ri
Изобретение касается обработки металлов давлением и относится к штампам для формовки.
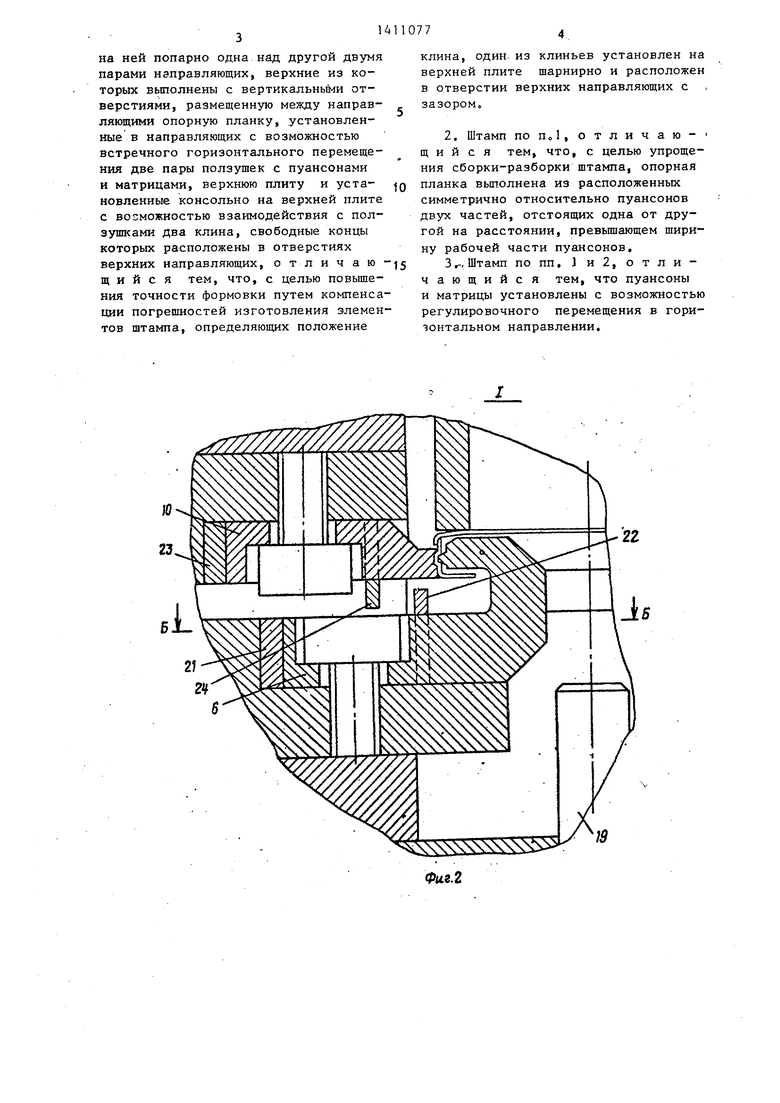
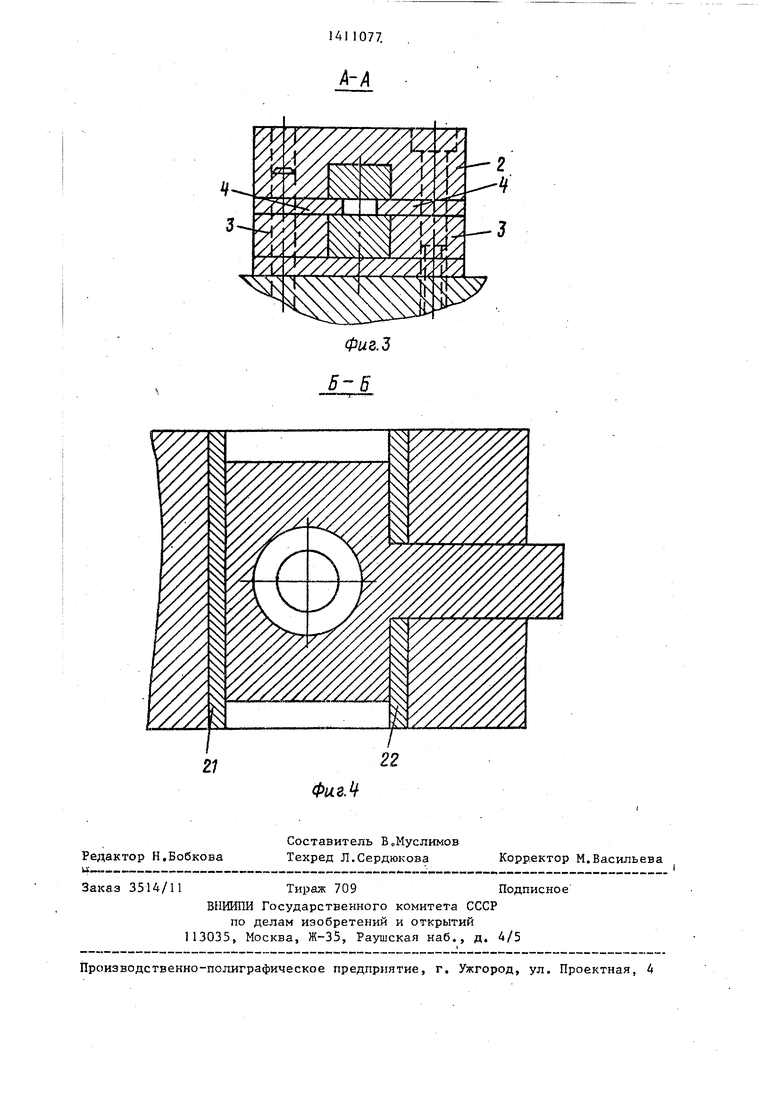
Цель изобретения - повышение точности формовки путем компенсации погрешностей изготовления элементов штам ,па, определяющих положение клина. i На фиго изображен штамп, продольный разрез (слева от оси симметрии Iисходное положение, справа - в конце |формовки); на фиг. 2 - узел I на фиг.;1; на фиг. 3 - разрез А-А на |фиг« 1; на фиг. 4 - разрез Б-Б на фиг«2.,
Штамп содержит нижнюю плиту 1 с жестко закрепленными на ней попарно двумя парами направляющих - верхними 2 и нижними 3, между которыми размещена опорная планка 4, В нижних нап равляющих 3 установлены две ползушки 5 с пуансонами 6, подпружиненные относительно упоров 71 прикрепленньж к направляющим 3 пружинами 8ь На опорной планке 4 в верхних направ- ляющнх 2 установлены две ползушки 9 с матрицами 10, подпружиненные отно- сительно направляющих 2 пружинами 1 1 Направляющие 2 вьшолнены с двумя вертикальными отверстиями.
