о
Од
00
I
Изобретение относится к способам регулирования процессов электроосак дения покрытий и может быть использовано для получения блестящих и ма говых покрытий с малыми внутренними Напряжениями и сравнительно неболь- |пой микротвердостью. Цель изобретения - упрощение и
го катода, Микротвердость никелевых покрытий, полученных в сульфатном электролите никелирования, практически такой же величины как и никелевых покрытий при добавлении в него хлоридов - 50 г/л NiCl2 6H20 (соответственно от 132 до 150 кг/мм). Сравнительно небольшие значения мик
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| ВОДНЫЙ ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ, ЕГО ВАРИАНТ | 1993 |
|
RU2071996C1 |
| Способ корректировки электролита никелирования | 1977 |
|
SU724605A1 |
| НИЗКОКОНЦЕНТРИРОВАННЫЙ ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2002 |
|
RU2213810C1 |
| Электролит блестящего никелирования | 1990 |
|
SU1737024A1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ НИКЕЛЬ-ХРОМ | 2005 |
|
RU2292409C1 |
| Способ электролитического нанесения защитно-декоративных никелевых покрытий на детали машин и оборудования | 2020 |
|
RU2754343C2 |
| НЕНАСЫЩЕННЫЕ ИЗОТИУРОНИЕВЫЕ СОЛИ В КАЧЕСТВЕ КОМПОНЕНТОВ ЭЛЕКТРОЛИТОВ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2014 |
|
RU2559614C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ НИКЕЛЬ-БОР | 2006 |
|
RU2329337C1 |
Изобретение относится к способам регулирования процессов электроосаждения покрытий и может быть использовано для получения блестящих и матовых никелевых покрытий с малыми внутренними напряжениями и сравнительно небольшой микротвердостью. Цель изобретения - упрощение и расширение технологических возможностей способа. Это достигается тем, что способ стабилизации сульфатных электролитов никелирования включает осаждение покрытий из сульфатных электролитов на изделия при отделении их от анолита катионообменной мембраной и анодное растворение никеля в анолите с рН 3-5, содержащем (г/л) сульфат никеля (гидрат) 1-200; хлорид никеля (гидрат) 3-400. Способ позволяет стабилизировать состав сульфатных электролитов матового и блестящего никелирования, из которых осаждают покрытия с внутренними напряжениями 8,4-10,4 кг/мн и микротвердостью около 140 кг/мм при плот- s ностях катодного тока 1-5 А/дм. 1 табл.
15асширение технологических возможное™ п ротвердости характерны при данных
ей способа.
