I
Изобретение относится к автоматизации сварочного производства, в частности к системам направления сварочной головки по стыку.
Известно следящее устройство для направления сварочной головки по стыку, содержащее датчик положения стыка, установленный на сварочной головке, преобразователь сигнала датчика в напряжение постоянного тока, усилитель мощности и электропривод наве- дения сварочной головки на стык 1.
Недостатком этого устройства является отсутствие возможности контроля его работоспособности и точности непосредственно в процессе сварки. Датчики, используемые в подобных устройствах дают информацию о смещении стыка свариваемого изделия. По принципу работы следящей системы этот сигнал всегда близок к нулю и поэтому не может быть использован для оценки работоспособности устройства. Известно, что точность системы зави
,сит ОТ чувствительности датчика и от помех, действующих на нее. Чем больше чувствительность датчика, тем меньше погрешности .от действия помех. Следовательно, чувствительность датчика является характеристикой тсичности и работоспособности устройства. Чувствительность не является постоянной величиной, а изменяется в процессе работы следящей системы.
10 Это связано с тем, что чувствительность большинства датчиков зависит от высоты расположения над изделием, наличия прихваток, перекрытия стыка. Чувствительность многих датчиков
15 при движении над прихватками резко уменьшается, при этом погрешность системы от действия помех может стать недопустимо большой. В таких случаях необходимо предусмотреть отключение
20 следящей системы.
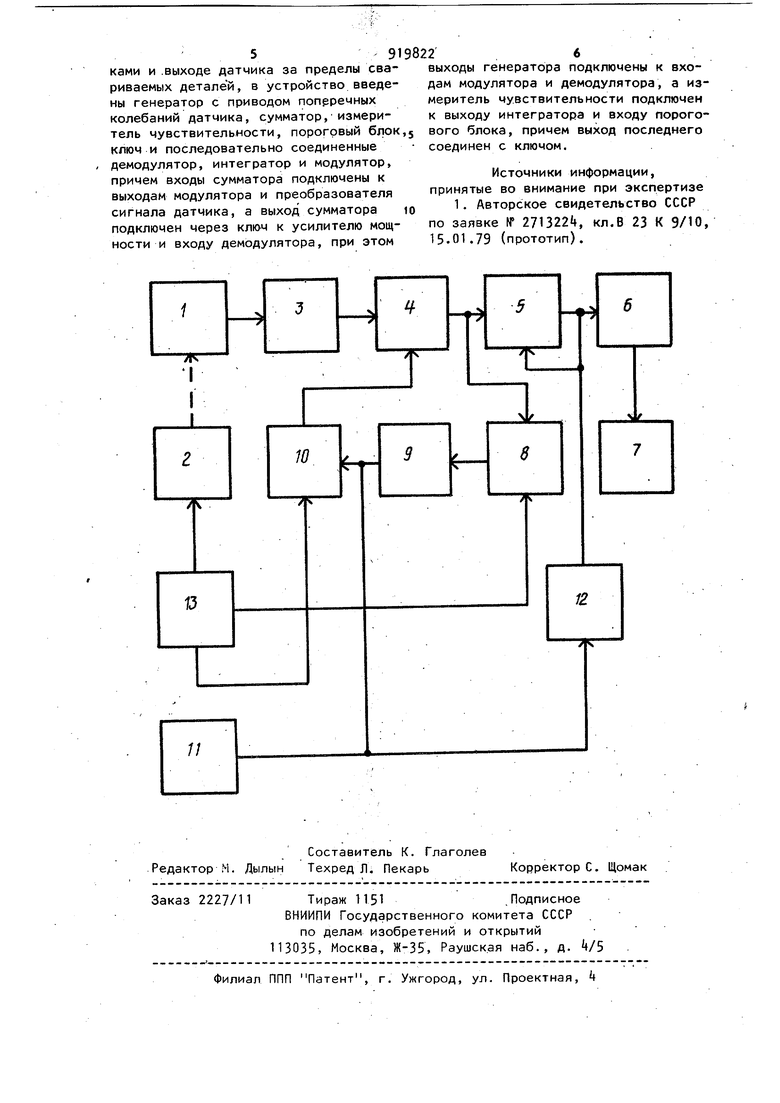
Цель изобретения - повышение надежности работы устройства путем из иерения его чувствительности, а также путем его отключения при движении над прихватками и выходе датчи,ка за пределы свариваемых деталей. Цель достигается за счет того, чт в устройство, содержащее датчик, усилитель мощности и привод наведени сварочной головки на стык, введены генератор с приводом поперечных коле баний датчика, сумматор, измеритель чувствительности, пороговый блок, ключ и последовательно соединенные демодулятор, интегратор и модулятор, причем входы сумматора подключены к выходам модулятора и преобразователя сигнала датч11ка, а выход сумматора подключен через ключ к усилителю мощ ности и входу демодулятора, при этом выходы генератора подключены к входа модулятора и демодулятора, а измеритель чувствительности подключен к вы ходу интегратора и входу порогового блока, выход которого соединен с клю чом. На чертеже представлена структурная схема устройства. Устройство содержит датчик 1 поло жения стыка, привод 2 поперечныхколебаний датчика, преобразователь 3 сигнала датчика в напряжение постоян ного тока, сумматор 4, ключ 5, усили тель 6 мощности, электропрйвод 7 нав дения сварочной головки на стык, последовательно соединенные демодулятор 8, подключенный входом к выходу сумматора, интегратор 9 и модулятор 10, выход которого соединен со входом сумматора, измеритель чувствительности 11 и пороговый блок 12, подключенные.к выходу интегратора, причем выход порогового устройства соединен с ключом, и генератор 13, соединенный с входами модулятора, демодулятора и привода поперечных ко лебаний датчика. Устройство работает следующим образом. Датчик 1 положения стыка вырабатывает сигнал, пропорциональный смещению стыка, который.