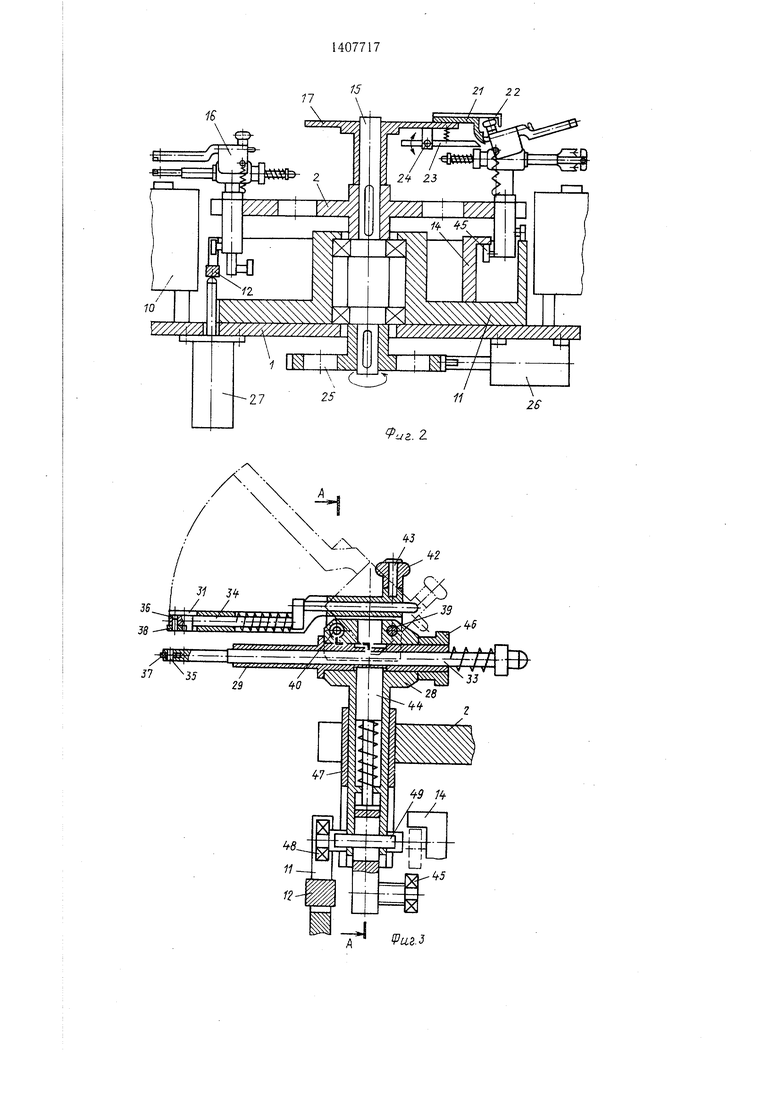
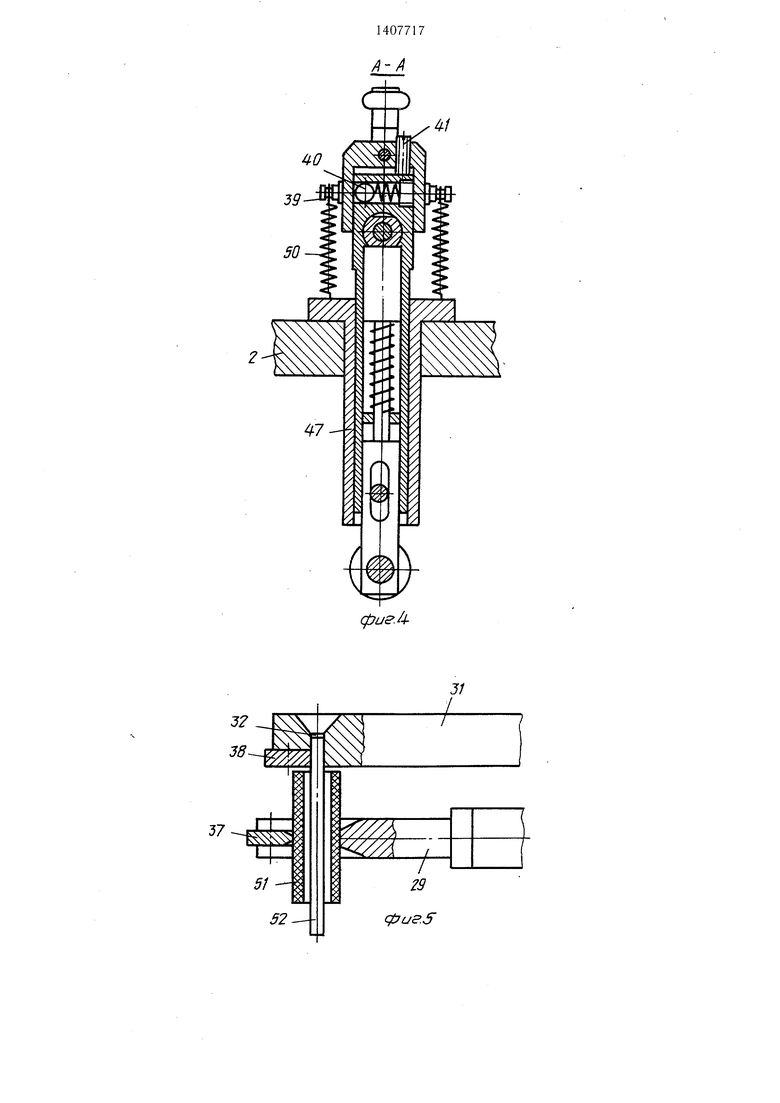
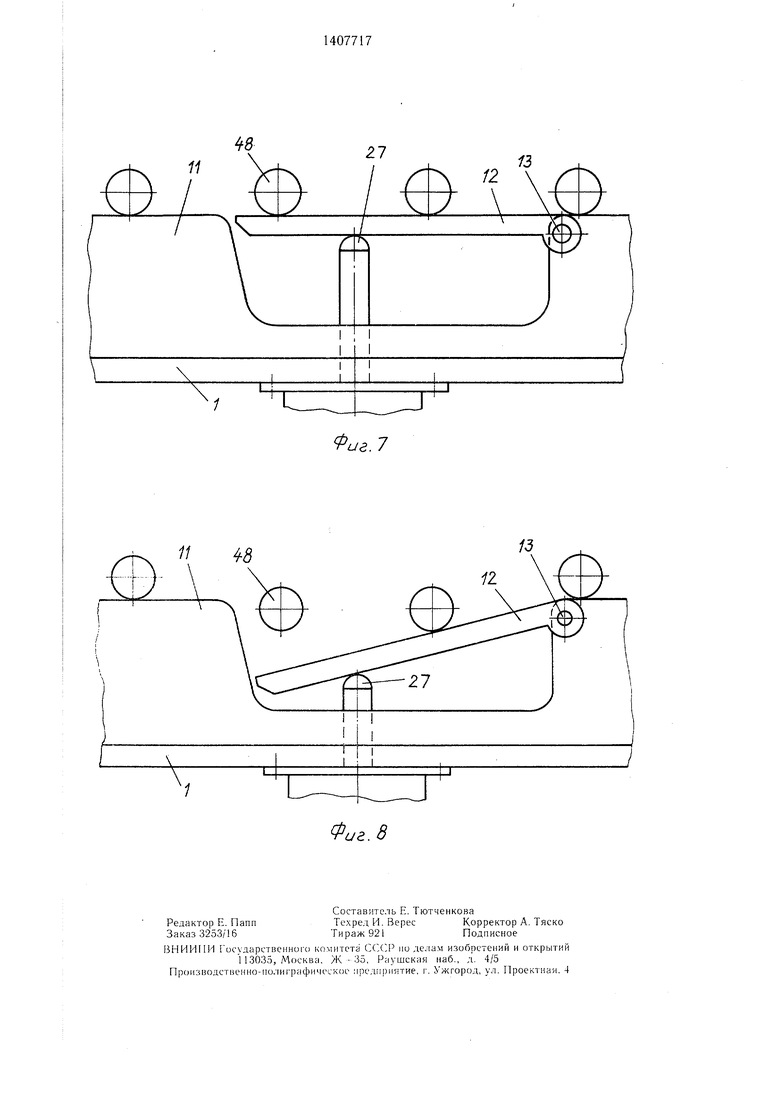
I На фиг. 1 представлено устройство для (|борки и пайки радиодеталей, вид сверху; на фиг. 2 - то же, разрез; на фиг. 3 - механизмы сборки, разрез; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - расположение f.opnyca конденсатора и вывода в держате- J ях, разрез; на фиг. 6 - то же, вид сверху; на фиг. 7 - копир с подвижной вставкой I-: ее взаимодействие с механизмом сборки, Е.ид сбоку, исходное положение; на фиг. 8 - то же, опущенное положение.
