Изобретение относится к машиностроению, а именно к производству абразивного инструмента на керамической связке.
Цель изобретения - расц1ирение технологических воз.можностей инструмента, выражающееся в повышении его твердости, кром- костойкости, а также снижение прижогооб- разования при обработке труднообра)аты- ваемых материалов.
Согласно способу пропитку инструмента осуществляют в )астворе, содержащем поливиниловый спирт (ПВС) в количестве 0,5-10 Mac. Vo и воду, а термообработку ведут в диапазоне 100- 160° в течение 3-5 ч. При этом происходят полимеризация ПВС, имеющего высокую адгезионную активность к кера.мической связке, и образование прочной пленки в структуре инструмента. При необходимости использовать пропитанный инструмент на операциях абразивной обработки с применением СОЖ его подвергают термообработке по меньшей мере два раза в указанном интервале температур. Дополнительная термообработка повышает влагостойкость образующейся в порах инструмента полимерной пленки.
Изменение содержания ПВС менее (). мас.% не приводит к изменению свойств абразивного инструмента, повышение eio со держания свыше 10 мас.% приводит к .значительному повышению вязкости раствора, что затрудняет пропитку.
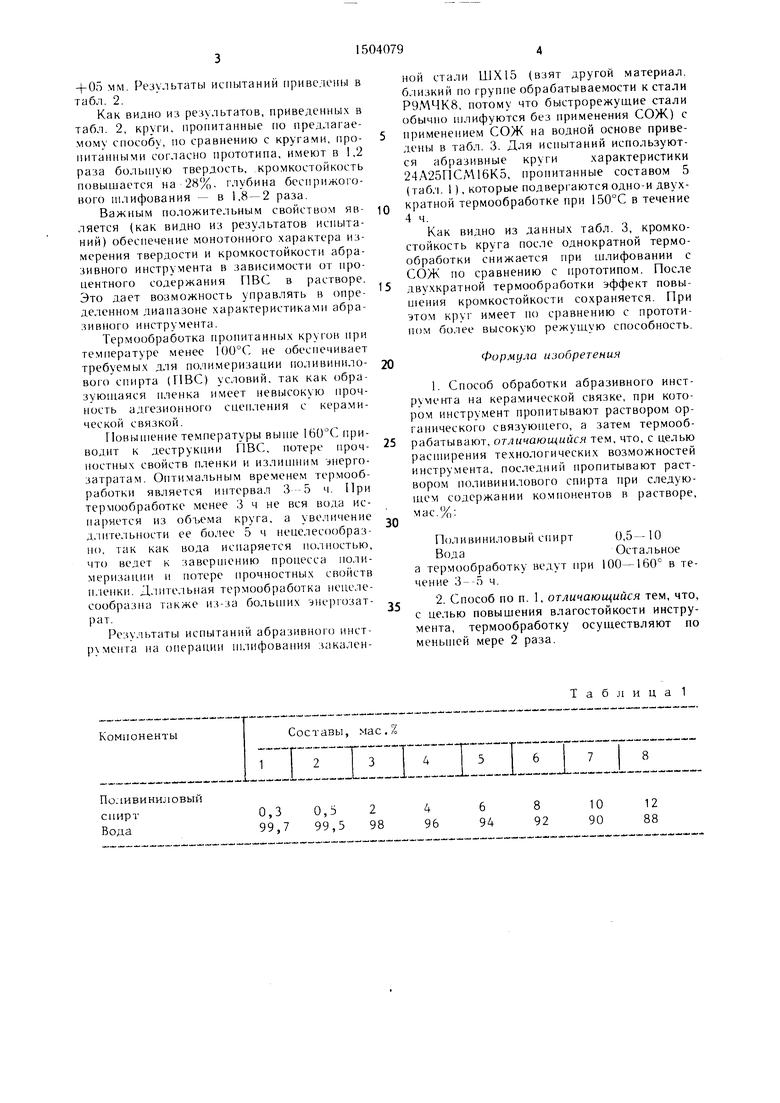
Для определения оптимального содержания ПВС испытываются абразивные круги на керамической связке характеристики 24А25ПСМ16К5, пропитанные в водных растворах ПВС с различным его содержанием методом свободного капиллярного поднятия погружением на 0,5-0,8 высоты круга и выдержки в течение 15-18 мин. Сушка кругов проводится при 150°С в течение 3 ч (см. табл. 1).