Способ стабилизации сульфатных шектролитов никелирования включает проведение процесса оса вдения покры- ий из сульфатных электролитов на 5 изделие при отделении их от анс1лита :атионообменной мембраной и анодное .растворение никеля в анолите содёр- сащем, г/Л
Сульфат никеля,
гидрат1-200
Хлорид никеля,
гидрат . . 3-400 рН3-5
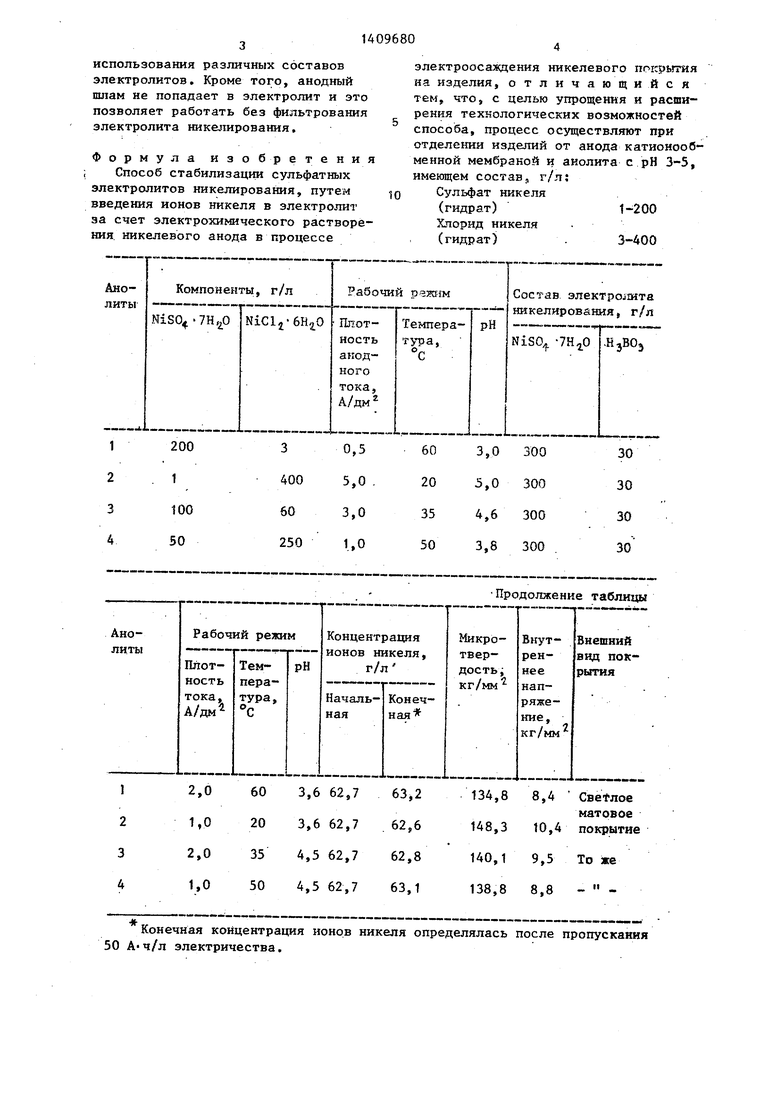
Пример 1, Емкость для ано- 25 ита, состоящая из корпуса и закреп- :енной в нем катионообменной мембраны МК-40, заполняется раствором и поме- njaeTCH в ванну никелирования так, тобы катионообменная мембрана зо бращена в сторону катода. В анолит смещается никелевый анод. При нане- ении никелевых покрытий на детали нод растворяется и ионы никеля че- ез катионообменную мембрану поступа- т в электролит шкалирования Сосав анолита и условия электролизаj гредставленных в таблице, подобраны аковы, что выход растворения никеля езначительно (на ) превышает выход осаждения никеля из электролита никелирования, который составляет 94-98%, что позволяет поддержать концентрацию ионов в электролите ни- .келирования на необходимом уровне. Незначительное накопление концентра- - ионов никеля в электролите поз- в|оляет.частично компенсировать поте- рИ никеля выносимого деталями,
При указанных в таблице составах э|пектролитов и рабочих режимах элекг- 50 ррлиза получаются качественные ма трвые Покрытия никеля. Качество ни- крлевых покрытий оценивалось на осно- в|аник данных измерений микротверд ости и внутренних напряжений, Ь1икро 55 твердость определяют по методу не в|эсстановленного отпечатка,, а внут- напряжения - методом глубоко35
40
рН. Внутренние напряжения никелевы покрытий, полученных в сульфатном электролите, значительно меньше, чем никелевых покрытий, полученных при введении в него хлоридов -50 г (соответственно от 12,1 до 16,8 кг/мм),
Пример 2, При указанных в таблице составах анолита и рабочих режимах электролиза осуществляют процесс блестящего никелирования п отсутствии хлоридов. Состав электр лита, г/Л , NiS04 7H O 300| 3 сахарин 1,0, 1,4-бутиндиол 0,5, рН - 4, При плотности катодного то А/дм, t 50°С и перемешивани раствора воздз ом получают качеств ные блестящие покрытия никеля. Сра нительный коэффициент зеркального отражения определенный блесквмером Ф Б-2 для полученнык блестящих ник левых покрытий практически такой ж величины (порядка 98%),;как и для блестящих никелевых покрытий, полу ченных из указанного электролита п введении в него хлоридов (NiCl, 50 г/л)...