На верхней плите 12 жестко закреп- :лен клин 13, установленный с возможностью взаимодействия с ползушками : 5 и 9, расположенными с левой сторо- |нЫо Клин 14 установлен на верхней плите 12 шарнирно посредством оси 15 кронштейна 16, жестко закрепленного |на плите 12. Прижим 17 подпружинен :к верхней плите 12 пружиной 18о
На нижней плите 1 жестко закреплен :таор 19, служащий для ограниче- ния перемещения ползушек 5, а на верхних направляющих винт 20, служащий для ограничения перемещения 11олзу1пки 9 о
Клин 14 расположен с зазором в от верхней направляющей 2, определяемым выражением
,.,
где Г (; - сумма допусков на размеры деталей штампа, входящих в размерную цепь,определяющую положение клина Опорная планка 4 выполнена из расположенных симметрично относительно пуансонов 6 двух частей, отстоящих одна от другой на расстоянии, превышающем ширину рабочей части пуансонов 6 о
Q 5
0 5 0
5
0
5
5
Последние установлены с возможностью регулировочного перемещения в горизонтальном направлении посредством прокладок 21 и 22, а матрицы 1 О - посредством прокладок 23 и 24.
Позицией 25 .на чертежах обозначена полая заготовка, готовой детали присвоена позиция 26
Штамп работает следующим образом.
