Изобретение относится к области управления процессом электродуговой сварки электромагнитным полем и может быть использовано пэи сварке плавящимся и неплавящимся электродами в среде защитных газов и под флюсом.
Известна горелка для управления процессом сварки электромагнитным полем, содержащая ствол для подвода тока к электроду, сопло и установленный соосно соплу неплавящийся электрод, нерабочий конец которого навит по спирали,
Изготовление неплавящегося электрода такой формы значительно увеличивает расход дефицитного материала, идущего на его изготовление, т.к. спиральная часть электрода не используется для сварки, кроме того срок использования спиральной части электрода ограничен сроком использования рабочей его части, которая имеет небольшую длину, значительно меньшую длины спиральной части электрода, Увеличение ж г длины рабочей части электрода невозможно, т.к. тогда магнитное поле, создаваемое током, проходящим по спиральной части неплавящегося электрода, не будет оказывать на процесс электродуговой сварки заметного влияния. Из-за малой длины раоочей части электрода требуется частая замена электоода вместе со
спиральной его частью, что еще больше увеличивает затраты дефицитных материалов, идущих на изготовление неплавящихся электродов.
Вместе с тем технологические возможности горелки ограничены: конструкция горелки не обеспечивает возможность сварки плавящимся электродом ; потиере износа рабочей части электрода расстояние от места сварки до спиральной его части меняется, что приводит к нарушению условий сварки, а значит нарушает стабильность процесса сварки; отсутствует регулировка величины электромагнитного поля в месте сварки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является горелка, содержащая ста о.-, спиральный токоподвод, выполненный раздельно от ствола и электрода, причем горел ка снабжена стержневым керамическим электрододержателем, выполненным с то- коподводящим элементом в виде шайбы, расположенном на его рабочем торце, .а спиральный токоподвод расположен на элект- рододержателе в контакте с токоподводящим элементом.
Недостатком этой горелки являются в частности: невозможность применения ее для сварки плавящимся электродом и невозс/
С
можность регулировки величины магнитного поля в зоне сварки.
Целью изобретения является расширение технологических возможностей гореяки путем применения ее как для сварки неплавящимся, так и для сварки плавящимся электродом, а также путем регулировки величины магнитного поля в зоне сварки.
