S t
Изобретение относится к транспорт ным средствам и может быть использовано в помещениях различной категории взрывопожароопасности для транспортирования изделий и их накопления при вьтолнении различных технологических операций в условиях обычных или гибких автоматизированных производств.
Цель изобретения - повышение производительности устройства.
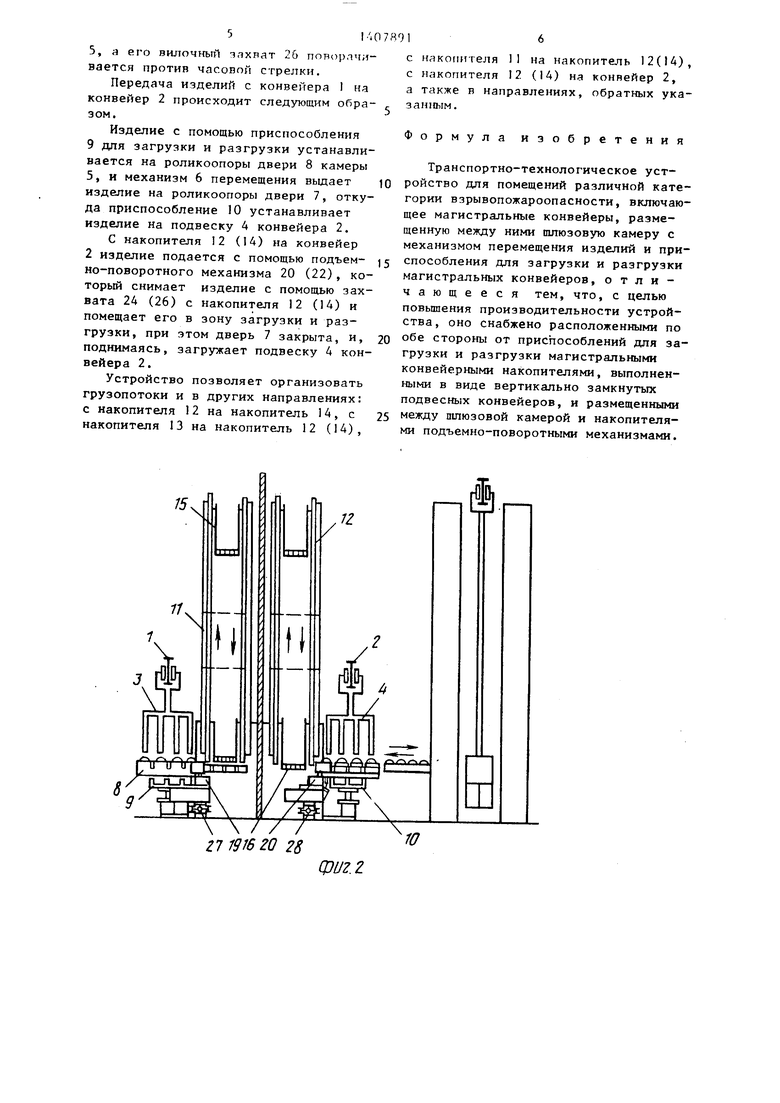
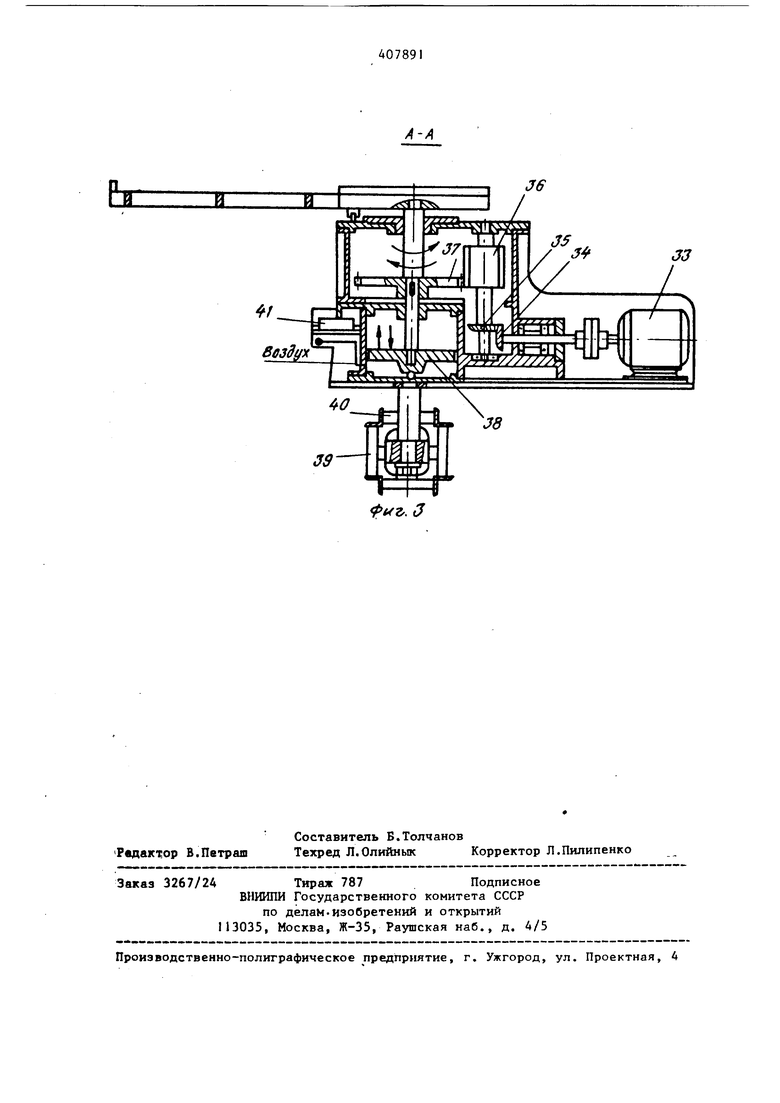
На фиг.1 изображено транспортно- технологическое устройство, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.1.
