11
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечном производстве при высадке деталей (преимущественно крупных) типа стержней и на- лов с утолщением (фланцем) на конце
Цель изобретения - повышение качества изделий и снижение трудоемкости их изготовления путем повышения продольной устойчивости высажи- ваемой части заготовки на каждом из переходов высадки.
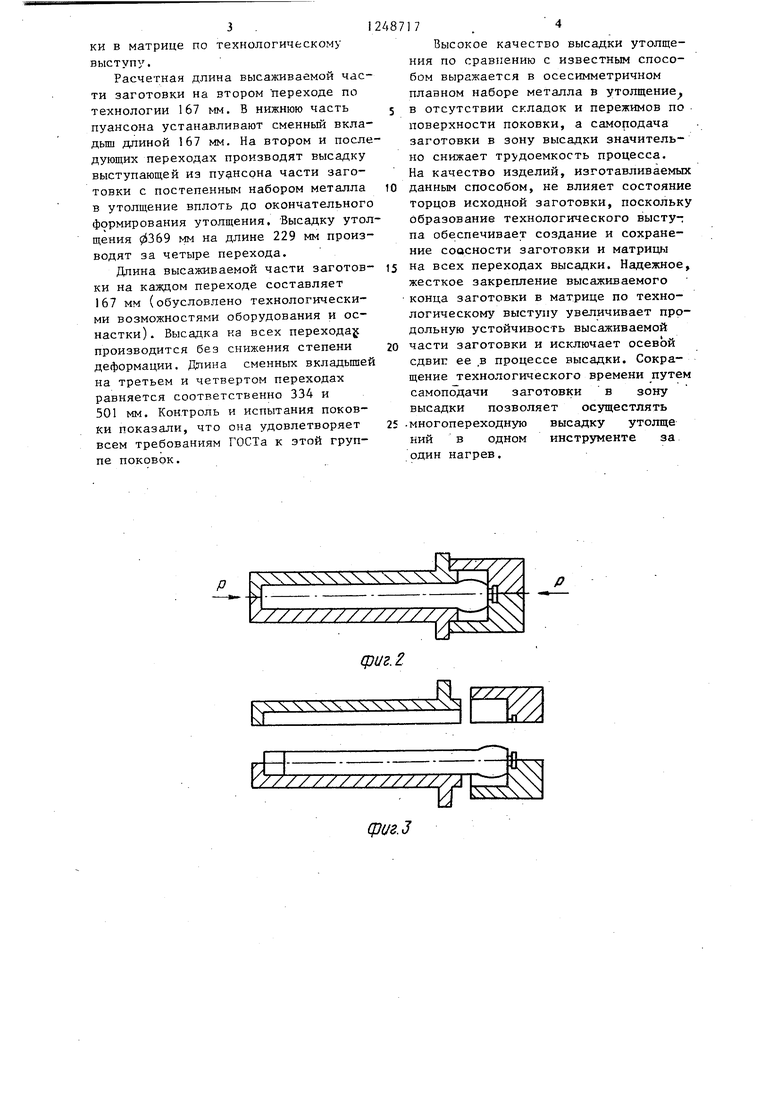
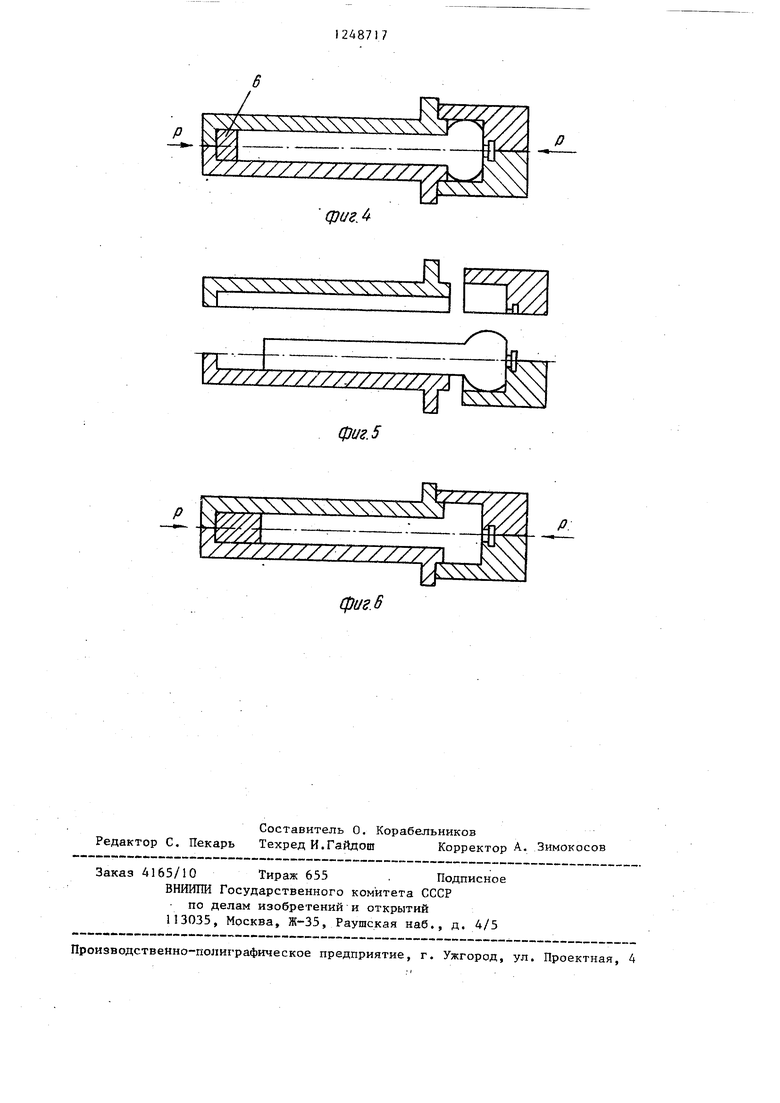
На фиг. 1 показано исходное положение заготовки перед высадкой; на фиг. 2 - первый переход высадки с од новременным выдавливанием металла из формовочной полости материала во вспомогательную с образованием технологического выступа на торце заготовки; на фиг. 3 - положение заготовки в матрице перед вторым переходом высадки; на фиг. 4 - набор металла в утолщение на втором переходе высадки; на фиг. 5 - положение заготовки в матрице перед последним переходом; на фиг. 6 - последний переход высадки утолщения.