Устройство содержит плиту 1, на которой Е.округ поворотного стола 2 расположены Еибробункер 3, .механизм 4 подачи корпусов, механизм 5 подачи и отрезки выводов, катушки 6 с проволокой, механизмы 7 и 8 олюсования, механизмы 9 и 10 пайки, ко- гир 11, содержащий подвижные вставки 2, размещенные на оси 13, и клин 14.
По периметру поворотного стола 2, закрепленного на валу 15, размещены механизмы 16 сборки с возможностью взаимодействия с закрепленными на неподвижном кронщтейне 17 пневмоцилиндрами 18 и 19, копирами 20-22 и подпружиненной планкой 23, разменденной на оси 24.
На нижней части вала 15 закреплено храповое колесо 25. Пневмоцилиндры 26 и 27 расположены на нижней стороне плиты 1 с возможностью взаимодействия соответственно с храповым колесом 25 и подвижными вставками 12 копира 11.
I Каждый механизм 16 сборки содержит п|одвижно размещенные на ползуне 28 дер- лЦтель 29 корпусов с вырезами 30 и держатель 31 выводов с центрирующи.ми от- вЁрстиями 32.
Держатели корпусов 29 и выводов 31 снабжены подпружиненными щтоками 33 и 34 с подвижно размещенными на осях 35 И; 36 прижимными пластинами 37 и 38.
Держатель 31 выводов крепится на ползуне 28 с помощью оси 39 и удерживается В; верхнем положении подпружиненным шариковым фиксатором 40. Кроме того, дер- 1 атель 31 вывод,ов содержит упор 41 и ролик 42, закрепленный на оси 43.
Держатель 29 корпусов фиксируется подпружиненным штоком 44, связанным с роликом 45. Кроме того, держатель 29 кЬрпусов содержит ролик 46. Ползун 28 находится в нанравляющей 47, закрепленной н поворотном столе 2, связан с роотиком 48 посредством оси 49 и поджимается к копи- рК/ 11 и подвижной вставке 12 пружинами 50. Е|ырезы 30 держателя 29 корпусов являются бйзой для корпуса 51 конденсатора, а центрирующие отверстия 32 держателя 31 выводов - для выводов 52.
Устройство работает следующим образом. На позиции подачи корпусов конденсаторов под действием пневмоцилирндра 18 на шток 33 механизма 16 сборки раскрывается прижимная пластина 37. Корпуса 51 конденсаторов на вибробункере 3 поступают в механизм 4 подачи корпусов, а зате.м утсанав- ливаются в вырезах 30 держателя 29 корпу0 сов и зажимаются прижимной пластиной 37. Прижимная пластина 37 имеет возможность качания вокруг оси 35, тем самым обеспечивая надежный зажи.м двух корпусов 51. В это время держатель 31 выводов находится в
r верхнем положении и фиксируется подпружиненным цариковым фиксатором 10.
При повороте поворотного стола 2 копир 20 воздействует на подвижно закрепленный на оси 43 ролик 42, опускает держатель 31 выводов, который, поворачиваясь
0 вокруг оси 39, опускается на упор 41, тем самым совмещая центрирующие отверстия 32 с отверстиями корпусов 51.