Предварительно изготовленную полую заготовку 26 устанавливают на трафарет (не показан). При рабочем ходе прижим 17 прижимает заготовку 25 к - горизонтальной части трафарета. Клин 13 взаимодействует с ползз шками 5 и 9, расположенными с левой стороны штампа, а пуансон 6 и матрица 10, оформляя левьш выступ на заготовке, фиксируют ее Клин 14 взаимодействует с ползушками 5 и 9, расположенными с правой стороны, оформляя правый выступс Благодаря свободной посадке клина 14 на оси 15 и наличию зазора между клином I4 и направляющими 2 пуансон 6 и матрица 10, расположенные с правой стороны штампа, самоустанавливаются по фиксированной заготовке, что компенсирует допуск на размеры заготовки и неточность изготовления деталей штампао
Разборка при доводке или ремонте штампа производится следующим образом. Снимается верхняя часть штампа, вьтинчивается винт 20 и вынимается ползушка 9, удаляется упор 7, вынимается ползушка 5 с пуансоном 6.Причем рабочая часть пуансона 6 проходит через зазор между двумя частями опорной планки 4i, В горизонтальном направлении пуансон 6 и матрица 10 выставляются заменой или перешлифовкой регулировочных прокладок 21 - 24,
Применение предлагаемого штампа позволит повысить точность одновре- ме-нной двусторонней формовки выступов в стенках коробчатых и цилиндрических деталей, применяемых, например-, в часовой промьшшенности, а также облегчить ремонт и доводку, уменьшить трудоемкость изготовления, так как не требуется соблюдения жестких допусков при изготовлении деталей штампа о
Ф о р м ула изобретения
1 а Штамп для формовки, содержаш 1Й нижнюю плиту с жестко закрепленными
на ней попарно одна над другой двумя парами направляющих, верхние из которых вьшолнены с вертикальньй и отверстиями, размещенную между направляющими опорную планку, установленные в направляющих с возможностью встречного горизонтального перемеще