Устройство содержит магистральные подвесные конвейеры 1 и 2 с подвесками 3 и 4, размещенную между Ними шлюзовую камеру 5 с механизмом 6 перемещения изделий и откидываювди Шся дверями 7 и 8, приспособления 9 и 10 для загрузки и разгрузки конвейеров 1 и 2, накопители 11-14 с подвесками 15-18, подъемно-поворотные механизмы 19-22 с захватами 23-26 в виде горизонтальной вилки, установленньш с возможностью перемещения по консолям 27-30, и систему приводных реверсив
нической зубчатс й пары 34 и 35 и цилиндрической зуСчатой пары 36 и 37. Подъем осуществляется путем подачи воздуха под поршень 38. Подъемно-поворотные механизмы 19-22 установлеиы с возможностью перемещения по коисо- лям 27-30, жестко соединены с шлюзовой камерой 5 по обе стороны от мест загрузки и разгрузки. Консоли 27-30 представляют собой жесткую конструкцию из четьфех уголков, внутри которых перемещаются ролики 39 и 40 под действием пневмопривода 41.
Устройство имеет систему автоматического управления. Для нормальной организации транспортирования изделий через зоны накопления и места перегрузки соотношение скоростей магистральных конвейеров, конвейерных накопителей и механизма перемещения шлюзовой камеры должно быть таким, чтобы цикл перегрузки изделий по времени был кратным шагу подвески транспортируемого изделия.
Устройство работает следующим образом.
По ходу конвейера 1 расположены раз.тичные участки технологической
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи изделий в помещении разной категории взрывопожароопасности | 1985 |
|
SU1288137A1 |
| ПЕРЕГРУЖАТЕЛЬ ТАРНО-ШТУЧНЫХ ГРУЗОВ | 2000 |
|
RU2203213C2 |
| Устройство для передачи изделий с конвейера на конвейер в помещениях разной категории взрывопожароопасности | 1983 |
|
SU1113338A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Устройство для передачи изделий с конвейера на конвейер в помещениях разной категории взрывопожароопасности | 1984 |
|
SU1260308A2 |
| Система распределения изделий по местам назначения | 1981 |
|
SU1147653A1 |
| Склад для хранения цилиндрических изделий | 1982 |
|
SU1036628A1 |
| Устройство для перегрузки изделий | 1977 |
|
SU686953A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1726259A1 |
| Кран-штабелер транспортно-накопительной системы | 1987 |
|
SU1615077A1 |
Изобретение относится к транспортным средствам и м.б. использовано при транспортировании и накоплении изделий (И) при вьтолнении различных технологических операций в условиях обычных или гибких автоматизированных производств. Цель изобретения - повышение произв-сти. Устр- во включает магистральные конвейеры 1 и 2, размещенную между ними шлюзовую камеру 5 с механизмом (М) 6 перемещения И и откидывающимися дверями 7, приспособления для загрузки и разгрузки конвейеров 1 и 2, накопители (Н) 11-14, подъемно-поворотные М 19- 22. Последние размещены между камерой 5 и Н 11-14, выполненными в виде вертикально замкнутых подвесных конвейеров и установленными по обе стороны от приспособлений для загрузки и разгрузки. Выполненные однотипными М 19-22 содержат захваты 23-26 в виде горизонтальной вилки. Захват 24 подводится под дверь 7, поднимаясь, подхватывает И и поворачивается на 180 по часовой стрелке. Затем входит в зону движения Н 12, подвеска которого подхватывает при движении вверх И с захвата 24. Последний обратным движением выходит из зоныН 12. Т.обр. И накапливаются на Н 12. Зил. § (Л
ных рольгангов 31, связывающутй шлюзо- Q обработки, причем каждому участку
вую камеру 5 со складским комплексом 32. Помещения разной категории взрывопожароопасности обозначены Б и В (фиг.1).
