Изобретение относится к производству абразивного инструмента на керамической связке для шлифования преимущественно жаропрочных никелевых сплавов и является дополнительным к основному по авт.св. № 1602721.
Целью изобретения является повышение кромкостойкости абразивного инструмента.
Инструмент до импрегнирования составом, содержащим жидкое стекло, перманганат калия и воду, предварительно пропитывают 0,5-1,5%-ным водным раствором кремнефторида щелочного металла.
Предварительная пропитка абразивного инструмента кремнефторидом щелочного металла (калия или натрия) обеспечивает повышение прочности пленки жидкого стекла без увеличения содержания жидкого стекла в пропиточном составе. При этом условия размещения стружки в порах круга сохраняются удовлетворительными, поэтому круг не засаливается и не приводит к образованию шлифовочных трещин.
Образующиеся при гидролизе кремнефторида ионы фтора повышают кислотность поверхности керамической связки и электрокорундового зерна. Это способствует более глубокому протеканию процессов поликонденсации жидкого стекла, повышению прочности клеевой пленки и, как следствие, росту кромкостойкости инструмента. Кроме того, применение кремнефторида повышает-модуль жидкости стекла, что также повышает прочность клеевой пленки и устойчивость к воздействию водных СОЖ
При содержании кремнефторида монее 0,5% в растворе не обеспечивается упрочнение клеевой пленки; при увеличении содержания более 1,5% происходит разупрочнение пленки жидкого стекла ввиду избыточного содержания ионов фтора, которые при реагировании с жидким стеклом образуют летучий тетрафторид кремния.
Кремнефториды щелочных металлов (калия и натрия) являются эквивалентами,
(J
С
о
00
4 О О Ч)
N3
так как при их гидролизе образуются аналогичные ионы, что приводит к близким результатам.
Шлифовальные круги пропитывались сначала водным раствором кремнефторида щелочного металла, затем сушились на воздухе, после этого пропитывались водным раствором жидкого стекла и перманганата калия, вновь сушились и окончательно тер- мообрабатывались при 180-250°С.
Пример. При круглом шлифовании деталей из жаропрочного никелевого сплава ЖС-6У-ВИ. кругами характеристики 25А.40-П.СМ1-СМ2.К определялась кром- костойкость кругов по числу правок на 1 деталь, а также качество обработанной поверхности по наличию трещин.
Режимы шлифования: скорость круга 27 м/с, скорость детали 30-50 м/мин, радиаль0
5
0
ная и осевая подача ручная. Припуск 1-2 мм.
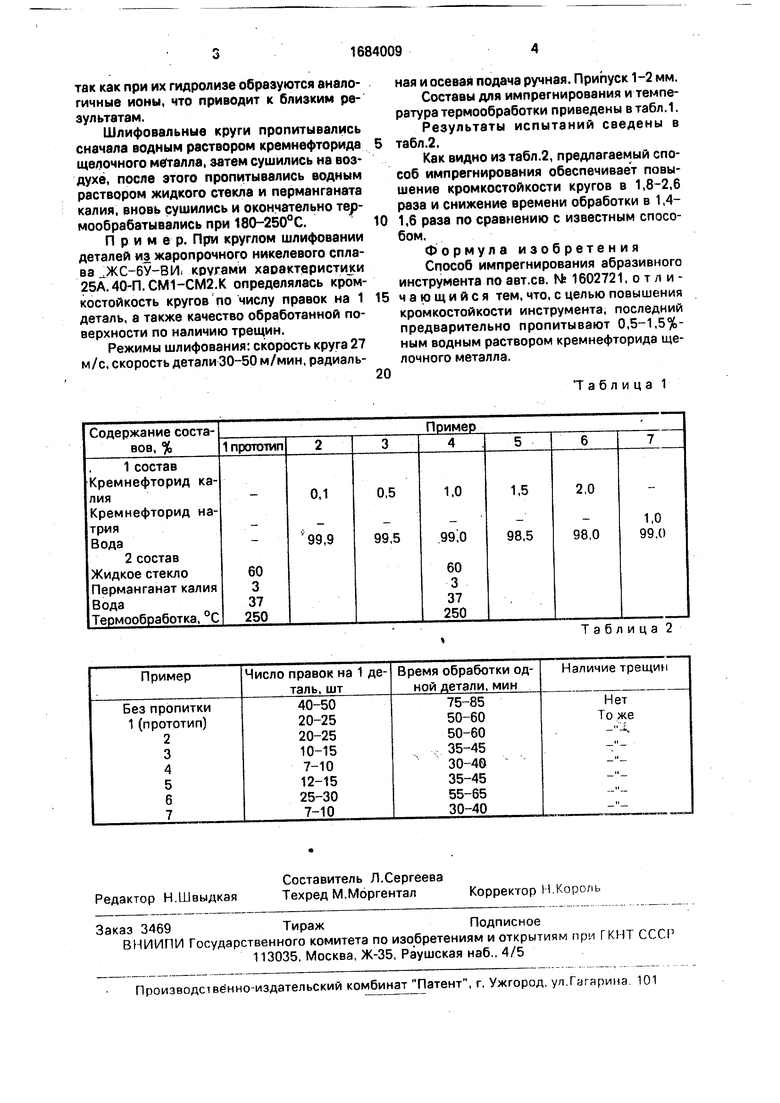
Составы для импрегнирования и температура термообработки приведены в табл.1.
Результаты испытаний сведены в табл.2.
Как видно из табл.2, предлагаемый способ импрегнирования обеспечивает повышение кромкостойкости кругов в 1,8-2,6 раза и снижение времени обработки в 1,4- 1,6 раза по сравнению с известным способом.
Формула изобретения
Способ импрегнирования абразивного инструмента по авт.св. № 1602721, отличающийся тем, что, с целью повышения кромкостойкости инструмента, последний предварительно пропитывают 0,5-1,5%- ным водным раствором кремнефторида щелочного металла.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1313676A1 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Способ обработки абразивного инструмента | 1987 |
|
SU1504079A1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
Изобретение относится к производству абразивного инструмента на керамической связке для шлифования, преимущественно, жаропрочных никелевых сплавов. Цель изо- бретеня - повышение кромкостойкости абразивного инструмента. Инструмент до импрегнирования составом, содержащим жидкое стекло, перманганат калия и воду, предварительно пропитывают 0.5-1,5 %- ным водным раствором кремнефторида щелочного металла.2 табл.
Таблица 2
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
