11
Изобретение относится к производству абразивного инструмента.
Цель изобретения - повьшение стой кости инструмента путем повышения его кромкостойкости.
Абразивный инструмент на керамической свАзке пропитывают составом, включающим жидкое стекло, наполнитель, в качестве которого берут перманганат калия и воду.
Компоненты состава выбирают в следующем соотношении, масД:
Жидкое стекло 5-10
Перманганат калия 1-3
ВодаОстальное
Термообработку при этом ведут ггри 100-140°С.
Выбранный интервал температур определяет возможность получе- -ния прочного связующего - стекла и отсутствие процесса разложения перманганата калия.
При уменьшении концентрации жидкого стекла в пропиточном составе ниже 5% образуется недостаточное количество связки, что снижает кромко- стойкость кругов. Увеличение концентрации жидкого стекла свыше 10% приводит к ухудшению условий размещения стружки в порах абразивного инструмента, засаливанию кругов и как следствие, появлению прйжогов.
Уменьшение перманганата калия .менее 1% резко снижает эффект от применения химически активного вещества ПоБЬШгается вероятность прижога. Увеличение перманганата калия свыше 3% нецелес ообразно, так как избыток перманганата калия выпадает в осадок вследствие уменьшения его растворимости, из-за наличия в растворе жидкого стекла.
Эффективность способа обработки абразивного инструмента видна- из следующих примеров.
Шпифовальные круги характеристики 25А25ПСМ27К6 пропитывали раствором, содержащим, мас.%: жидкое стекло 7, перманганат калия 2; вода остальное После пропитки круги подвергали термообработке при 80,100,120,140, 160°С в течение 3 ч.
При шлифовании деталей из стали Р9К5 (НРС64-66), имеющих канавки с радиусом сопряжения торца и диаметра впадины R 1,0±0,3 мм, на станке К-250-01 (скорость круга 25 м/с, скорость детали 30 м/мин, глубина шлифования 0,01 мм за 5-10 с) опреде
76 2
ляли кромкостойкость (по количеству прошлифованных деталей, имеющих годную геометрию) и стойкость кругов (по количеству пропшифованных дета- лей без прижога). Эффективность обработки кругов определяли по выходу годных деталей.
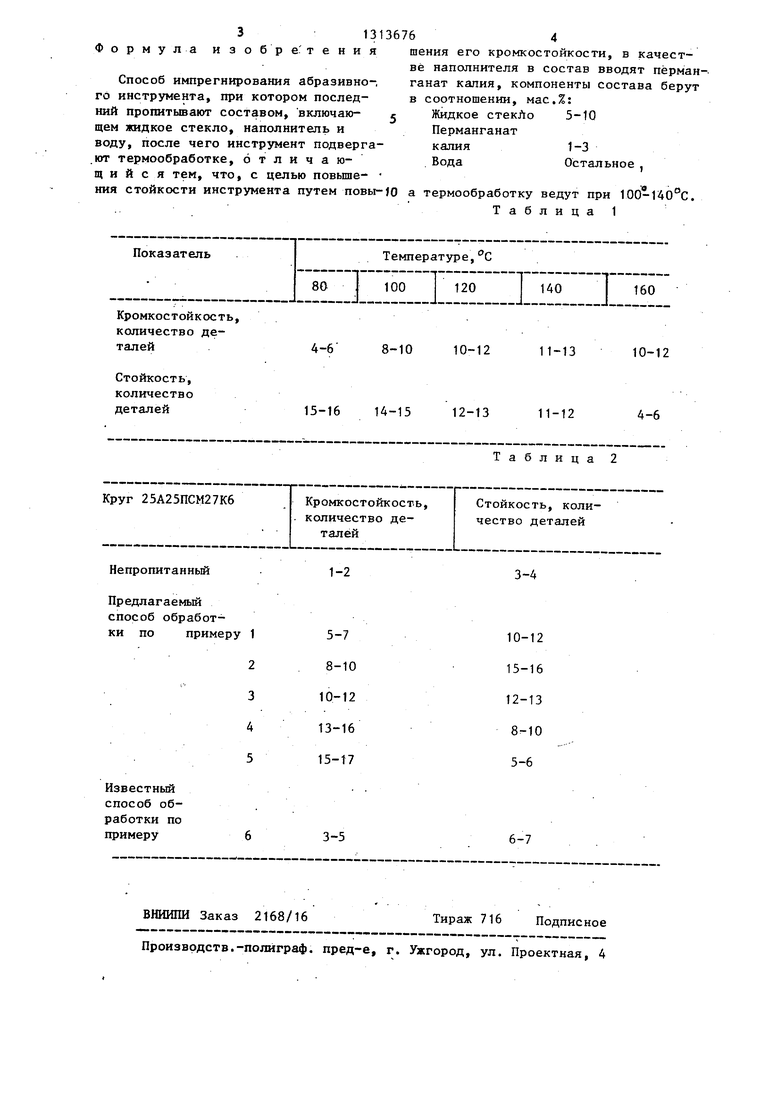
Результаты испытаний сведены в табл.1.