ния две пары ползушек с пуансонами и матрицами, верхнюю плиту и уста- новленные консольно на верхней плите с возможностью взаимодействия с пол- эушками два клина, свободные концы которых расположены в отверстиях верхних направляющих, отличающ и и с я тем, что, с целью повышения точности формовки путем компенсации погрешностей изготовления элементов штампа, определяющих положение
клина, один из клиньев установлен на верхней плите шарнирно и расположен в отверстии верхних направляющих с зазором.
2. Штамп попо1, отличаю- щ и и с я тем, что, с целью упрощения сборки-разборки штампа, опорная планка вьшолнена из расположенных симметрично относительно пуансонов двух частей, отстоящих одна от другой на расстоянии, превьш1ающем ширину рабочей части пуансонов.
3,-, Штамп попп, и2, отличающийся тем, что пуансоны и матрицы установлены с возможностью регулировочного перемещения в горизонтальном направлении.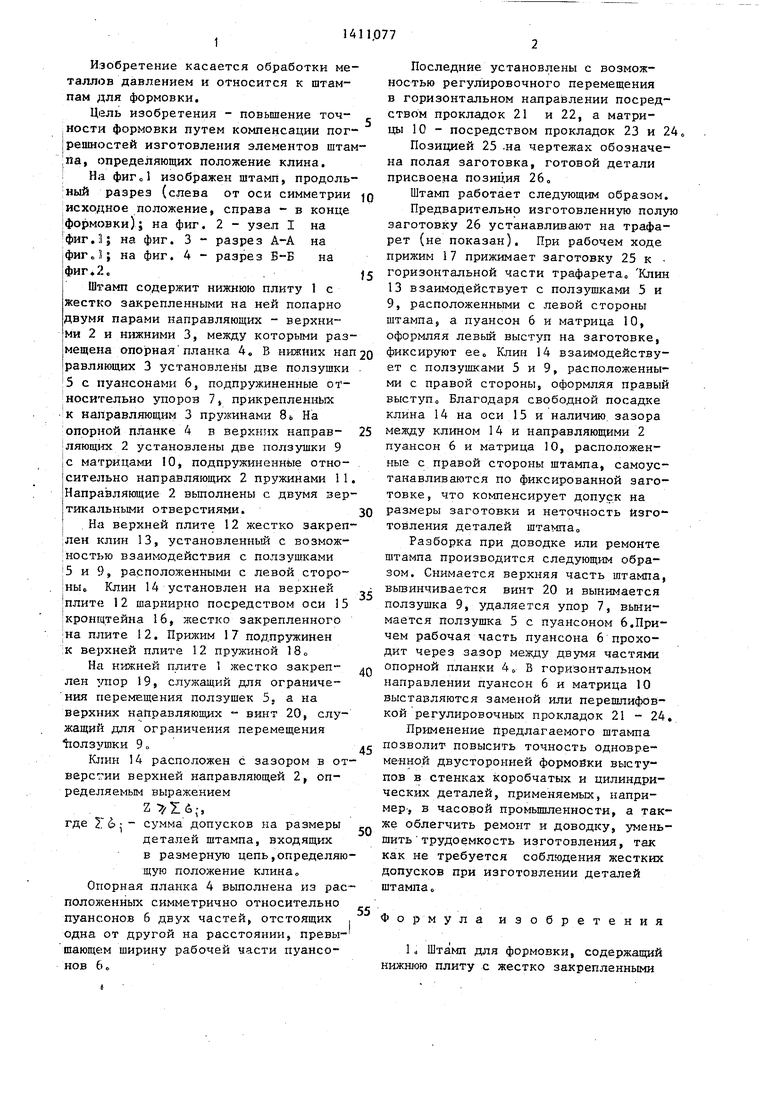
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при формовке выступов в- стенках полых деталей. Цель - повышение точности формовки путем компенсации погрешностей изготовления элементов штампа, определяющих положение клина. Клин 14 установлен на верхней плите 12 шарнир- но. Свободный конец клина 14 расположен в отверстии верхней направляющей 2 с зазором. Опорная планка вьшолне- на из симметрично расположенных относительно пуансонов 6 двух частей, отстоящих одна от другой на расстоянии, превьш1ающем ширину рабочей части пуансонов 6 о Пуансоны 6 и матрицы 10 установлены с возможностью регулировочного перемещения в горизонтальном направлении. Благодаря шарнирной установке клина 14 и наличию зазора между клином 14 и направляющей 2 пуансон 6 и матрица 10, расположенные справа от оси симметрии штампа, самоустанавливаются по заготовке 25. Это компенсирует неточность изготовления элементов штампа, 2 з.п, ф-лы, 4 ил. а С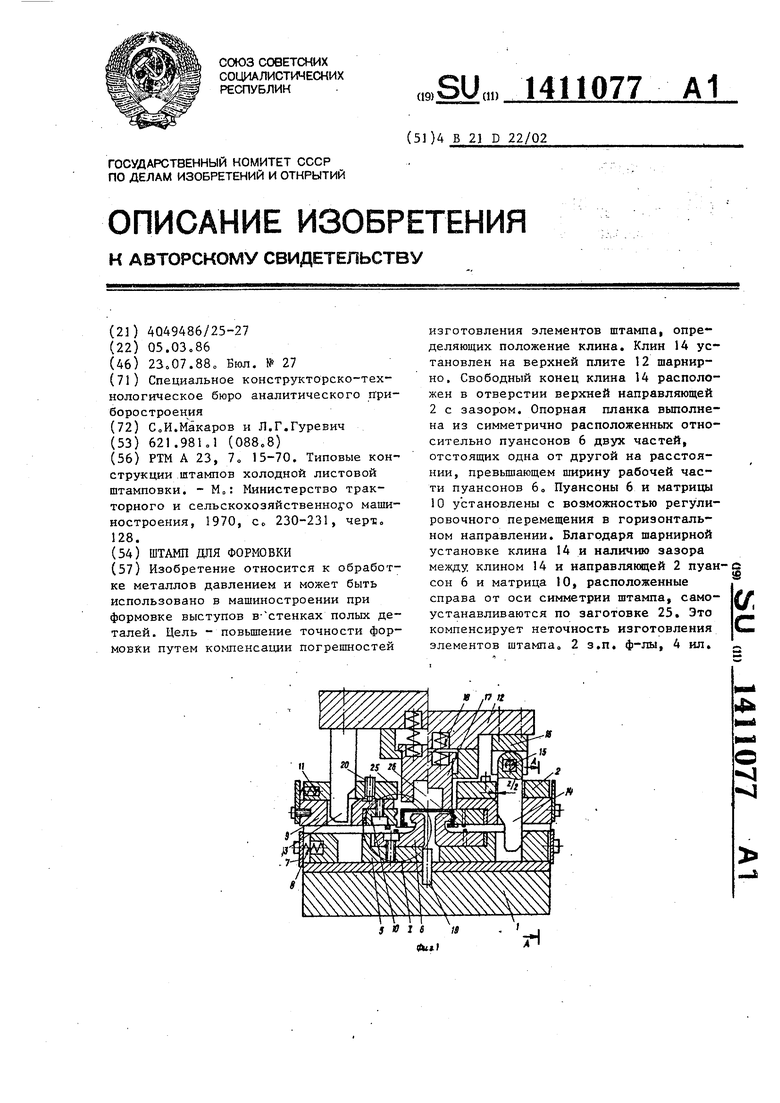
5ь.ЧЧХчЧЧ Ч Х :
19
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Типовые конструкции штампов холодной листовой штамповки | |||
| - М.: Министерство тракторного и сельскохозяйственного машиностроения, 1970, Со 230-231, черт 128. | |||
