I
Изобретение относится к области сварки, а именно к устройствам для автоматизации сварочных процессов.
По основному авт. св. № 195580 известно устройство для направления сварочной головки по стыку с индуктивным датчиком, расположенным над одной из свариваемых кромок. Цель изобретения - исключение поме.х при сварке изделий с прихватами. Это достигается тем, что устройство снабжено дополнительным датчиком, выполненным аналогично основному в виде катушки индуктивности с параллельно подключенным конденсатором. Оба датчика расположены нараллельно свариваемому стыку один от другого на расстоянии, большем величины прихваток, причем выходная цепь дополнительного датчика подсоединена к системе управления параллельно выходной цепи основного датчика, и обе цепи разделены диодами.
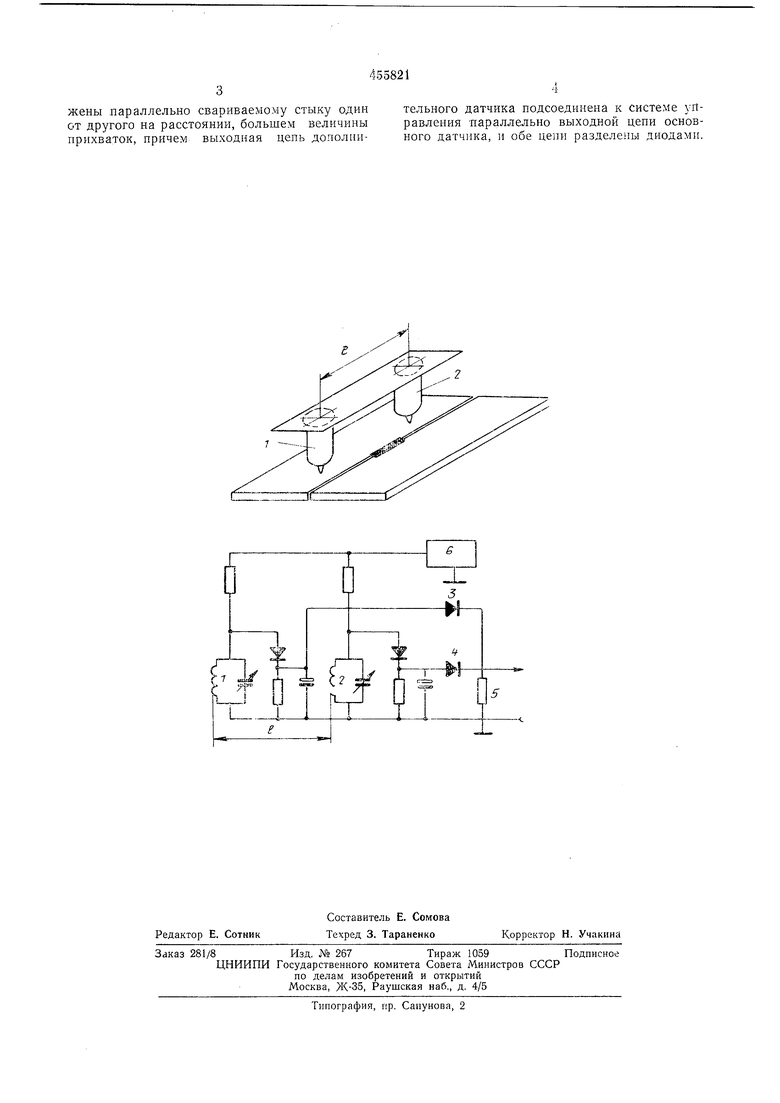
На чертеже изображено предлагаемое устройство и его схема.
Устройство содержит основной датчик 1, дополнительный датчик 2, разделительные диоды 3 и 4, нагрузочное сопротивление 5 и питающий генератор 6 высокой частоты. Устройство работает следующим образом. При одинаковом расстоянии катушек индуктивности от стыка сигналы на них равны и ток в сопротивлении 5 определяется величиной
нагрузки и динамическим сопротивлением диодов 3 и 4.
При подходе к прихватке сигнал на катущке основного датчика 1 уменьшается, а на катушке дополнительного датчика 2 остается прежним, поэтому от падения напряжения на диоде 4 диод 3 запирается, а в сопротивление 5 будет подан сигнал катушки дополнительного датчика 2, находящейся на участке без приЭхватки.
Аналогично сигналом с катушки основного датчика 1 будет заперт диод 4 после приближения к прихватке катупши дополнительного датчика 2.
В любом случае на систему управления по5дается наибольший из сигналов.
20
Предмет изобретения
Устройство для направления сварочной горелки по стыку по авт. св. N9 195580, отличающееся тем, что, с целью исключения помех при сварке изделий с прихватами, оно снабжено дополнительным датчиком, выполненным аналогично основному в виде катушки индуктивности с параллельно подключенным
конденсатором, при этом оба датчика расположены параллельно свариваемому стыку один от другого на расстоянии, большем величины прихваток, причем выходная цепь дополиительного датчика подсоединена к системе управления параллельно выходной цепи основного датчика, и обе цепи разделены диодами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Комбинированный электромагнитный датчик положения стыка при дуговой электросварке | 1980 |
|
SU941059A1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |
| Устройство для регулирования положения электрода относительно сварного шва | 1961 |
|
SU141233A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
| Следящее устройство для сварки | 1987 |
|
SU1734971A1 |
| Способ изготовления сварных конструкций (его варианты) | 1982 |
|
SU1077737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ ШТАМПОВАННЫХ ПОЛУПАТРУБКОВ | 2008 |
|
RU2410220C2 |
т
л
и
V
