от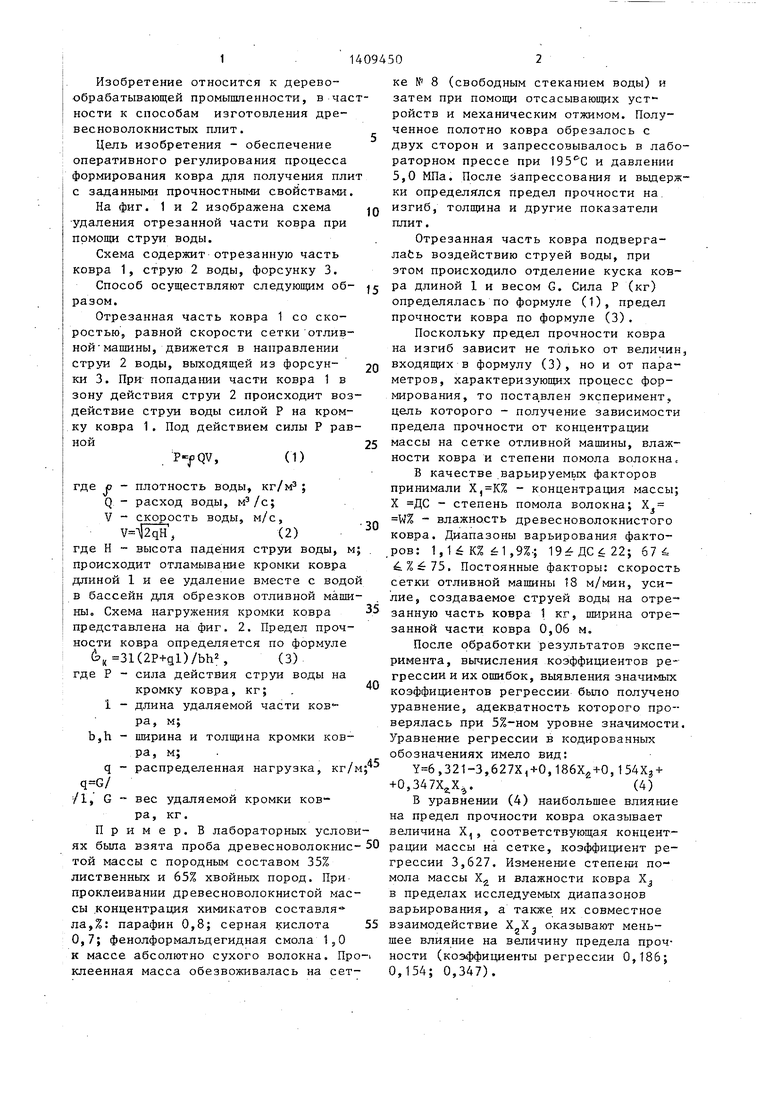
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1406277A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Устройство для формования древесноволокнистых плит | 1989 |
|
SU1645325A1 |
| Способ формирования древесноволокнистого ковра и устройство для его осуществления | 1982 |
|
SU1096128A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| Система управления формированием древесноволокнистого ковра | 1991 |
|
SU1813038A3 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ И ДРЕВЕСНОВОЛОКНИСТАЯ ПЛИТА | 2020 |
|
RU2811899C2 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
Изобретение относится к области деревообрабатывающей промышленност и, в частности к способам изготовления древесноволокнистых плит, и позволяет обеспечить оперативное регулирование процесса формирования ковра для получения плит с заданными прочностными свойствами. Отрезанная часть .ковра 1 со скоростью, равной скорости сетки отливной машины, движется в направлении струи 2 воды, выходящей из форсунки 3. При попадании части ковра 1 в зону действия струи 2 происходит воздействие струи воды силой Р на кромку ковра. Под действием силы Р происходит отламывание кромки ковра длиной 1, которую замеряют, а также замеряют расход и скоро сть падающей струи воды, по которым опреде;1яют прочность древесноволокнистого ковра, в зависимости от которой устанавливают концентрацию наливаемой на сетку древесноволокнистой массы, 2 ил. I (Л
фиг.1
Изобретение относится к дерево-обрабатывающей промыпшенности, в часности к способам изготовления древесноволокнистых плит.