Технико-экономические преимущес ва предлагаемого способа состоят в том, что он позволяет упростить пр цесс корректирования сульфатного электролита, не требует использова перекачивания-фильтрации растворов и средств автоматического контроля может быть осзтцествлен в имеющихс ваннах ршкелирования без использов НИН дополнительных площадей и, кро ме того, позволяет регенерировать никель из промывных вод электролиз без вьзделения хлора, все это упрощает управление процессом электроосаждения и значительно (на порядо 5i ieHbmaeT злектрорасходы.
Применение способа стабилизации концентрации ионйв никеля в процес се осаждения позволяет предотврати окисления на аноде блесйообразова телей и, таким образом, расширить технологические возможности за сче
п ротвердости характерны при данных
5
0
5 о -
0 5
5
0
рН. Внутренние напряжения никелевых покрытий, полученных в сульфатном электролите, значительно меньше, чем никелевых покрытий, полученных при введении в него хлоридов -50 г/л (соответственно от 12,1 до 16,8 кг/мм),
Пример 2, При указанных в таблице составах анолита и рабочих режимах электролиза осуществляют процесс блестящего никелирования при отсутствии хлоридов. Состав электролита, г/Л , NiS04 7H O 300| 30; сахарин 1,0, 1,4-бутиндиол 0,5, рН - 4, При плотности катодного тока А/дм, t 50°С и перемешивания раствора воздз ом получают качеств.ен- ные блестящие покрытия никеля. Сравнительный коэффициент зеркального отражения определенный блесквмером Ф Б-2 для полученнык блестящих никелевых покрытий практически такой же величины (порядка 98%),;как и для блестящих никелевых покрытий, полу ченных из указанного электролита при введении в него хлоридов (NiCl, 50 г/л)....
Технико-экономические преимущества предлагаемого способа состоят в том, что он позволяет упростить процесс корректирования сульфатного электролита, не требует использования перекачивания-фильтрации растворов: и средств автоматического контроля, может быть осзтцествлен в имеющихся ваннах ршкелирования без использова- НИН дополнительных площадей и, кроме того, позволяет регенерировать никель из промывных вод электролизом без вьзделения хлора, все это упрощает управление процессом электроосаждения и значительно (на порядок) 5i ieHbmaeT злектрорасходы.
Применение способа стабилизации концентрации ионйв никеля в процессе осаждения позволяет предотвратить окисления на аноде блесйообразова- телей и, таким образом, расширить технологические возможности за счет
использования различных составов электролитов. Кроме того, анодный шлам не попадает в электролит и это позволяет работать без фильтрования электролита никелирования.
Формула изобретения
Способ стабилизации сульфатных электролитов никелирования, путем введения ионов никеля в электролит за счет электрохимического растворения никелевого анода в процессе
электроосаждения никелевого покрытия на изделия, отличающийся тем, что, с целью упрощения и расширения технологических возможностей способа, процесс осуществляют при отделении изделий от анода катионооб- менной мембраной и анолита с рН 3-5, имеющем состав, г/л:
Сульфат никеля
(гидрат)1-200
Хлорид никеля
(гидрат) . 3-400
Продолжение таблицы
| Заявка ФРГ № 3139641, .., кп | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| МНОЖЕСТВО УСТРОЙСТВ, СОВМЕСТНО ИСПОЛЬЗУЮЩИХ ОБЩЕЕ ПЕРИФЕРИЙНОЕ УСТРОЙСТВО | 2004 |
|
RU2352077C2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО ОБНАРУЖЕНИЯ ИСТОЧНИКОВ АЛЬФА-ИЗЛУЧЕНИЯ | 2010 |
|
RU2479856C2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