Накопители 11-14 представляют собой вертикально замкнутые подвесные конвейеры и могут быть установлены в свободных зонах, образующихся по обеим сторонам шлюзовой камеры 5. Шлюзовая камера 5 с механизмом 6 перемещения представляет собой герметичный полый корпус с откидывающимися дверями 7 и 8 , внутри которого размещен механизм 6 перемещеьшя изделий в виде приводного рольганга и роликов, расположенных на внутренних поверхностях дверей 7 и 8. Приспособления 9 и 10 для загрузки и разгрузки представляют собой заква1Ъ1 вильчатого типа, смонтированные на дверях 7 и 8, в которых выполнены пазы для прохода вилки захвата.
Подъемно-поворотные механизмы 19- 22 выполнены однотипными (фиг.З) и содержат захваты 23-26 в виде горизонтальной вилки, соединенные с меха низмом поворота и механизмом подъема. Механизм поворота имеет привод от электродвигателя 33 и состоит из ко35
40
45
50
-55
соответствует определенный тип под вески (длина, шаг подвески).
Часть из сосредоточенных на складском комплексе изделий с разл ных участков технологической обраб ки требуется передать в помещение на конвейер 1. В отсутствие накопи лей (складов) 11-14 конвейер 1 раб тал бы вхолостую в ожидании поступ ния изделия со складского комплекс Наличие промежуточных складов 11-1 позволяет избежать нарушения режим технологического процесса.
Со складского комплекса 32 сист а приводных рольгангов 31 доставл ст изделие к шлюзовой камере 5 и о тазля«т его на роликоопорах откину той двери 7. Захват 24 по направля шим консоли 28 подводится под роли опоры двери 7, поднимаясь, подхват вает издбуше, поворачивается на 18 по часовой стрелке и, перемещаясь консоли 28, входит в зону движения промежуточного склада 12, который представляет собой вертикально зам конвейерный накопитель. Фигу ная подвеска 1 б накопителя 12 при движении вверх снимает изделие с з вата 24, который затем, совершая о
35
40
45
50
55
соответствует определенный тип подвески (длина, шаг подвески).
Часть из сосредоточенных на складском комплексе изделий с различных участков технологической обработки требуется передать в помещение В на конвейер 1. В отсутствие накопителей (складов) 11-14 конвейер 1 работал бы вхолостую в ожидании поступле-, ния изделия со складского комплекса. Наличие промежуточных складов 11-1А позволяет избежать нарушения режима технологического процесса.
Со складского комплекса 32 систе- а приводных рольгангов 31 доставля-, ст изделие к шлюзовой камере 5 и ос- тазля«т его на роликоопорах откинутой двери 7. Захват 24 по направляю- шим консоли 28 подводится под ролико- опоры двери 7, поднимаясь, подхватывает издбуше, поворачивается на 180 по часовой стрелке и, перемещаясь по консоли 28, входит в зону движения промежуточного склада 12, который представляет собой вертикально замк- конвейерный накопитель. Фигурная подвеска 1 б накопителя 12 при движении вверх снимает изделие с захвата 24, который затем, совершая обратное движение по направляницим консоли 28, выходит :1оиы движения накопителя 12, Таким образом происходит накопление изделий на промежуточном складе 12. В дальнейшем эти изделия могут быть оперативно введены в технологический процесс.
При заполнении склада 12 можно передавать изделия на промежуточные склады 11 и 13, находящиеся в помещении категории Б. Это происходит следующим образом. Система рольганго 31 доставляет изделие на роликоопоры двери 7 шлюзовой камеры 5, в которой механизм 6 перемещения транспортирует изделие на роликоопоры двери 8. Ближайший к накопителю 13 захват 25 подхватывает изделие с роликоопор двери 8 и, поворачиваясь по часовой стрелке на I80 и перемещаясь по консоли 29, вводит его в зону движения иакопителя 13, где оставляет (аналогично предыдущему случаю) для захвата изделия подвеской 17 накопителя 13. После этого вилка 25 путем обратного движения по консоли 29 выходит из зоны движения накопителя 13. Аналогично происходит движение изделий со складского комплекса на накопитель 1 I ,
Чтобы ввести изделие в технологический процесс, его надо передать с накопителя II (13) на конвейер 1. Для этого захват 23 (25) с помощью подъемно-поворотного механизма 19 (21) размещают в зоне накопителя 11 (13), где с заданной подвески 15 (17) изделие снимают вильчатыми захватами 23 (25) при движении накопителя 11 (13) для передачи на роликоопоры откинутой двери 8, откуда изделие приспособлением 9 перегружается на подвеску конвейера 1.