Как видно из табл,1, оптимальной температурой термообработки является .
Пример 1. Готовили раствор, содержащий, мас.%:жидкое стекло 3,
перманганат калия 0,5-, вода остальное.
После пропитки раствором круги тер- мообрабатывали при 120°С в течение 3ч.
И р и м е р 2. Готовили раствор; содержащий, мас.%: жидкое стекло 5; перманганат калия , вода остальное. После пропитки круги термообрабаты- вали при 120°С в Течение 3 ч.
П р и м е р 3. Круги пропитывали раствором, содержащим, мас.%: жидкое Стекло 7, перманганат калия 2; вода .остальное. Пропитанные круги термо- обрабатьшапи при в течение 3ч. Пример4. Круги пропитывали раствором. Содержащим мас.%; жидкое стекло 10; перманганат калия 3-, вода остальное. Пропитанные круги тер- мообрабатывали при 120 С в течение 3 ч.
П р и м е р 5. Круги пропитывали раствором, содержащим, мас.%: жидкое стекло 12; перманганат калия 4; вода остальное. Пропитанные круги термообрабатывали при 120°С в течение 3ч,
П р и м е р 6. Круги пропитьшапи раствором по известному способу, содержащим, масЛ: жидкое стекло 23; алюминиевый порошок 7; вода остальное. Пропитанные круги термообрабатывали при в течение 3 ч. Результаты испытаний сведены в табл.2.
Как видно из табл.2, лучшие результаты обеспечивают круги, обра- ботанные по примерам 2-4. Выход годных деталей повышается до 5-10 раз по сравнению с непропитанным кругом :И до 2-4 раз по сравнению с известным способом.
Формула изобре тения
Способ импрегнирования абразивного инструмента, при котором последний пропитьшают составом, включающем жидкое стекло, наполнитель и воду, после чего инструмент подвергают термообработке, отличающ и и с я тем, что, с целью повыше-
НИН стойкости инструмента путем повы-)0 а термообработку ведут при 100-140 с.
Таблица 1
ПоказательТемпературе,С
80 I 100 1 120 I 140 I 160
Кромкостойкость, количество деталей4-6 8-10 10-12 11-13 10-12
Стойкость, количество деталей15-16 14-15 12-13 11-12 4-6
Таблица2
Круг 25А25ПСМ27К6 Кромкостойкость, Стойкость, коликоличество де- чество деталей талей
еру 1
2 3
4 5
6
1-2
5-7
8-10
10-12
13-16
15-17
3-5
шения его кромкостойкости, в качестве наполнителя в состав вводят пёрман- ганат калия, компоненты состава берут в соотношении, мас.%:
Жидкое стекЛо 5-10
Перманганат
калия1-3
ВодаОстальное ,
3-4
10-12 15-16 12-13
8г-10
5-6
6-7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ импрегнирования абразивного инструмента | 1989 |
|
SU1684009A2 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1986 |
|
SU1313679A2 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Способ обработки абразивного инструмента | 1987 |
|
SU1504079A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1472234A1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1386436A1 |
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
Изобретение относится к производству абразивного инструмента. Целью изобретения является повышение кромкостойкостн абразивного инструмента и достигается за счет повышения прочности связующего и уменьшения коэффициента трения между режу- щетрущейся поверхностью абразивного круга и обрабатываемым материалом, для чего абразивный инструмент пропитьгеают водным раствором, содержащим следующие ингредиенты, мас.%: жидкое стекло 5-10, перманганат калия 1-3; вода остальное, и подвергают затем термической обработке при 100-140 с. Изобретение может быть использовано для улучшения зксплуа- тационных свойств абразивного инструмента при.его изготовлении. 2 табл. i (Л
| Состав для пропитки абразивных инструментов на керамической связке | 1975 |
|
SU656822A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
