tNd
СХ5 СО
Изобретение относится к прокатному про- vJ3BOACTBy, в частности к способам фор- р ирования бунтов катанки, на моталках с вертикальными намоточными валами.
Цель изобретения - повышение качества бунта и производительности, а также экономии катанки.
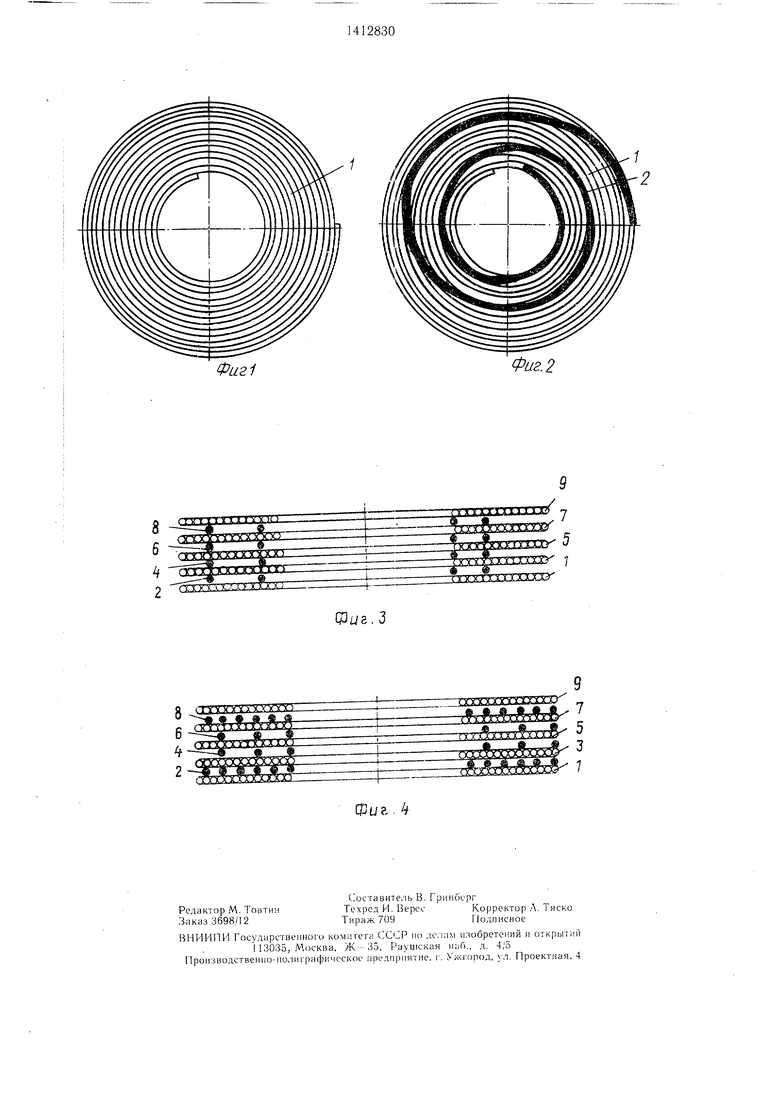
На фиг. 1 показан нижний слой бун- ta, общий вид; на фиг. 2 - нижний и пер- ёый четный слой бунта, общий вид; на фиг. 3 - бунт, в котором четные слои |:формированы с одинаковым числом витков каждом четном слое, поперечный разрез; а фиг. 4 - то же, в котором четные слои Сформированы с числом витков, пропорцио- нально уменьщающимся в середине бунта. I В соответствии с данным изобретением бунт формируется следующим образом.
Регулируя скорость моталки (не показана) укладывают нижний слой 1 (первый не- четньш слой) катанки, причем формирова- |ние начинают с внутреннего диаметра бун- 1та и заканчивают наружным, а укладку вит- |ков в этом слое ведут плотно и без зазоров I между витками. Слой 2 (первый четный слой) укладывают при увеличенной скорости вращения моталки, укладку начинают с наружного диаметра бунта и заканчивают внутренним, а скорость выбирают такой, чтобы в слое уложилось 2-10 витков катанки (в зависимости от марки стали) с зазором между витками (фиг. 3).
В соответствии со способом формирования первого нечетного слоя формируют последующие нечетные слои, а в соответствии со способом формирования первого четного слоя формируют последующие четные слои, при этом формирование бунта заканчивают нечетным слоем.