Устройство позволяет организовать грузопотоки в самых различных направлениях. Допустим, часть изделий требуется передать с конвейера 1 на накопитель 13. Система управления срабатывает так, что захват 25 подъемно- поворотного механизма 2I, ближайшего к накопителю 13, поднимаясь под действием привода механизма 21, снимает изделие с подвески конвейера 1, при этом дверь 8 закрыта. Затем захват 25 под действием подъемно-поворотного механизма 21 поворачивается на 180 по часовой стрелке и вьщвигает- ся по консоли 29 в зону движения на0
5
0
5
0
5
0
5
0
5
копителя 13, откуда подвеска 17 при движении вверх подхватывает издешие с захвата 25, освобождая его с вилки. Захват 25 по консоли 29 совершает обратное движение и выходит из зоны движения накопителя )3.
Пля передачи изделий с накопителя 13 на накопитель II захват 25 по направляющим консоли 29 подается в зону движения накопителя I3 и вилками захвата 25 изделие снимается с подвески 17 накопителя 13. Затем захват 25 по консоли 29 выходит из зоны движения накопителя 13, поворачивается на 180 против часовой стрелки и останавливается в зоне перегрузки. Дверь 8 закрыта. Подъемно-поворотный механизм 19, расположенный с другой стороны шлюзовой камеры 5, захватом 23 снимает изделие с захвата 25 подъемно-поворотного механизма 21 и, поворачиваясь против часовой стрелки и далее двигаясь по консоли 27, входит в зону движения накопителя 1I, где изделие захватывается подвеской 15 накопителя II, а захват 23 выходит из зоны движения накопителя II, совершая обратное движение по консоли 27.
Для передачи изделий с конвейера 1 на накопитель 12 или 14 изделие останавливается напротив двери 8 шлюзовой камеры 5. Дверь 8 открывается, приспособление 9 снимает изделие с подвески 3 конвейера I и ставит его на роликоопоры откинутой двери 8 камеры 5, механизм 6 перемещения которой срабатывает и выдает изделие на роликоопоры двери 7 в помещении другой категории взрывопожа- роопасности, откуда изделие снимает захват 2А ближайшего к накопителю 12 подъемно-поворотного механизма 20, который поворачивается на 180 по часовой стрелке и, двигаясь по консоли 28, вводит изделие в эону движения накопителя 12, подвеска 16 которого снимает изделие с захвата 24. После этого подъемно-поворотный механизм 20 совершает обратное движение и выводит захват 24 из зоны движения накопителя 12.
Аналогично происходит передача изделий на накопитель 14 с той разницей, что задействуется другой подъемно-поворотный механизм, расположенный с другой стороны шлюзовой камерь
,
5, а его вилочный захват 26 поворачивается против часовой стрелки.
Передача изделий с конвейера 1 на конвейер 2 происходит следующим обра зом.
Изделие с помощью приспособления 9 для загрузки и разгрузки устанавли веется на роликоопоры двери 8 камеры 5, и механизм 6 перемещения выдает изделие на роликоопоры двери 7, откуда приспособление 10 устанавливает изделие на подвеску 4 конвейера 2.
С накопителя 12 (14) на конвейер 2 изделие подается с помощью подъемно-поворотного механизма 20 (22), ко торьй снимает изделие с помощью зах вата 24 (26) с накопителя 12 (14) и помещает его в зону загрузки и разгрузки, при этом дверь 7 закрыта, и, поднимаясь, загружает подвеску 4 кон вейера 2.
Устройство позволяет организовать грузопотоки и в других направлениях: с накопителя I2 на накопитель 14, с накопителя 13 на накопитель 12 (14),
//
2S
(puz.z
78916
с накопителя 11 на накопитель 12(14), с накопителя 12 (14) на конвейер 2, а также в направлениях, обратных укаг занпым.
Формула изобретения
Транспортно-технологическое уст10 ройство для помещений различной категории взрывопожароопасности, включающее магистральные конвейеры, размещенную между ними шлюзовую камеру с механизмом перемещения изделий и способления для загрузки и разгрузки магистральных конвейеров, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено расположенными по
20 обе стороны от приспособлений для загрузки и разгрузки магистральными конвейерными накопителями, выполненными в виде вертикально замкнутых подвесных конвейеров, и размещенными
25 между пшюзовой камерой и накопителями подъемно-поворотными механизмами.
Jff
JJ
фкь. J
| Устройство для передачи штучных грузов с одного конвейера на другой | 1974 |
|
SU578242A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для передачи изделий с конвейера на конвейер в помещениях разной категории взрывопожароопасности | 1983 |
|
SU1113338A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