Способ осуществляют следующим образом.
В торцовой части формовочной полости разъемной матрицы по линии разъема нижней 1 и верхней 2 ее частей выполнена вспомогательная полость цилиндрической грибовидной (ступенчатой) формы, т.е. с диаметром заходного отверстия меньше диаметра прутковой заготовки 3. Заготовку 3,нагретую до ковочной температуры, размещают в нижней части 4 разъемного пуансона . с упором в торец формовочной по- лости нижней части 1 матрицы, при этом заготовка выступает из пуансона (фиг. 1).
Первоначально смыканием разъемных и подвижных частей 4 и 5 пуансона и матрицы осуществляют зажатие заготовки по ее боковой и торцовым поверхностям, а в процессе дальнейшего смыкания пуансона и матрицы на первом переходе высадки производят одновременное с осадкой выступающей части заготовки выдавливание металла во вспомогательную полость матрицы до образования на конце заготовки технологического выступа (фланца) грибов1адной формы (фиг. 2).
5 0 5
0
5
0
45
50
55
1731
На последующих переходах высадки (фиг, 3-6) осуществляют набор металла в утолщение осадкой выступающей части заготовки 3 до полного формирования утолщения. При этом на всех переходах сохраняют фиксированное положение заготовки 3 в матрице по технологическому вЬштупу, размещая его во вспомогательной полости матрицы. Длину выступающей из пуансона части заготовки 3 устанавлизают посредством размещения сменного вкла- дьш1а 6 в торцовой части пуансона 1 . Пример . Изготавливают поковку вала-шестерни экскаватора ЭКГ-5А из стали 34ХН1М5 имеющую стержневую часть 190 мм и концевое утолщение ф 369 мм на длине 229 мм при общей длине поковки 1277 мм.
Для изготовления поковки берут круглый прокат , 1 90 мм длиной 2008 мм. Вес заготовки 448,5 кг. Кроме обрезки на мерную длину торцы заготовки дополнительной обработке не подвергают. Перед высадкой конец заготовки, предназначенный для вмсад- ки утолщения, нагревают до 1200t +20°С на расчетную длину 950 мм путем поступательного перемещения вдоль оси в активной зоне индуктора установки ТПЧ.
В торцовой части формовочной по- лости разъемной матрицы по линии разъема ее верхней и нижней частей выполняют вспомогательную полость цилиндрической ступенчатой формы. Диаметр заходного отверстия этой полости 50 мм, ширина пояска 30 мм, . диаметр поднутрения глухой полости 65 мм при ширине 20 мм.
Заготовку укладывают в нижнюю часть пуансона с выступанием ее из пуансона на 230 мм (ограничено ходом пресса) и упором в торцовую поверхность фоЕ мовочной полости нижней части матрицы. Воздействием усилия пресса при смыкании пуансона и матрицы на первом переходе осуществляют одновременно с высадкой выступающей части заготовки выдавливание металла во вспомогательную полость матрицы до образования на конце заготовки технологического выступа грибовидной формы выступа диаметром 65 мм и шириной 20 мм. При размыкании пуансона и матрицы заготовку вытягивают из пуансона на величину хода пресса 230 мм за счет фиксирования заготовки в матрице по технологическому выступу.
Расчетная длина высаживаемой части заготовки на втором переходе по технологии 167 мм. В нижнюю часть пуансона устанавливают сменный вкладыш длиной 167 мм. На втором и после дующих переходах производят высадку выступающей из пуансона части заготовки с постепенным набором металла в утолщение вплоть до окончательного формирования утолщения. Высадку утол щения 0369 мм на длине 229 мм производят за четыре перехода.