Нижний предел числа витков в четных слоях ограничивают двумя витками, так как при меньщем числе витков в процессе термообработки происходит деформация слоев и их западание, затрудняюи|ее размотку бунта при волочении. При числе четных витков, большем десяти, наблюдается неравномерный прогрев бунта и его охлаждение при термообработке, в результате чего появляется большой разброс механических свойств катания по сечению бунта, ограничивающий производительность волочильных станков.
В варианте формирования бунта, показанном на фиг. 4, после формирования первого нечетного слоя 1 с плотной укладкой витков в первом четном слое 2 укладывают некоторое определенное количество витков, например, щесть, в нечетном слое 3 - такое же количество витков, как и в слое 1, в слое 4 (втором четном слое) число витков уменьшают и наматывают три витка, в слое 5 -- то же, что и в слое 3, в слое 6 - три витка, в слое 7 то же число витков, что и в слое 5, в слое 8 - число витков увеличивают в той же пропорциональности и наматывают щесть витков, формирование закан0
5
0
чивают нечетным слоем 9 с полным числом витков.
Аналогично при необходимости уменьшают число витков середины бунта и в нечетных слоях, в этом случае получают бунт с разной степенью плотности в середине и по краям бунта. Такой бунт обеспечивает более равномерный прогрев по сечению и равномерное распределение механических свойств катанки по ее длине, уменьшается количество окалины в середине бунта. С другой стороны, такой бунт не вызывает затруднений при его размотке после термообработки, так как он хорошо сохраняет свою форму при пагреве.
Ниже описаны примеры осуществления способа формирования бунта.
Пример 1. На проволочном стане 280 из заготовки массой 450 кг прокатывали катанку 0 6,5 мм с длиной раската 1440 м. Катанку сматывали в стандартный бунт с наружным диаметром 1350 мм, внутренним диаметром 950 мм, длина средней линии витка 3,6 м, общее число витков 400. В четных слоях укладывали для различных вариантов 1, 2, 5, 10 и 14 витков, в нечетных слоях - по 30 витков. Бунты формировали
5 из стали ЗХ2В8Ф, после прокатки и охлаждения бунты отжигали в роликовой проходной печи и проверяли разброс механических свойств по длине катанки. После отжига бунты травили и подвергали волочению на многократном волочильном стане на проволоку 0 3,2 мм, оценивали производительность волочильного стана. Р езультаты сравнения бунтов, сформированных по заявляемому способу с бунтами, сформированными по способу-прототипу, приведены в таблице.
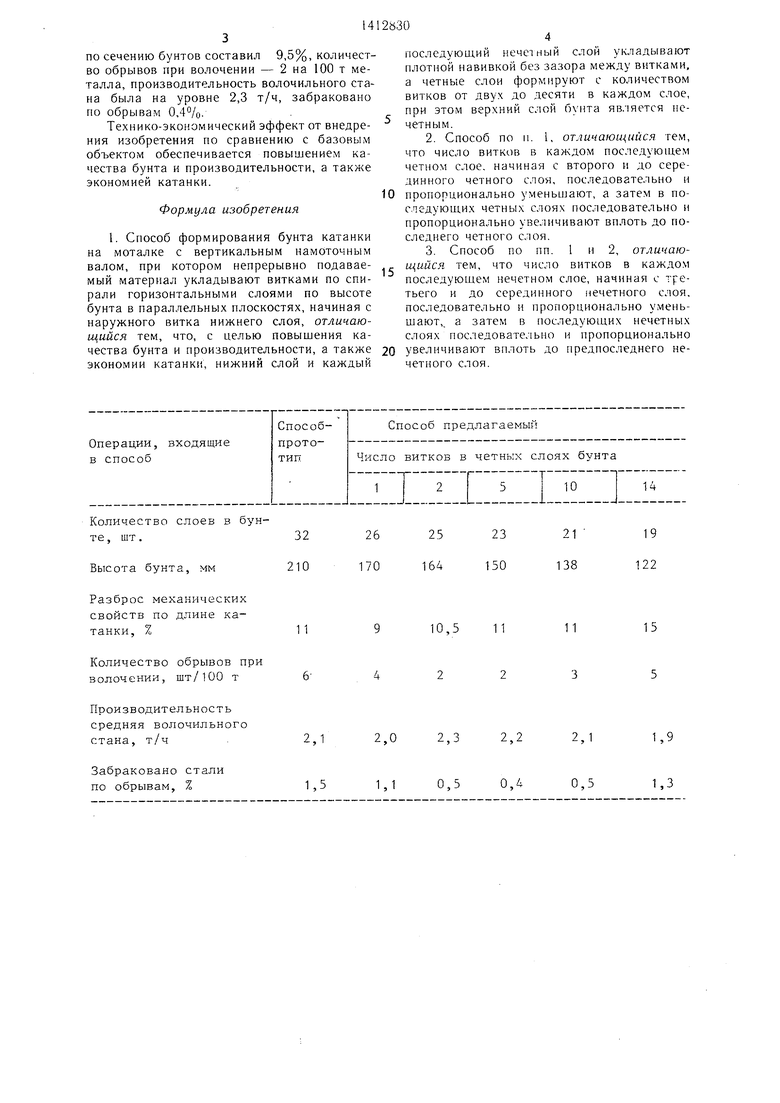
