Ю 5 7 7Z 1
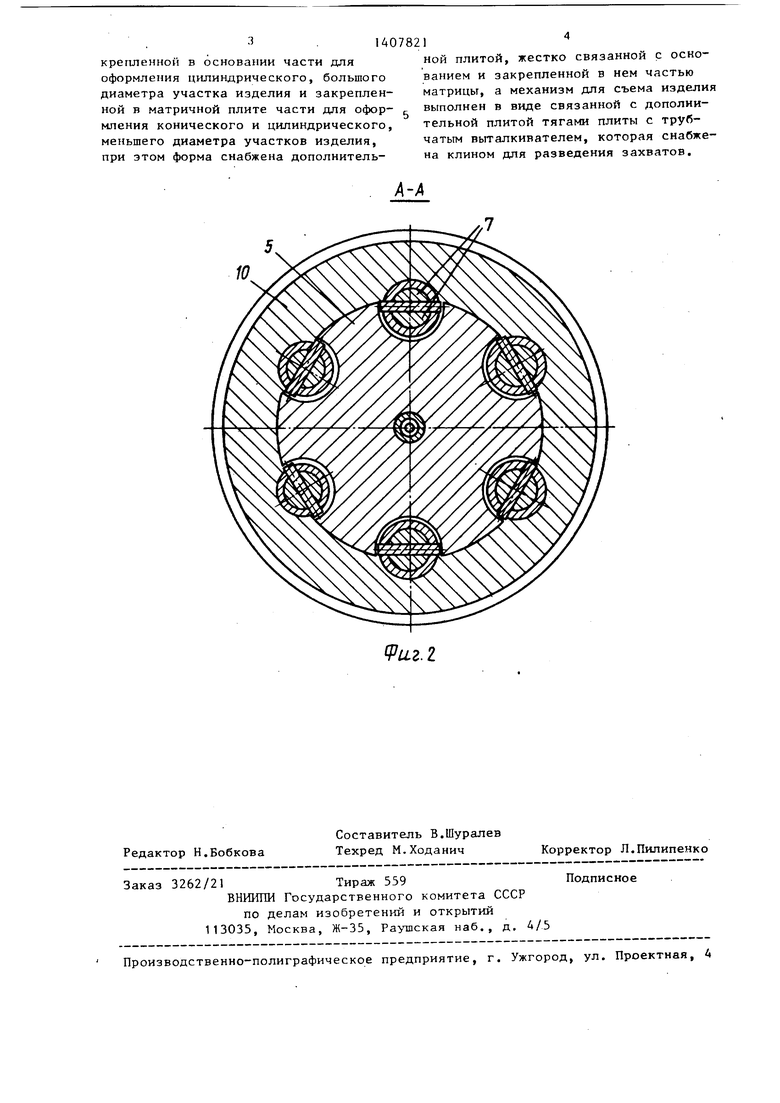
участком и сократить расходы полимера на литники. Для этого пуансон 6 закреплен g основании 3 формы, а матрица выполнена составной из закрепленной в основании 3 части для оформления цилиндрического, большего диаметра участка изделия и закрепленной в матричной плите 2 части 5 для оформления конического и цилиндрического, меньшего диаметра участков изделия. Механизм для съема изделия выполнен в виде связанной с дополни7821
тельной плитой 8 тягами плиты 10 с трубчатым вытапкивателем. Плита 10 снабжена клином 12 для разведения захватов 7, удерживающих изделие при раскрытии формы. При раскрытии формы изделие, удерживаемое закрепленными в литниковой плите 1 захватами 7, снимается с пуансона 6 и затем после освобождения захватов от клина 12 удаляется из формы трубчатым выталкивателем при перемешении плиты 10. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
Изобретение относится к литье- fвым формам для изготовления полых, длинномерных изделий из термопластичных полимеров. Цель изобретения - обеспечить возможность изготовления ступенчатых изделий с коническим
1
Изобретение относится к технологической оснастке для изготовления полимерных изделий.
Цель изобретения - обеспечение возможности изготовления ступенчатых изделий с коническим участком и сокращение расхода полимера на литники
На фиг.1 показана литьевая форма, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Литьевая форма содержит литниковую плиту 1, жестко связанную с ней матричную плиту 2 с матрицей, котора выполнена составной из закрепленной в основании 3 части 4 для оформления цилиндрического, большого диаметра участка изделии и закрепленной в матричной ллите 2 части 5 для оформления конического и цилиндрического, меньшего диаметра участков изделия. Пуансон 6 установлен в основании 3.
Шарнирно соединенные захваты 7 для удержания изделия при раскрытии формы закреплены в литниковой плите 1. Форма снабжена дополнительной плитой 8, жестко связанной с основанием 3 и закрепленной в нем частью 4 матрицы. Механизм для съема издели вьтолнен в виде связанной с дополни- тельной плитой 8 тягами 9 плиты 10с трубчатым выталкивателем 11. Плита 1 снабжена клином 12 для разведения захватов 7. Задержка 13 центрального литника закреплена в дополнительной плите 8.
Такое конструк-тивное решение позволяет изготовлять в форме ступенчатые по диаметру, с промежуточным
JQ
J5
о
0
5
5
коническим участком изделия, а также обеспечить подвод полимера, не растягивая литниковый канал по длине изделия 1 4.
Форма работает следу;ощим образом.
После впрыска расплава и технологической вьщержки форма раскрывается, литниковая система извлекается из каналов и литниковой втулки задержкой 13, а изделие, удерживаемое захватами 7 в части 5 матрицы, снимается с пуансона 6.
При дальнейшем раскрытии формы дополнительная плита 8 посредством тяг 9 перемещает плиту 10, в результате чего клин 12 освобождает захваты 7, .которые сводятся трубчатым выталкивателем 1I. Последний после этого удаляет изделие 14 из части 5 матрицы.
Формула изобретения
Литьевая форма для изготовления полых длинномерньк изделий, содержащая литниковую плиту, жестко связанную с ней матричную плиту с матрицей, пуансон, щарнирно соединенные захваты для удержания изделия при раскрытии формы, механизм для съема изделия и основание, отличающаяся тем, что, с целью обеспечения возможности изготовления ступенчатых изделий с коническим участком и сокращения расхода полимера на литники, пуансон установлен в основании, захваты закреплены в литниковой плите, матрица выполнена составной из за3 . 140782 крепленной в основании части для оформления цилиндрического, большого диаметра участка изделия и закрепленной в матричной плите части для офор- мления конического и цилиндрического, меньшего диаметра участков изделия, при этом форма снабжена дополнитель10
1
ной плитой, жестко связанной с основанием и закрепленной в нем частью матрицы, а механизм для съема изделия выполнен в виде связанной с дополнительной плитой тягами плиты с трубчатым выталкивателем, которая снабжена клином для разведения захватов.
VLLZ.Z
