Известны станки для шлифования спинки пера турбинной лопатки абразивной лентой, ширина которой равна длине пера обрабатываемой лопатки, при помощи копира.
В предлагаемом станке, с целью повышения производительности при шлифовании поперечной строчкой крупногабаритных турбинных лопаток (с длиной пера до 1500 мм), применен ряд свободно враш,ающихся роликов, спаренных с копирными роликами и смонтированных в блоке, совершаюшем возвратно-поступательное движение вдоль шлифуемой лопатки. Ролики предназначены для прижатия абразивной ленты под воздействием копира к обрабатываемой поверхности лопатки, получаюш.ей качательное движение.
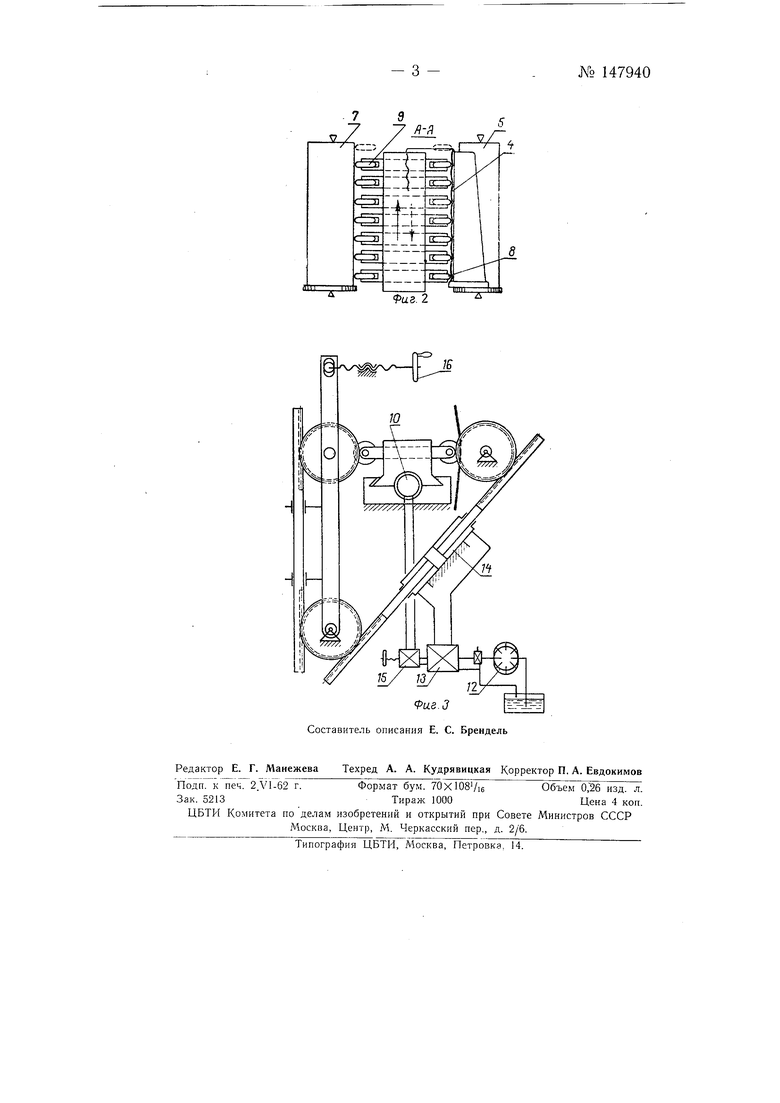
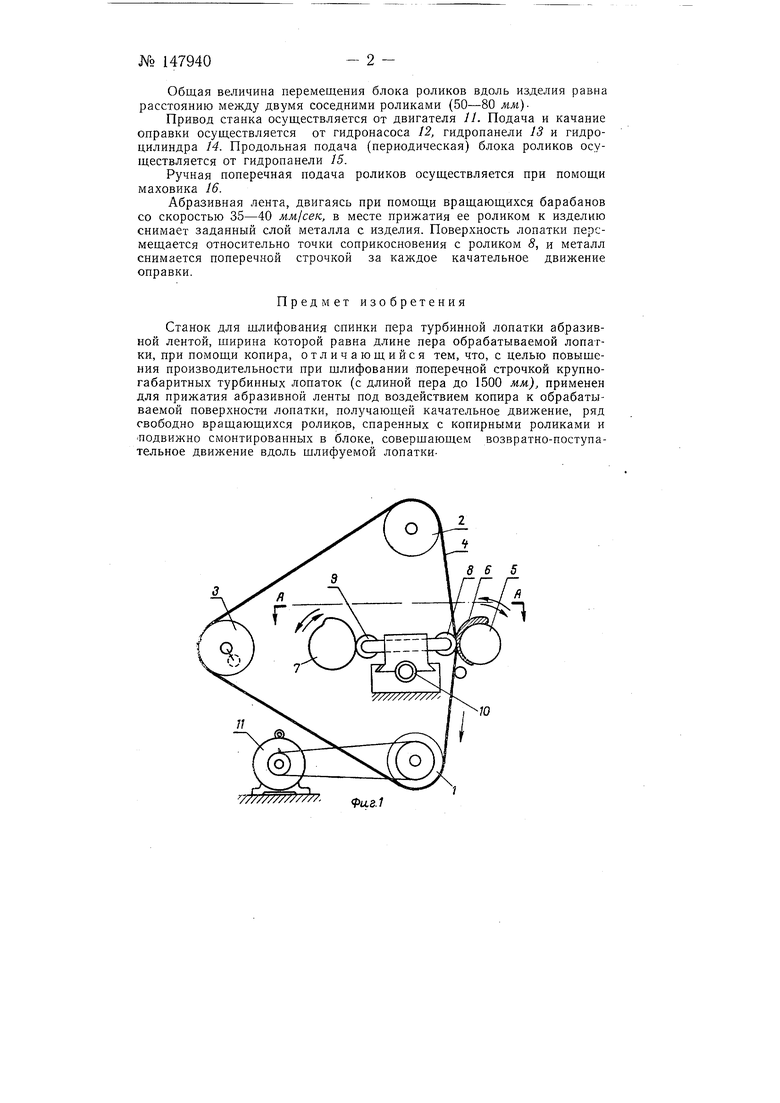
На фиг. 1 изображена схема предлагаемого станка; на фиг. 2 - то же, в сечении по А-А на фиг. 1; на фиг. 3 - схема привода предлагаемого станка.
На три враш,аюшихся барабана 1, 2 и 3, из которых один барабан / является ведуш,им, натянута бесконечная абразивная лента 4 шириной, равной длине пера обрабатываемой лопатки.
Специальная оправа 5 с прикрепленной к ней обрабатываемой лопаткой 6 синхронно с копиром 7 совершает качательное движение вокруг продольной оси. Вертикальный участок ленты .прижимается своей абразивной поверхностью к шлифуемой лопатке при помоши свободно вращаюшихся роликов 8, каждый из которых спарен с копирным роликом 9 и имеет возможность свободно приближаться или отходить от обрабатываемого изделия (в зависимости от формы поверхности копира 7).
Блок роликов 8 и 9 при помощи гидроцилиндра W периодически перемещается вдоль шлифуемого изделия на величину подачи (8- 10 мм) за каждое качание оправки с лопаткой.
№ 147940- 2 Общая величина перемещения блока роликов вдоль изделия равна расстоянию между двумя соседними роликами (50-80 мм)Привод станка осуществляется от двигателя 11. Подача и качание онравки осуществляется от гидронасоса 12, гидроиаиели 13 и гидроцилиндра 14. Продольная нодача (периодическая) блока роликов осуществляется от гидронанели 15.
Ручная поперечная подача роликов осуществляется при помощи маховика 16.