Цель изобретения - обеспечение оперативного регулирования процесса формирования ковра для получения пли с заданными прочностными свойствами.
На фиг. 1 и 2 изображена схема удаления отрезанной части ковра при помощи струи воды.
Схема содержит отрезанную часть ковра 1, струю 2 воды, форсунку 3.
Способ осуществляют следующим образом.
Отрезанная часть ковра 1 со скоростью, равной скорости сетки отливной -машины, движется в направлении струи 2 воды, выходящей из форсунки 3. При попадании части ковра 1 в зону действия струи 2 происходит воздействие струи воды силой Р на кромку ковра 1. Под действием силы Р равной . T-fQV, (1)
где Р - плотность воды, Q - расход воды, V - скорость воды, м/с,
,(2)
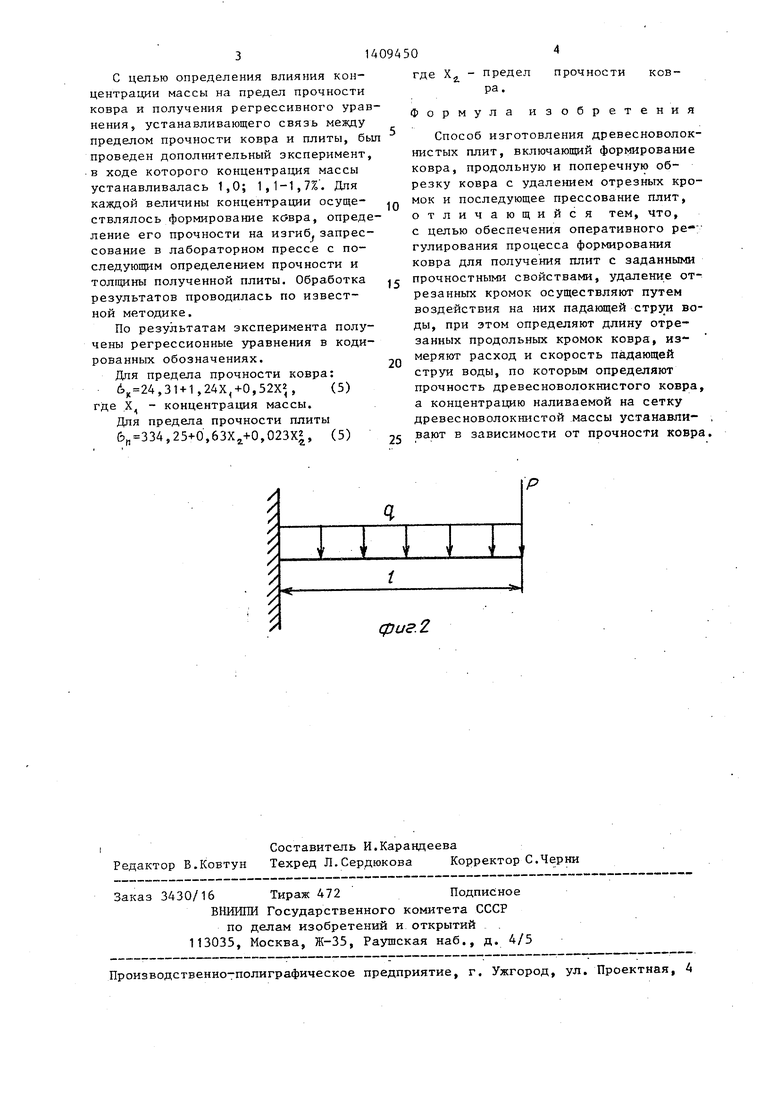
где Н - высота падения струи воды, м происходит отламывание кромки ковра длиной 1 и ее удаление вместе с водо в бассейн для обрезков отливной машины. Схема пагружения кромки ковра представлена на фиг. 2. Предел прочности ковра определяется по формуле
(Ь 31(2P+gl)/bhS (3) где Р - сила действия струи воды на кромку ковра, кг; длина удаляемой части
1 b,h
q
/1, G
pa, M;
ширина и толщина кромки ковра, м; распределенная нагрузка, кг/м
вес удаляемой кромки ковра, кг.