преобразуется пре образователем 3 в напряжение постоян ного тока. Возбуждаемый генератором 13 привод 2 создает колебания датчика относительно стыка постоянной амплитуды. Выходное напряжение преобразователя 3 содержит как постоянную составляющую, пропорциональную смещению стыка, так и переменную составляющую пропорциональную амплитуде колебаний датчика и его чувствительности. Переменная составляющая преобразуется .демодулятором 8 в напряжение постоянного тока. Это напряжение сглаживается интегратором 9. Для устранения влияния на усилитель 6 мощности переменной составляющей сигнала преобразователя -3 в устройстве применена обратная связь через модулятор 10, который формирует кйлебания напряжения противоположной фазы. Сигнал с выхода преобразователя 3 и модулятора 10 подаются на входы сумматора . На усилитель 6 мощности с выхода сумматора через ключ 5 подается постоянная составляющая, пропорциональная смещению сварочной головки от стыка. Усиленный сигнал поступает на исполнительный двигатель привода, который возвращает сварочную головку к стыку. При совмещении сварочной головки со стыком постоянная составляющая с выхода преобразователя 3 равна нулю, и исполнительный двигатель привода прекращает перемещение сварочной головки. Чувствительность датчика контролируется измерителем 11. При снижении чувствительности ниже определенного предела (например, при прохождении прихваток) срабатывает пороговый блок 12, выход которого соединен с управляющим входом ключа 5- Ключ в этом случае отсоединяет вход усилителя мощности привода от сумматора. При восстановлении чувствительности датчика пороговое устройство возвращает ключ в исходное состояние. Предложенное следящее устройство позволяет осуществить контроль его работоспособности в процессе сварки путем анализа чувствительности датчика и отк 1ючать устройство при движении над прихватками и выходе датчика за пределы свариваемого изделия. Формула изобретения Устройство для слежения за стыком свариваемых деталей, содержащее датчик с преобразователем сигнала датчика, усилитель мощности и привод наведения сварочной головки на стык, отличающееся тем, что, с целью повышения надежности работы устройства путем измерения его чувствительности, а также путем отключения устройства при движении над прихватками и .выходе датчика за пределы свариваемых деталей, в устройство введены генератор с приводом попрречных колебаний датчика, сумматор, измеритель чувствительности, пороговый блок,; ключ и последовательно соединенные демодулятор, интегратор и модулятор, причем входы сумматора подключены к выходам модулятора и преобразователя сигнала датчика, а выход сумматора ю подключен через ключ к усилителю мощности и входу демодулятора, при этом 919 2 выходы генератора подключены к входам модулятора и демодулятора, а измеритель чувствительности подключен к выходу интегратора и входу порогового блока, причем выход последнего соединен с ключом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 271322, кл.В 23 К 9/10, 15.01.79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1981 |
|
SU998042A1 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Устройство слежения за стыкомСВАРиВАЕМыХ дЕТАлЕй | 1979 |
|
SU810408A1 |
| Устройство для регулирования положения электрода относительно сварного шва | 1961 |
|
SU141233A1 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| Следящая система | 1981 |
|
SU962844A1 |
| Способ автоматического направления сварочной головки по стыку | 1976 |
|
SU668791A1 |
J
VIV
W
15
и
11
в
/2
