Недостатком известных устройств для регулирования положения электрода относительно сварного шва, содержащих индуктивный датчик (сигнал которого зависит от полол ения датчика относительно стыка свариваемых кромок), усилитель и исполнительный электродвигатель, перемещающий электрод в поперечном направлении, является влияние, оказываемое на качество сварки превыщением кромок одна над другой.
С целью устранения этого недостатка и повыщения тем самым точности регулирования предлагается в такое устройство ввести второй датчик, реагирующий на превышение кромок свариваемого стыка, и подать выходное напряжение этого датчика на вход усилителя так, чтобы скомпенсировать влияние превыщения кромок на сигнал основного датчика.
Устранение влияния прихваток на процесс регулирования достигается с помощью реле, срабатывающего при увеличении сигнала датчика сверх установленной величины и выключающего усилитель.
Фиг. 1 изображает блок-схему предлагаемого устройства; фиг 2 и 3 - варианты выполнения датчиков; фиг. 4-схему включения реле, устраняющего влияние прихваток.
На блок-схеме цифрой / обозначен индукционный датчик рассогласования, реагирующий на положение ср(;) электрода, на положение ф(/) оси свариваемых кромок труб, на влияние K(t), оказываемое превыщением кромок один над другой, и на помехи (изъяны на поверхности трубы, технические прихватки) N{t). Выходное напряжение датчика 1 подается на блок 2, представляющий собой электронный усилитель и кольцевой демодулятор, и далее на электромащинный усилитель 3, управляющий двигателем 4 постоянного тока.
JM 141233- 2 В схему входит второй датчик 5, реагирующий на влияние /.(/), оказываемое превышением кромок. Выходное напряжение этого датчика подается на пход усилителя.
Конструкция датчика 5 превышения кромок определяется в зависимости от места его подключения к устройству.
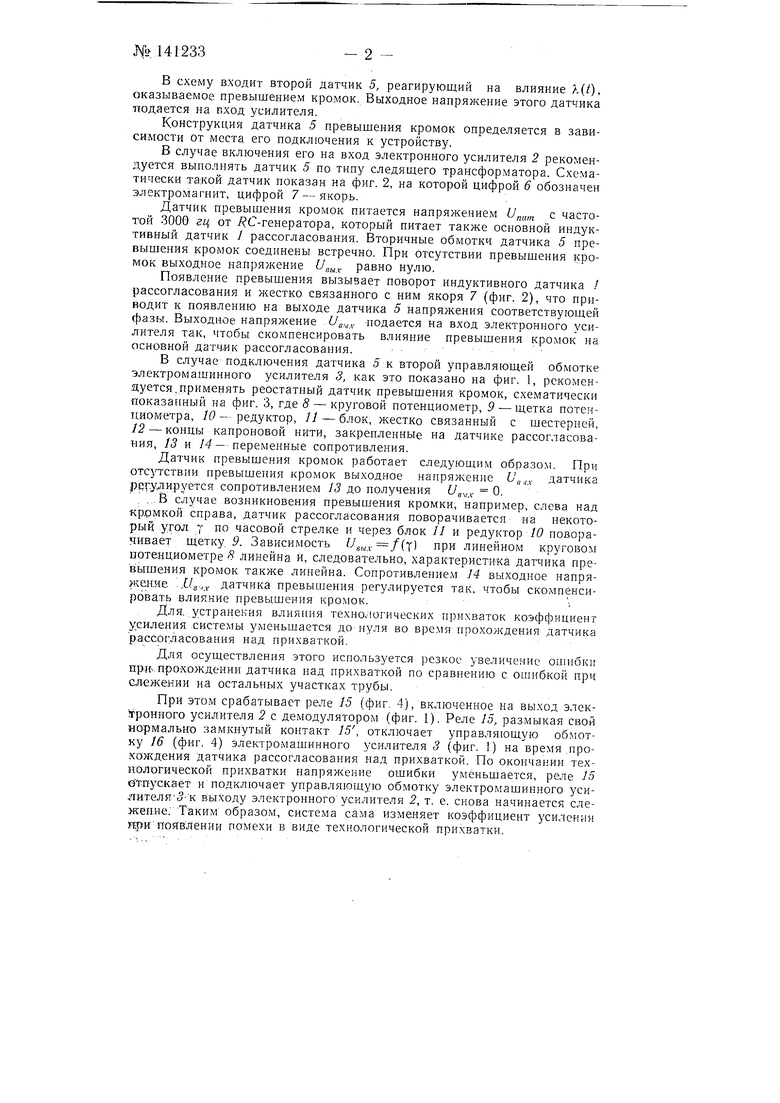
В случае включения его на вход электронного усилителя 2 рекомендуется выполнять датчик 5 по типу следящего трансформатора. Схематически такой датчик показан на фиг. 2, на которой цифрой 6 обозначен электромагнит, цифрой 7-якорь.