После этого на позиции подачи вывода под действием пневмоцилиндра 19 на шток 34 механизма 16 сборки раскрывается прижимная пластина 38, а .механизмом 5 подачи к отрезки выводов производится подача выводов 52, при этом проволока подается с катушек 6 через центрирующ.ие отверстия 32 в отверстия корпусов 51 конденсато. ров. Затем производится зажи.м вывода 52 прижимной пластиной 38 и в зоне центрирующих отверстий 32. Прижимная пластина 38 расположена на оси 36 с возможностью качания вокруг нее, тем самым обеспечивая надежность зажима двух выводов 52 соосно
г отверстиям корпуса 51.
На последующих позициях производится флюсование и пайка первого торца конденсаторов путем опускания и подъема механизмов 16 сборки над ваннами .механизмов ф,1посования 7 и пайки 9. Опускание и подъе.м
0 механизмов 16 сборки производится подвижной вставкой 12 копира II, воздействующей на ролик 48. Подъем и опускание подвижной вставки 12 осуществляется при помощи пневмоцилиндра 27.
После этого при ювороте поворотного стола 2 под воздействием копира 21 на подпружиненный lUTOK 34 освобождаются выводы 52. В момент проворота копиром 22 поднимается держатель 31 выводов и отводится подпружиненный шток 44 под воздействием
Q клина 14 на ролик 45. Затем при дальнейшем повороте поворотного стола 2 осуществляется переворот держателя 29 корпусов при взаимодействии подпружиненной планки 23 с роликом 46. Планка 23 имеет возможность качания относительно оси 24, обеспечивая
5 тем самым надежный переворот держателя 29 корпусов.
На последующих позициях производится флюсование и пайка второго торца конден5
саторов путем многократного опускания и подъема механизмов 16 сборки над ваннами механизмов флюсования 8 и пайки 10, тем самым обеспечивая герметичность пайки конденсаторов. Опускание и подъем механизмов 16 сборки производится подвижной вставкой 12 копира 11, воздействующей на ролик 48 в момент выстоя поворотного стола 22. В момент вращения поворотного стола 2 подвижная вставка 12 находится в верхнем положении, и ролик 48, перекатываясь по ее поверхности, позволяет перемещать механизмы 16 сборки в поднятом состоянии на последующие позиции пайки. Подъем и опускание подвижной вставки 12 осуществляются пневмоцилиндром 27 путем поворота ее вокруг оси 13. На остальных позициях перемещение механизмов 16 сборки задается профилем копира 11, который, воздействуя на ролик 48, связанный с ползуном 28 посредством оси 49. Ползун 28 перемещается в направляющей 47, закрепленной на поворотном столе 2. Перемещению ползуна 28 в нижнее положение способствуют пружины 50.
Вращение поворотного стола 2 осуществ- ляется пневмоцилиндром 26, воздействующим на храповое колесо 25, закрепленное на валу 15.
Использование устройства позволяет полностью автоматизировать процесс сборки и пайки проходных конденсаторов, обеспе-
0
5
5
0
0
чить герметичность проходных конденсаторов при двусторонней пайке, а также повысить производительность работы и качество пайки радиодеталей с ограниченной глубиной погружения в припой.