Как видно из таблицы, при увеличении количества витков в четных слоях увеличи- Е.ается число обрывов при волочении из-за большого разброса механических свойств. При числе витков в четных слоях меньще
0 разброс механических свойств меньше, однако число обрывов больше из-за потери бунтами формы при термообработке. Наибольшая производительность волочильного стана наблюдается в интервале значений числа витков четных слоев 2-10. Произво5 дительность стана по способу-прототипу ниже, а число обрывов больше, чем в предлагаемом способе, расход металла на 1 - 1,1% меньше.
Пример 2. Аналогичны.м образом сматывали сталь 232В8Ф с уменьшением числа витков в четных слоях: количество витков в нечетных слоях составляло по 29 витков, число слоев - 12, в четнЕях - слоях число витков распределялось следующим об- эазом;
г 2-ой и 22-ой слои - десять витков, 4-ый и 20-ый слои - девять витков, 6-ой и 18-ый - восемь витков, 8-ой и 16-ый - семь витков, 10-ый и 14-ый - щесть витков, 12-ый слой - пять витков. Разброс механических свойств
0
5
0
по сечению бунтов составил 9,5%, количество обрывов при волочении - 2 на 100 т металла, производительность волочильного стана была на уровне 2,3 т/ч, забраковано по обрывам 0,4°/о.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается повышением качества бунта и производительности, а также экономией катанки.
Формула изобретения
1. Способ формирования бунта катанки на моталке с вертикальным намоточным валом, при котором непрерывно подаваемый материал укладывают витками по спирали горизонтальными слоями по высоте бунта в параллельных плоскостях, начиная с наружного витка нижнего слоя, отличающийся тем, что, с целью повышения качества бунта и производительности, а также экономии катанки, нижний слой и каждый
последуюш,ий нечетный слои укладывают плотной навивкой без зазора между витками, а четные слои формируют с количеством витков от двух до десяти в каждом слое, при этом верхний слой бунта яв/тется ие- четным.
2.Способ по II. 1, отличающийся тем, что число витков в каждом последующем четном слое, начиная с второго и до серединного четного слоя, последовательно и
0 пропорционально уменьшают, а затем в последующих четных слоях последовательно и пропорционально увеличивают вплоть до последнего четного слоя.
3.Способ по пп. 1 и 2, отличающийся тем, что число витков в каждом последующем нечетном слое, начиная с третьего и до серединного нечетного слоя, последовательно и пропорционально уменьшают, а затем в последующих нечетных слоях последовате. 1ьно и пропорционально
0 увеличивают вплоть до предпоследнего нечетного слоя.