Датчик превыщения кромок питается напряжением и„„т с частотой 3000 гц от С-генератора, который питает также основной индуктивный датчик / рассогласования. Вторичные обмоткч датчика 5 превышения кромок соединены встречно. При отсутствии превышения кромок выходное напряжение Uau равно нулю.
Появление превышения вызывает поворот индуктивного датчика / рассогласования и жестко связанного с ним якоря 7 (фиг. 2), что приводит к появлению на выходе датчика 5 напряжения соответствующей фазы. Выходное напряжение Ug,,.. подается на вход электронного усилителя так, чтобы скомпенсировать влияние превышения кромок на основной датчик рассогласования.
В случае подключения датчика 5 к второй управляющей обмотке электромашинного усилителя 3, как это показано на фиг. 1, рекомендуется, применять реостатный датчик превыщения кромок, схематически показанный на фиг. 3, где 5 - круговой потенциометр, 9 - щетка потенциометра, 10 - редуктор, 11 - блок, жестко связанный с щестерней, 12 - концы капроновой нити, закрепленные на датчике рассогласования, 18 и 14 - переменные сопротивления.
Датчик превыщения кромок работает следующим образом. При отсутствии превыщения кромок выходное напряжение f/,,. датчика pery iHpyeTCH сопротивлением 13 до получения Lsv.v 0
...В случае возникновения превышения кромки, например, слева над кр.рмкой справа, датчик рассогласования поворачивается на некоторый угол 7 по часовой стрелке и через блок 11 и редуктор /( поворачивает щетку Р. Зависимость (Т при линейном круговом потенциометре S линейна и, следовательно, характеристика датчика превышения кромок также линейна. Сопротивлением 14 выходное напряжение ,,r датчика превышения регулируется так, чтобы скомпенсировать влияние превышения кромок.
Для, устранения влияния технологических прихваток коэффициент усиления .системы уменьшается до нуля во время прохождения датчика рассогласования над прихваткой.
Для осуществления этого используется резкое увеличение ошибки при-: прохождении датчика над прихваткой по сравнению с ошибкой при слежении на остальных участках трубы.
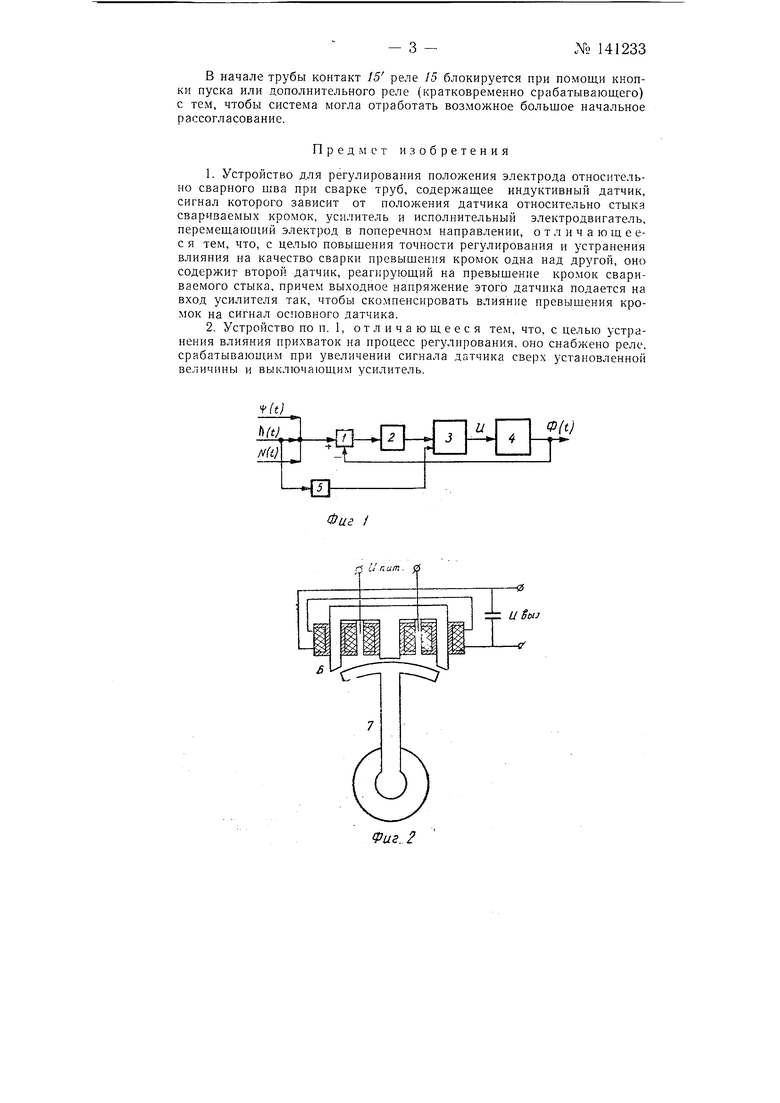
При это.м срабатывает реле 15 (фиг. 4), включенное на выход электронного усилителя 2 с демодулятором (фиг. 1). Реле 15, размыкая свой нормально замкнутый контакт 15, отключает управляющую обмотку 16 (фиг. 4) электромашинного усилителя 3 (фиг. 1) на время ,прохождения датчика рассогласования над прихваткой. По окончании технологической прихватки напряжение ошибки уменьшается, реле 15 от.пускает и подключает управляющую обмотку электромащинного усилителя-5к выходу электронного усилителя 2, т. е. скова начинается слежеЕие; Таким образом, система сама изменяет коэффициент усилении я.| Ипоявлении помехи в виде технологической прихватки.