Формула изобретения
Устройство для сборки, и пайки радиодеталей, преимущественно проходных конденсаторов, содержащее вибробункер, механизм подачи корпусов конденсаторов, механизм подачи и обрезки выводов, механизмы сборки, содержащие держатели корпусов с вырезами и держатели выводов, поворотный стол с храповым колесом, узел флюсования и пайки и копир, отличающееся тем, что, с целью повышения производительности и качества пайки, механизм сборки выполнен в виде установленного с возможностью перемещения относительно поворотного стола ползуна с размещенными на нем держателем корпусов и поворотным держателем выводов с захватами, выполненными в виде подпружиненных штоков с подвижными прижимными пластинами, при этом вырезы держателя корпусов расположены соосно центрирующим отверстиям, выполненным в держателе выводов в зоне прижимной пластины, а копир снабжен подвижными вставками, кинематически связанными с храповым колесом и установленными с возможностью взаимодействия с механизмом сборки.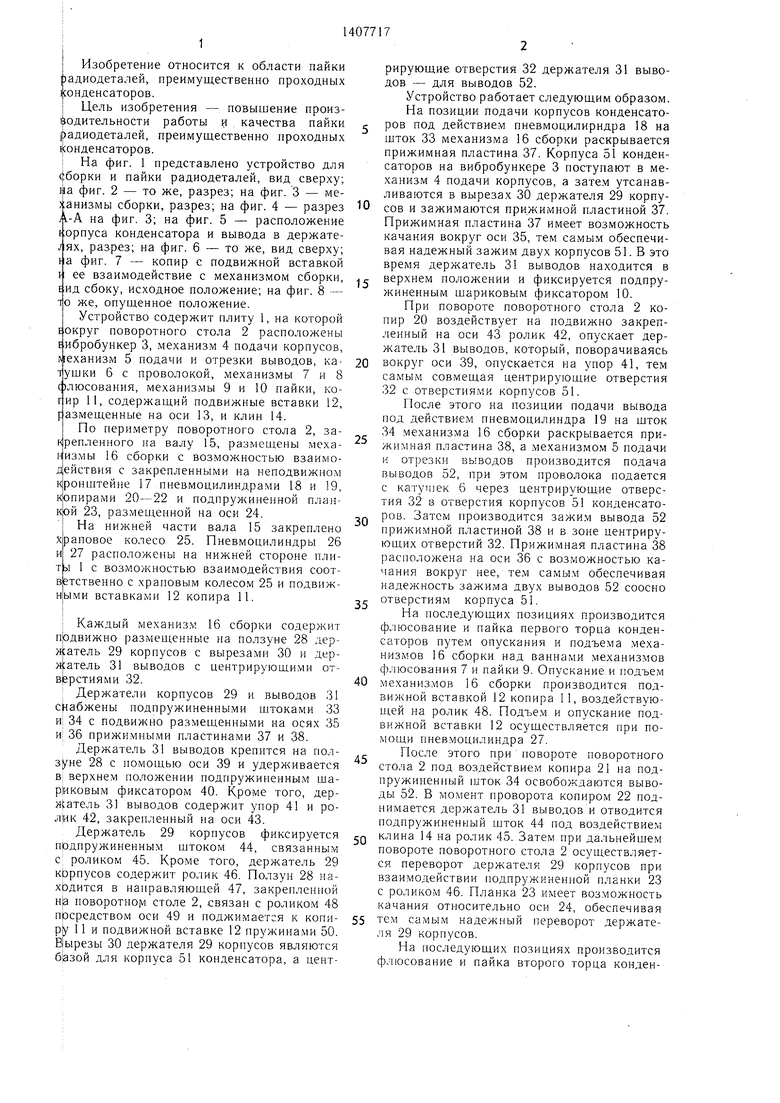
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1787078A3 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| Автоматическое устройство для изготовления радиодеталей | 1974 |
|
SU548390A1 |
| Устройство для сборки конденсаторов | 1990 |
|
SU1742876A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| Устройство для транспортирования радиодеталей | 1982 |
|
SU1072122A1 |
| Устройство для изготовления конденсаторов преимущественно с однонаправленными выводами | 1990 |
|
SU1780115A1 |