5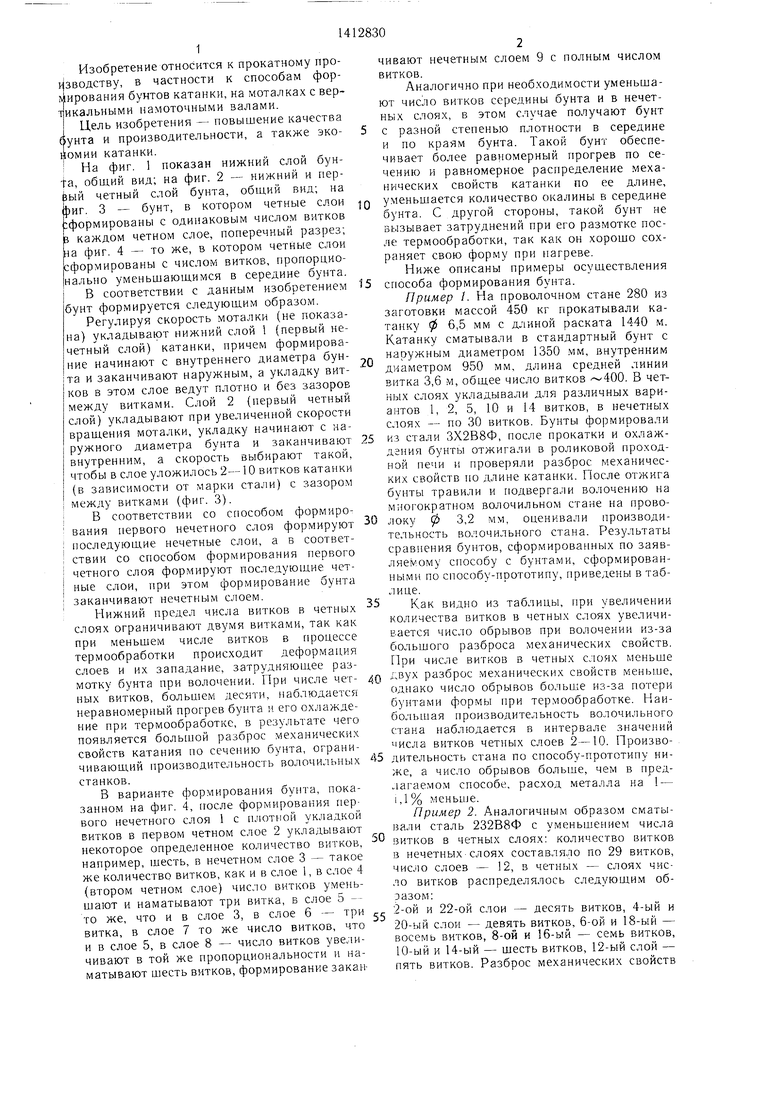
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования бунта | 1981 |
|
SU963596A1 |
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| Устройство для охлаждения катанки воздухом | 1985 |
|
SU1253692A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| ПРЯМОТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН | 1998 |
|
RU2144854C1 |
| Способ обработки катанки | 1982 |
|
SU1057562A2 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Моталка с осевой подачей проволоки | 1978 |
|
SU766702A1 |
Изобретение относится к прокатному производству, в частности к способам формирования .бунтов катанки на моталках с вертикальными намоточными валами. Цель - повыи1ение качества бунта и производительности, а также экономии катанки. Регулируя скорость моталки, укладывают нижний слой 1 (первый 1 ечетный слой) катанки. Формирование начинают с внутреннего диаметра бунта и заканчивают наруж- ны.м. Укладку витков в этом слое ведут плотно без зазоров, ( /юй 2 (первый четный слой) укладывают при уве.-1иченной скорости врн- щеиия моталки. Укладку начинают с наружного диаметра бунта и заканчивают внутренним. Скорость выбирают такой, чтобы в слое уложилось от дву.х до десяти витков с зазором между витками. Аналогично формированию первых нечетного и четного слоев формируют последуюп1ие нечетные и четные слои. Формирование заканчивают нечетным слоем. Указываются варианты формирования четных II нечетных слоев бунта. 2 з.п. ф-лы, 4 ил., 1 табл. с 5S (Л
Количество слоев в бунте, шт.
Высота бунта, мм
Разброс механических свойств по длине катанки, %
Количество обрывов при волочении, шт/100 т
Производительность
средняя волочильного
стана, т/ч .
Забраковано стали
по обрывам, %
25 23 21 164 150 138
10,5 11 11
19 122
15
2,0 2,3 2,2 2,1
1,9
1,1 0,5 0,4 0,5
1,3
Фиг1
Фиг. 2
ja ® , - -t Sxisns /
| Способ формирования бунта | 1981 |
|
SU963596A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