В начале трубы контакт 15 реле /5 блокируется при помощи кнопки пуска или дополнительного реле (кратковременно срабатывающего) с тем, чтобы система могла отработать возможное больщое начапьное рассогласование.
Предмет изобретения
1.Устройство для регулирования положения электрода относитеаьно сварного шва при сварке труб, содержащее индуктивный датчик сигнал которого зависит от положения датчика относительно стыка свариваемых кромок, усилитель и исполнительный электродвигатечь перемещаюпшй электрод в поперечном направлении, отличающеес я тем, что, с целью повыщения точности регулирования и устранения влияния на качество сварки превышения кромок одна над другой оно содержит второй датчик, реагирующий на превыщение кромок свариваемого стыка, причем выходное напряжение этого датчика подается на вход усилителя так, чтобы скомпенсировать влияние превышения KDOмок на сигнал основного датчика.
2.Устройство по п. 1, отличающееся тем, что с цепью устра нения влияния прихваток на процесс регулирования, оно снабжено nerie срабатывающим при увеличении сигнала датчика сверх установленной величины и выключающим усилитель.
JMb 141233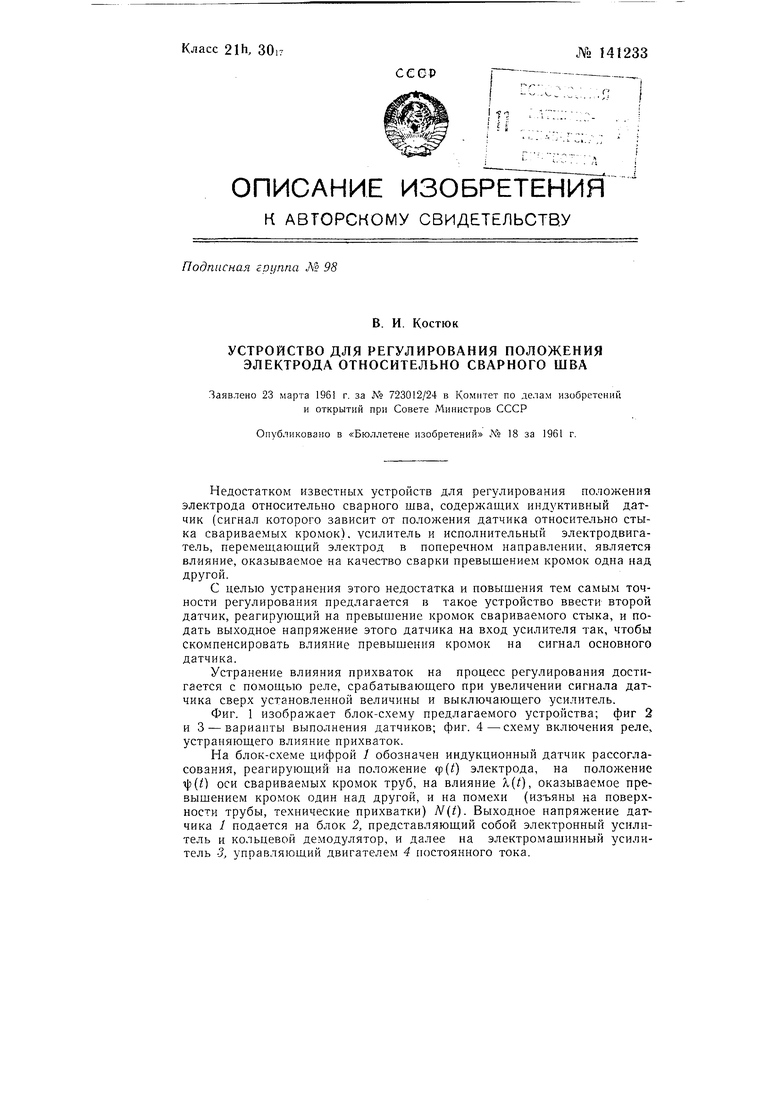
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |
| Способ автоматического направления сварочной головки по стыку | 1976 |
|
SU668791A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ЭЛЕКТРОДА ОТНОСИТЕЛЬНО СВАРИВАЕМОГО ШВА | 1967 |
|
SU198476A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для направления сварочной горелки по стыку | 1973 |
|
SU455821A2 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Устройство для слежения за стыком свариваемых деталей | 1980 |
|
SU919822A1 |

Фиг /
.I Li п. am . 0
-0
и guJ
Риг. 2
и пит
/5
Фиг. 4