Пример. В лабораторных условиях была взята проба древесноволокнис- той массы с породным составом 35% лиственных и 65% хвойных пород. При- проклеивании древесноволокнистой массы концентрация химикатов составля ла,%: парафин 0,8; серная кислота 0,7; фенолформальдегидная смола 1,0 к массе абсолютно сухого волокна. Про клеенная масса обезвоживалась на сет0
5
0
5
0
5
0
5
0 5
ке № 8 (свободным стеканием воды) и затем при помощи отсасываюш х устройств и механическим отжимом. Полученное полотно ковра обрезалось с двух сторон и запрессовывалось в лабораторном прессе при и давлении 5,0 МПа. После запрессования и вьздерж- ки определялся предел прочности на. изгиб, толщина и другие показатели плит.
Отрезанная часть ковра подверга- лаЬь воздействию струей воды, при этом происходило отделение куска ко-в- ра длиной 1 и весом G. Сила Р (кг) определялась по формуле (1), предел прочности ковра по формуле (3).
Поскольку предел прочности ковра на изгиб зависит не только от величин, входящих в формулу (3), но и от параметров, характеризующих процесс формирования, то поста.влен эксперимент, цель которого - получение зависимости предела прочности от концентрации массы на сетке отливной машины, влажности ковра и степени помола волокна
В качестве .варьируемьгх факторов принимали Х,К% - концентрация массы; X ДС - степень помола волокна; Х W% - влажность древесноволокнистого ковра. Диапазоны варьирования факто- ,ров: 1,1 К% 1 ,9%.; 19 ДСб22; 676 4% 75. Постоянные факторы: скорость сетки отливной машины 18 м/мин, усилие, создаваемое струей воды на занную часть ковра I кг, ширина отрезанной части ковра 0,06 м.
После обработки результатов эксперимента, вычисления коэффициентов регрессии и их ошибок, выявления значимых коэффициентов регрессии было получено уравнение, адекватность которого проверялась при 5%-ном уровне значимости. Уравнение регрессии в кодированных обозначениях имело вид;
6,321-3,627X1+0,186X2 -0,154X3 + +0,.(4)
В уравнении (4) наибольшее влияние на предел прочности ковра оказывает величина Х, соответствующая концентрации массы на сетке, коэффициент регрессии 3,627. Изменение степени помола массы Х и влажности ковра Х в пределах исследуемых диапазонов варьирования, а также их совместное взаимодействие оказывают меньшее влияние на величину предела прочности (коэффициенты регрессии 0,186; 0,154; 0,347).
с целью определения влияния концентрации массы на предел прочности ковра и получения регрессивного уравнения, устанавливающего связь между пределом прочности ковра и плиты, бы проведен дополнительный эксперимент в ходе которого концентрадая массы устанавливалась 1,0; 1,1-1,7%. Для каждой величины концентрации осуще- ствлялось формирование , определение его прочности на изгиб.запрес- сование в лабораторном прессе с по- следую1цим определением прочности и толгцины полученной плиты. Обработка результатов проводилась по известной методике.
По результатам эксперимента получены регрессионные уравнения в кодированных обозначениях.
Для предела прочности ковра: 6 24, ЗИ-1,24Х,+0,52X2,, (5) где Х - концентрация массы. Дня предела прочности плиты ,25+0 ,63Х,,+0,023Х|, (5)
0
где
Х пределра.
Прочности ков
Формула изобретения
Способ изготовления древесноволокнистых плит, включающий формирование ковра, продольную и поперечную обрезку ковра с удалением отрезных кромок и последующее прессование плит, отличающийся тем, что, с целью обеспечения оперативного гулирования процесса формирования ковра для получения плит с заданными прочностными свойствами, удаление отрезанных кромок осуществляют путем воздействия на них падающей струи воды, при этом определяют длину отрезанных продольных кромок ковра, из- меряют расход и скорость падающей струи воды, по которым определяют прочность древесноволокнистого ковра, а концентрацию наливаемой на сетку древесноволокнистой массы устанавли- , вают в зависимости от прочности ковра.
фиг.2
| Баженов В.А | |||
| и др | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| М.: Лесная промьппленность, 1980, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