Длина высаживаемой части заготовки на каждом переходе составляет 167 мм (обусловлено технологическими возможностями оборудования и оснастки). Высадка на всех перехода производится без снижения степени деформации. Длина сменных вкладьщ1ей на третьем и четвертом переходах равняется соответственно 334 и 501 мм. Контроль и испытания поковки показали, что она удовлетворяет всем требованиям ГОСТа к этой группе поковок.
48717 . 4
Высокое качество высадки утолщения по сравнению с известным способом выражается в осесимметричном плавном наборе металла в утолщение
5 в отсутствии складок и пережимов по поверхности поковки, а самоподача заготовки в зону высадки значительно снижает трудоемкость процесса. На качество изделий, изготавливаемых
10 данным способом, не влияет состояние торцов исходной заготовки, поскольку образование технологического выступа обеспечивает создание и сохранение соосности заготовки и матрицы
15 на всех переходах высадки. Надежное, жесткое закрепление высаживаемого конца заготовки в матрице по технологическому выступу увеличивает продольную устойчивость высаживаемой
20 части заготовки и исключает осевой сдвиг ее ,в процессе высадки. Сокращение технологического времени путем самоподачи заготовки в зону высадки позволяет осущестлять
25 .многопереходную высадку утолще НИИ в одном инструменте за один нагрев.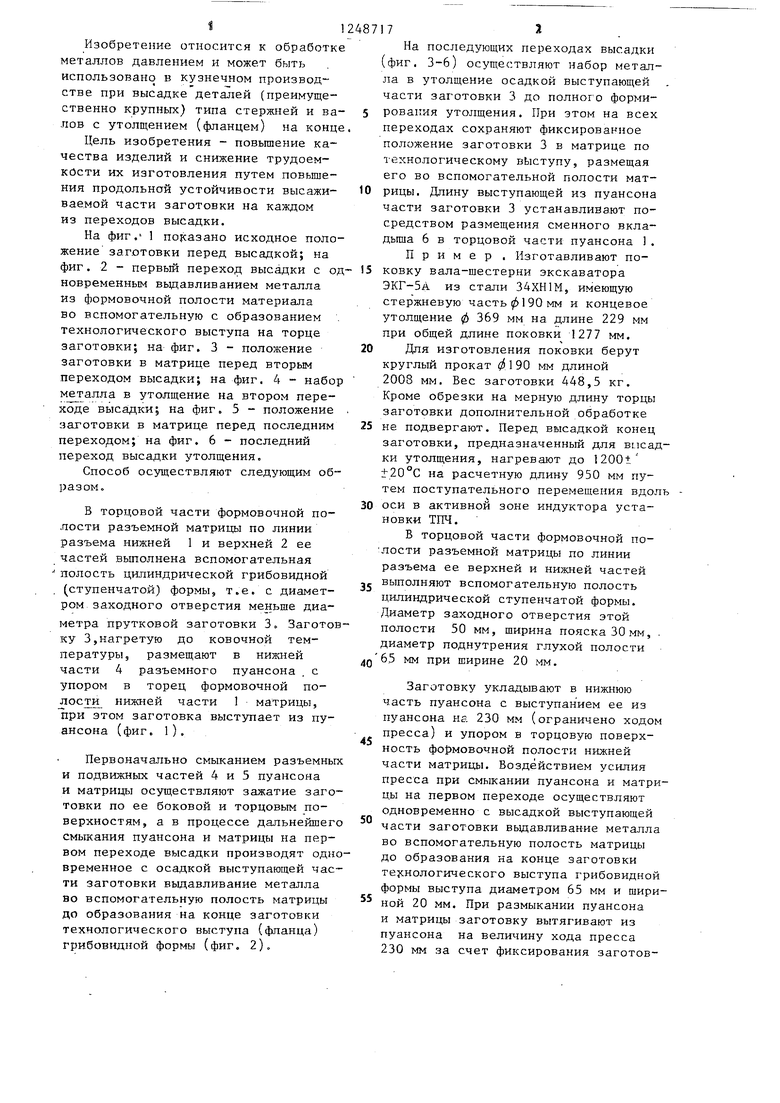
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| СПОСОБ ШТАМПОВКИ ВЫСАДКОЙ ПОЛОГО ТОНКОСТЕННОГО УТОЛЩЕНИЯ СФЕРИЧЕСКОЙ ФОРМЫ НА СТЕРЖНЕВОЙ ЧАСТИ ПОКОВКИ С ФЛАНЦЕМ И КОНЦЕВЫМ УЧАСТКОМ | 2008 |
|
RU2374029C1 |
| Способ высадки утолщений на стержнях | 1980 |
|
SU897374A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| Способ изготовления изделий со сквозным отверстием и стаканов | 1987 |
|
SU1551469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления стержневых деталей с утолщением | 1988 |
|
SU1690935A1 |

Ч
/ / / / /////////7
(риг.2
.З
фиг,
фиг. 5
фиг. 6
| Ковка и штамповка цветных металлов: Справочник/Под ред | |||
| Н.И | |||
| Кор- неева, М., 1971, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| , Патент США № 3713320, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