Изобретение относится к области пайки и может быть использовано для сборки и пайки радиодеталей. Цель - повышение производительности. При повороте поворотного стола копир опускает держатель 31 выводов, который, поворачиваясь вокруг оси, опускается на упор, совмещая центрирующие отверстия с отверстиями корпусов 51. После этого на позиции подачи вывода раскрывается прижимная пластина 38 и механизмом подачи и отрезки выводов производится подача выводов 52. Производится зажим вывода прижимной пластиной в зоне центрирующих отверстий. На последующих позициях производится флюсование и пайка первого торца конденсаторов путем опускания и подъема механизмов сборки подвижной вставкой копира над ваннами механизмов флюсования и пайки. При дальнейшем повороте поворотного стола осуществляется переворот держателя корпусов с последующим флюсованием и пайкой второго торца конденсаторов путем многократного опускания и подъема механизмов сборки над ваннами механизма флюсования и пайки. Снабжение держателя корпусов и держателя выводов захватами в виде подпружиненных штоков с подвижными прижимными пластинами и расположение прижимной пластины держателя вывода в зоне центрирующего отверстия .позволяет производить зажим корпусов конденсаторов в вырезах держателя корпусов и зажим выводов непосредственно в центрирующих отверстиях после их сборки, сохраняя тем самым соосность вывода с отверстием корпуса конденсатора в момент пайки. 8 ил. о в (Л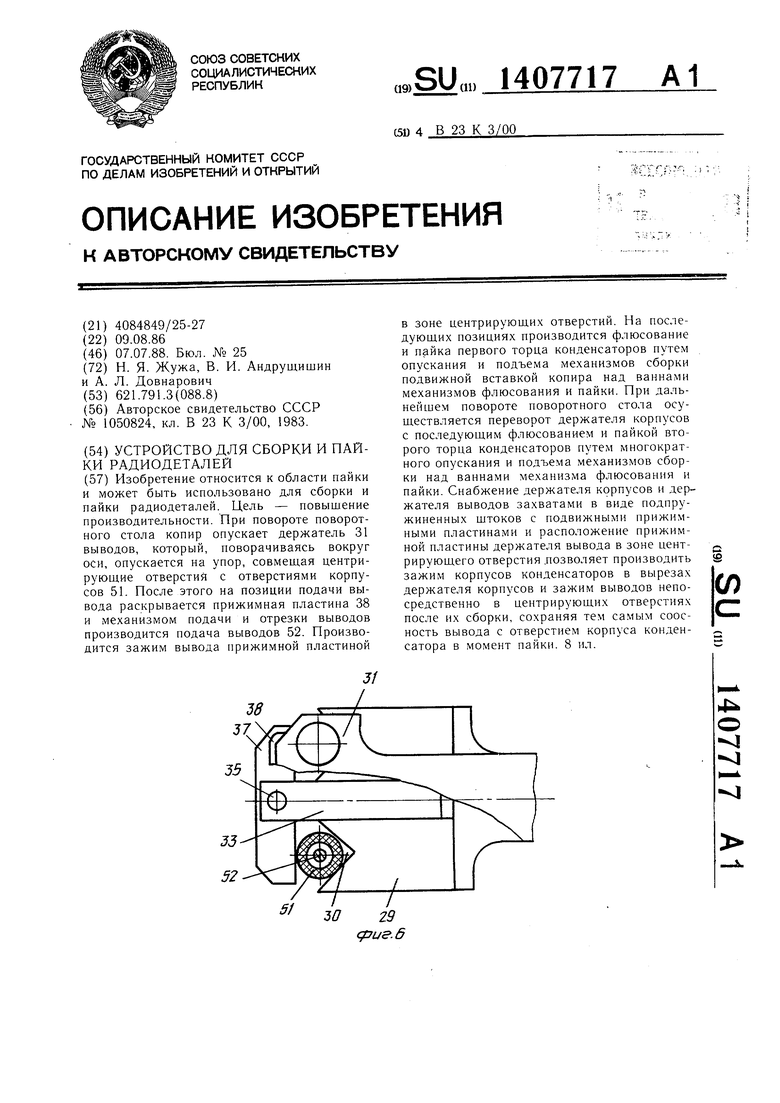
fS Ч
3 1 / 2 20
22
V
17
iS
1 Ж
27
25
21 22
7
/
11
ze
иг.2
Vaz.S
40
39
52
1
фигЛ
cpuaS
Фиг.7
11 4-8
| Установка для сборки перед пайкой корпуса с выводами | 1982 |
|
SU1050824A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