Указанная цель достигается тем, что внутри или в нижней части спирального то- коподвода расположен подвижной токо- подводящий узел с возможностью перемещения вдоль оси спирального токо- подвода, а в спиральном токоподводе предусмотрено устройство для крепления подвижного токоподводящего узла, например, стопорный винт, размещенный на боковой поверхности спирального токоподвода, выполненный из того же материала, что и спиральный токоподвод.
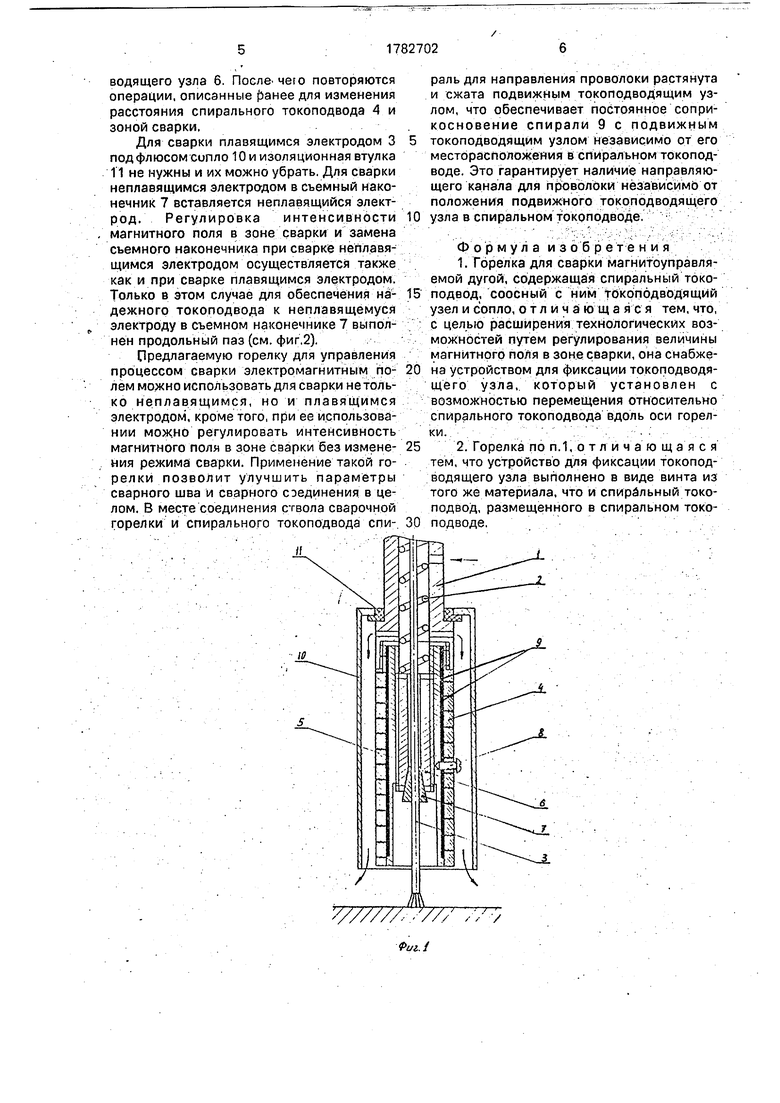
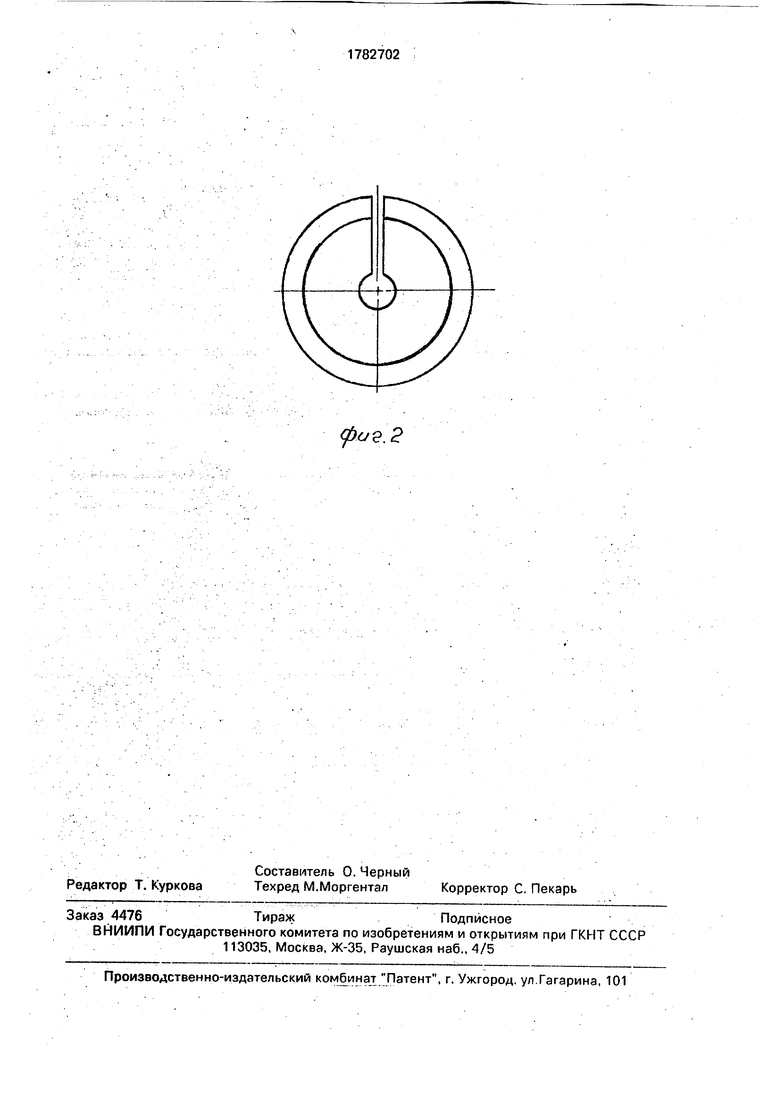
На фиг,1 показан общий вид горелки в разрезе, которая может быть использована не только для сварки плавящимся электродом, но и для сварки неплавящимся электродом; на фиг.2 показан съемный наконечник с продольным пазом для сварки неплавящимся электродом.
Горелка для управления процессом сварки электромагнитным полем состоит из ствола 1 и спирали 2 для направления плавящегося электрода 3. На ствол 1 сварочной горелки крепится спиральный токоподвод А, внутри которого натокопроводящей втулке 5 с помощью резьбового соединения крепится подвижной токоподводящий узел 6, на котором закреплен съемный наконечник 7. Крепление съемного наконечника 7 в форме конической шайбы осуществляется в коническом отверстии подвижного токоподводящего узла 6 за счет сил сцепления. Через съемный наконечник 7 проходит плавящийся электрод 3. Для крепления подвижного токоподводящего узла 6 в боковой поверхности спирального токоподвода 4 предусмотрен стопорный винт 8, выполненный из того же материала, что и спираль- ный токоподвод 4. Между витками спирального токоподвода 4 и между токо- поДводящей втулкой 5 и спиральным токо- подводом 4 имеется изоляция 9, выполненная, например, из керамики. Сопло 10 крепится на стволе 1 сварочной горелки посредством изоляционной шайбы 11.
В месте соединения ствола 1 сварочной горелки и спирального токоподвода 4 спираль 2 для наплавления плавящегося электрода 3 растянута. Подвижный токоподводящий узел 6 сжимает спираль 2 для направления плавящегося электрода 3,
что обеспечивает постоянное соприкосновение спирали 2 с подвижным токоподводя- щим узлом 6 независимо от его местоположения в спиральном токоподводе
5 4. Это гарантирует наличие направляющего канала для плавящегося электрода независимо от положения подвижного токоподводящего узла 6 в спиральном токоподводе 4. Горелка работает следующим образом.