Абразивная лента, двигаясь при помощи вращающихся барабанов со скоростью 35-40 мм/сек, в месте прижатия ее роликом к изделию снимает заданный слой металла с изделия. Поверхность лопатки перемещается относительно точки соприкосновения с роликом 8, и металл снимается поперечной строчкой за каждое качательное движение оправки.
Предмет изобретения
Станок для щлифования спинки пера турбинной лопатки абразивной лентой, ширина которой равна длине пера обрабатываемой лопатки, при помощи копира, отличающийся тем, что, с целью повыщения производительности при щлифовании поперечной строчкой крупногабаритных турбинных лопаток (с длиной пера до 1500 мм), применен для прижатия абразивной ленты под воздействием копира к обрабатываемой поверхности лопатки, получающей качательное движение, ряд свободно вращающихся роликов, спаренных с копирными роликами и ПОДВИЖНО смонтированных в блоке, совершающем возвратно-поступательное движение вдоль щлифуемой лопатки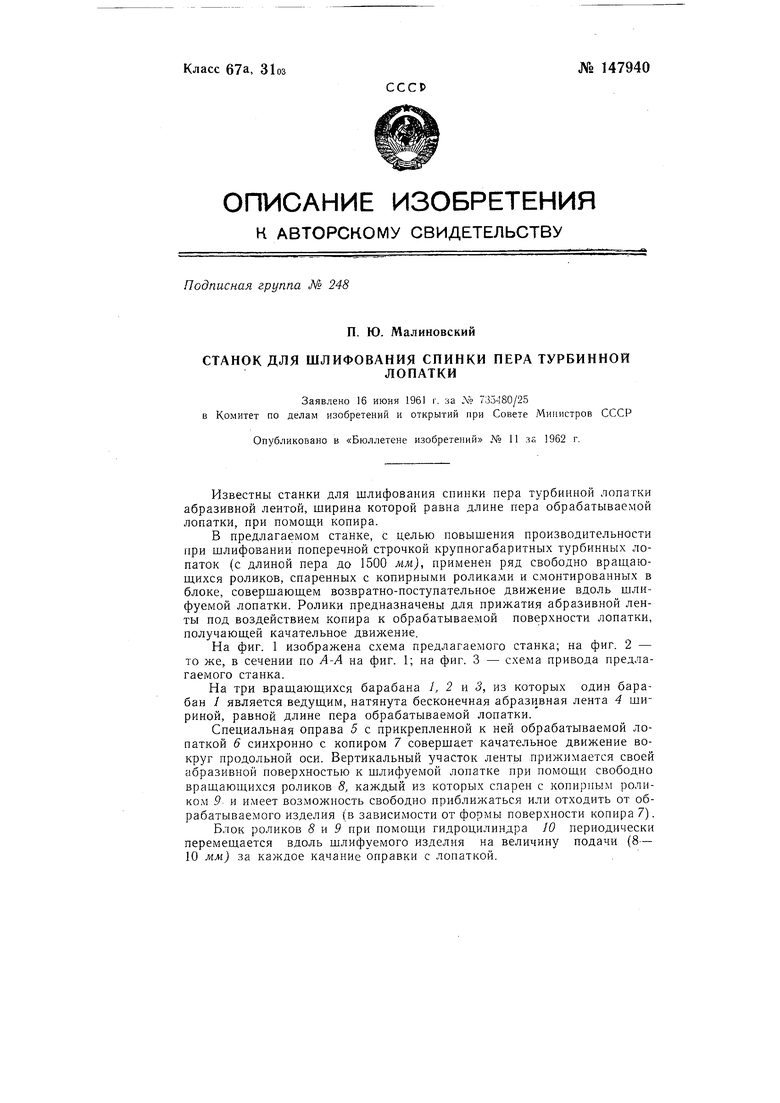
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования турбинных лопаток | 1973 |
|
SU651939A1 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Устройство для ленточного шлифования лопаток | 1978 |
|
SU859122A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Станок для обработки пера лопатки с криволинейной образующей | 1960 |
|
SU141074A1 |