Р1звестны устройства для регулирования положения электрода относительно свариваемого шва, содержащие индуктивный датчик положения электрода относительно шва, усилитель и исполнительный механизм перемеп1,ения электрода в поперечном направлепии.
В известных устройствах влияние превышения кромок одна над другой па качество сварного шва устраняется применением сложного двойного датчика и сложной схемы разделения сигналов. Кроме того, точность регулироваиия перемепдения электрода относительно стыка не всегда удовлетворительна.
Предлагаемое устройство позволя-ет уменьшить помехи от несовмеш,ения кромок свариваемых деталей за счет механической компенсации в индуктивном датчике и путем схемного решения.
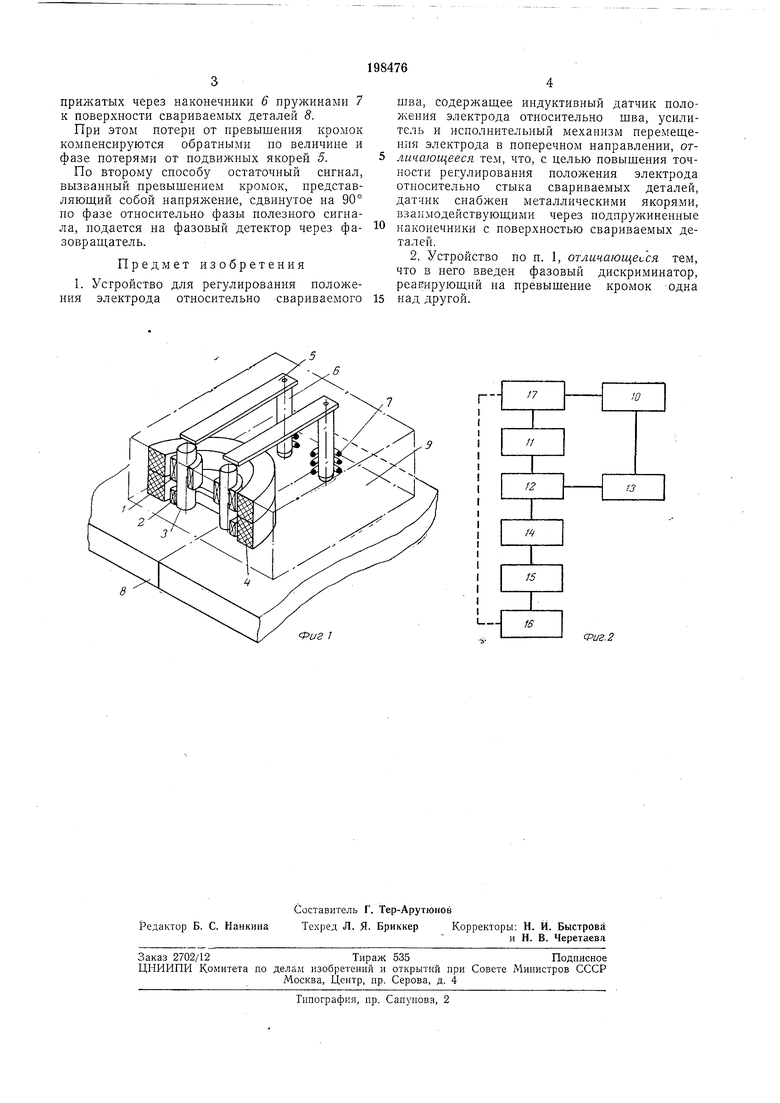
На фиг. 1 изображена схема индуктивного датчика; на фиг. 2 - блок-схема устройства. Для увеличеиня чувствительности датчика и для его от действия иосторонних магнитных полей катушки / и 2 датчика вместе с сердечником 3 заключены в ферритовые кольпа 4. У верхних свободных концов обоих сердечников расположены дГеталличелкие якоря (пластинки) 5, которые через наконечники 6 цилиндрическими пружинами 7 поджимаются к поверхности свариваемых деталей 8, причем паконечники имеют сферическую контактную поверхность. Вся систелш заключена в корпус 9 из пемагпитпой стали.
Электроииая схема устройства состоит из геператора W сииусоидального напряження, усилителя 11 синусоидального напряжения, фазового дискриминатора 12, фазоврашателя 13, модулятора 14, усилителя 15 сигналов моду.чятора и исполнительного двпгателя механизма перемещения сварочиой головки 16.
Устройство работает следуюпднм образом.
Сигнал, несущий информацию о положенни датчика относительно стыка, снимается в виде э. д. с. е сигнальных обмоток датчика 17. На обмотку возбуждения датчика при этом подается сигнал от генератора 10. В фазовом днскримииаторе 12 эта э. д. с. сравнивается с опорным нанряжением.
В зависимости от э.д. с., ноступаюшей на фазовый дискриминатор, на его выходе ноявляется сигнал постоянного тока той или иной иолярностн. С номощью усилителя /5 следящая система устанавливает сварочную головку симметрично относительно стыка.
Компенсация величины иревышеиия кромок одна над другой осуществляется двумя способами.
прижатых через наконечники 6 пружинами 7 к поверхности свариваемых деталей 8.
При этом потери от превышения кромок компенсируются обратными по величиие и фазе потерями от подвижных якорей 5.
По второму способу остаточный сигнал, вызванный превышением кромок, представляющий собой напряжение, сдвинутое на 90° по фазе относительно фазы полезного сигнала, подается на фазовый детектор через фазовращатель.
Предмет изобретения
1. Устройство для регулирования положения электрода относительно свариваемого
шва, содержащее индуктивный датчик положения электрода относительно шва, усилитель и исполнительный механизм перемещения электрода в поперечном направлении, отличающееся тем, что, с пелью повышения точности регулирования положения электрода относительно стыка свариваемых деталей, датчик снабжен металлическими якорями, взаимодействующими через подпружиненные наконечники с поверхностью свариваемых деталей.
2. Устройство по п. 1, отличающе ся тем, что в него введен фазовый дискриминатор, реагирующий на превышение кромок одна над другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля превышения кромок | 1983 |
|
SU1098704A1 |
| Устройство для регулирования положения электрода относительно сварного шва | 1961 |
|
SU141233A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ СВАРОЧНОЙ ГОЛОВКИПО СТЫКУ | 1967 |
|
SU195580A1 |
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНЫХ ГОЛОВОК ПО СТЫКУ ПРИ ДВУСТОРОННЕЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1969 |
|
SU233147A1 |
Фиг /
Фиг. 2