0 При сварке сварочный ток проходит через, ствол 1 сварочной горелки, спиральный„то- коподвод 4, токоподводящую втулку 5, подвижный токоподводящий узел 6, съемный наконечник 7 и плавящий электрод 3. При
5 прохождении сварочного тока через спиральный токоподвод 4 вокруг него создается электромагнитное поле, оказывающее действие на дугу и жидкий металл сварочной ванны, зависящее, при заданной вели0 чине сварочного тока, от расстояния между спиральным токоподводом 4 и зоной сварки. Для того, чтобы изменить интенсивность магнитного поля в зоне сварки не изменяя параметров режима сварки (сварочного то5 ка и вылета электрода) процесс сварки прекращается, сопло 10 снимается с изоляционной .втулки 11, спиральный токоподвод 4 выкручивается из ствола 1 сварочной горелки, плавящийся электрод 3
0 вынимается из съемного наконечника 7 и из подвижного токоподводящего узла 6, после чего ослабляется стопорный винт 8 и отверткой посредством паза, имеющегося в верхней части подвижного токоподводящего
5 узла 6, этот узел вращается так, чтобы переместить подвижной токоподводящий узел 6 в нужную сторону.
После этого закручивается стопорный винт8, плавящийся эЯектрод 3 устанавлива0 ется в съемный наконечник 7, спиральный токоподвод 4 вкручивается в ствол 1 сварочной горелки и сопло 10 устанавливается на изоляционной втулке 11. Горелка вновь готова к сварке, и расстояние между зоной
5 сварки и спиральным токоподводом 4, при сохранении вылета сварочной проволоки, изменилось. Это повлечет изменение интенсивности магнитного поля в зоне сварки при постоянном режиме сварки.
0 Для замены съемного наконечника 7 повторяются те же операции, что описаны выше, после чего подвижный токоподводящий узел выкручивается из токоподводящей втулки 5, съемный наконечник 7 вынимается
5 из конического отверстия подвижного токоподводящего узла б, например, пассатижами, в освободившееся отверстие вставляется новый съемный наконечник 7 и легким постукиванием впрессовывается в
фоническое отверстие подвижного токоподводящего узла 6. После чего повторяются операции, описанные ранее для изменения расстояния спирального токоподвода 4 и зоной сварки.
Для сварки плавящимся электродом 3 под флюсом сипло 10 и изоляционная втулка 11 не нужны и их можно убрать. Для сварки неплавящимся электродом в съемный наконечник 7 вставляется неплавящийся электрод. Регулировка интенсивности магнитного поля в зоне сварки и замена съемного наконечника при сварке неплавящимся электродом осуществляется также как и при сварке плавящимся электродом. Только в этом случае для обеспечения на- дежного токоподвода к неплавящемуся электроду в съемном наконечнике 7 выполнен продольный паз (см. фиг.2).
Предлагаемую горелку для управления процессом сварки электромагнитным по- лем можно использовать для сварки нетолько неплавящимся, но и плавящимся электродом, кроме того, при ее использовании можно регулировать интенсивность магнитного поля в зоне сварки без измене- ния режима сварки. Применение такой горелки позволит улучшить параметры сварного шва и сварного соединения в целом. В месте соединения ствола сварочной горелки и спирального токоподвода спи-
раль для направления проволоки растянута и сжата подвижным токоподводящим узлом, что обеспечивает постоянное соприкосновение спирали 9 с подвижным токоподводящим узлом независимо от его месторасположения в спиральном токопод- воде. Это гарантирует наличие направляющего канала для проволоки независимо от положения подвижного токоподводящего узла в спиральном токоподводе.
Формула изобретения
1.Горелка для сварки магнитоуправля- емой дугой, содержащая спиральный токо- подвод, соосный с ним токоподводящий узел и сопло, отличающаяся тем, что, с целью расширения технологических возможностей путем регулирования величины магнитного поля в зоне сварки, она снабжена устройством для фиксации токоподводящего узла, который установлен с возможностью перемещения относительно спирального токоподвода вдоль оси горелки.
2.Горелка по п.1,отличающаяся тем, что устройство для фиксации токоподводящего узла выполнено в виде винта из того же материала, что и спиральный токо- подвод, размещенного в спиральном токоподводе,
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Горелка для сварки магнитоуправляемой дугой | 1988 |
|
SU1590258A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
Сущность изобретения: горелка содержит спиральный токоподвод 4, внутри которого и соосно ему закреплен на втулке 5 с помощью винта 8 токоподводящий узел 6. На узле 6 установлен съемный наконечник 7. Для изменения магнитного поля в зоне сварки изменяют положение токоподводя- щего узла 6 относительно спирального токо- подвода 4. 1 з.п. ф-лы, 2 ил.
/I
/////// - ///
/
pt/2.2
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| кп | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Насос | 1917 |
|
SU13A1 |