Эффективность пропитки оценивается по увеличению степени .твердости, кромкостой- кости, глубине бесприжогового шлифования по сравнению с известным способом пропитки. Твердость кругов контролируется путем измерения глубины лунки на пескоструйном приборе «Калибр до пропитки (Лц) и после пропитки (hof). Кромкостойкость определяется путе.м шлифования профильных деталей из стали Р9М4К8 с углом профиля при вершине 20° и радиусом при вершине 1 +
сл
СП
;о
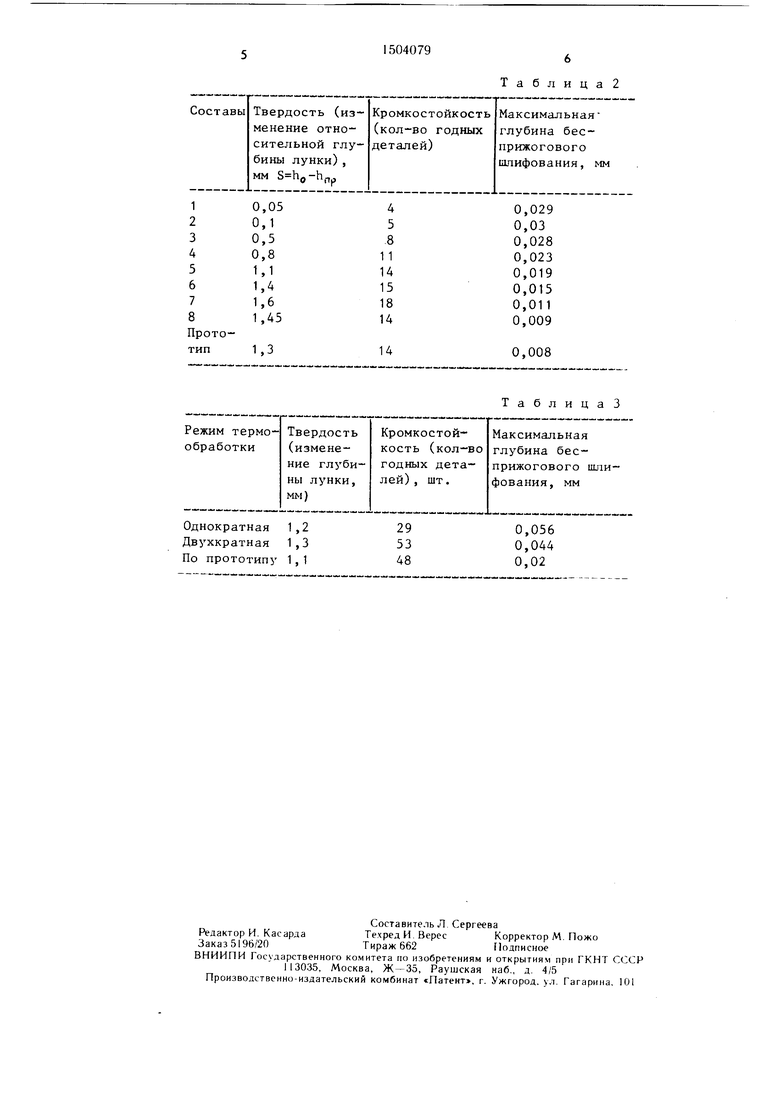
+ 05 мм. Результаты испытаний привсле1п 1 в табл. 2.
Как видно из результатов, приведенны.ч в табл. 2, круги, пронитанные ю предлагаемому способу, по сравнению с кругами, пропитанными согласно прототипа, имеют в 1,2 раза больн1ую твердость, .кромкостойкость повышается на 28%. глубина бесприжого- иого шлифования в 1,8-2 раза.
Важным положительным свойством является (как видно из результатов испытаний) обеспечение монотонного характера измерения твердости и кромкостойкости абразивного инструмента в зависимости от нро- центного содержания ПВС в растворе. Это дает возможность управлять в определенном диапазоне характеристиками абразивного инструмеь1та.
Термообработка пропитанных кругов нри температуре менее 100°С не обеспечивает требуемых для полимеризации поливинилового спирта (ПВС) условий, так как образующаяся пленка имеет невысокую прочность адгезионного сцепления с керамической связкой.
Повьипение температуры вын1е 160°С приводит к деструкции ПВС, потере прочностных свойств пленки и изли1нним энергозатратам. Оптимальным временем термообработки является интервал 3--5 ч. При термообработке менее 3 ч не вся вода ис- нарнется из объема круга, а увеличение д,1ите;1ьности ее более 5 ч нецелесообразно, так как вода испаряется полностью, что ведет к заверн1ению процесса полимеризации и потере прочностных свойств пленки. Длительная термообработка нецелесообразна также из-за болыних унер1 озат- рат.
Результаты испытаний абразивного ипст- р мента на операции шлифования закален
ной стали ШХ15 (взят другой материал, близкий по группе обрабатываемости к стали Р9МЧК8, потому что быстрорежущие стали обычно шлифуются без применения СОЖ) с применением СОЖ на водной основе приведены в табл. 3. Для иснытаний используются абразивные круги характеристики 24А25ПСЛ 16К5, пропитанные составом 5 (табл. 1), которые подвергаются одно-и двухкратной термообработке при 150°С в течение 4 ч.
Как видно из данных табл. 3, кромкостойкость круга после однократной термообработки снижается при шлифовании с СОЖ по сравнению с прототипом. После двухкратной термообработки эффект повышения кромкостойкости сохраняется. При этом круг имеет но сравнению с прототипом более высокую режупдую способность.
Формула изобретения
1.Способ обработки абразивного инструмента на керамической связке, при котором инструмент пропитывают раствором органического связующего, а затем термооб- рабатывают, отличающийся тем, что, с целью расншрения технологических возможностей инструмента, последний пропитывают раствором поливинилового спирта при следующем содержании компонентов в растворе, мас.%;
Поливиниловый спирт0,5--10
ВодаОстальное
а термообработку ведут при100-160° в течение 3--5 ч.
2.Способ по п. 1, отличающийся тем, что, с целью повышения влагостойкости инструмента, термообработку осуш,ествляют по меньшей мере 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1284812A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1283069A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1386436A1 |
Изобретение относится к области машиностроения, а именно к производству абразивного инструмента на керамической связке. Целью изобретения является расширение технологических возможностей инструмента. Пропитку инструмента осуществляют в растворе, содержащем, мас.%: поливиниловый спирт 0,5-10
вода остальное. Затем инструмент термообрабатывают при 100-160°С в течение 3-5 ч. При необходимости использовать пропитанный инструмент на операциях образивной обработки с применением СОЖ его подвергают термообработке по меньшей мере два раза в указанном интервале температур. Повторная термообработка повышает влагостойкость инструмента. 1 з.п.ф-лы, 3 табл.
Таблица 1
Таблица 2
б л и ц а 3
| Состав для импрегнирования абразивных инструментов | 1976 |
|
SU631325A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
