каналы 11 и 15 - в радиальные зазоры между направляющими 9 и втулками 10, а также между боковыми поверхностями ложемента 3 и углубления.
Воздух, поступающий из полости 13
Изобретение относится к клепально-сбороч- ным работам, в частности к устройствам для групповой установки заклепок в отверстия собираемых изделий, например полусепараторов щарикоподщипников.
Цель изобретения - повыщение на- 5 через каналы 16 под донную часть ложе- дежности сборки и производительности за мента 3, создает для последнего аэростатическую опору. Под воздействием воздуха втулки 10 соверщают асциллирующие движения, а ложемент 3 - колебания
:ров, исключения перекрытия отверстий из- ю в полости, перпендикулярной продольной оси за наличия погреи1ности размеров при их устройства.
Заклепки, попадая из каналов 19 во втулки 10, совершают также вращательно- асциллирующие движения в области, ограниченной зазором е. Колебания ложемен- 15 та 3 в углублении, также ограниченные зазором е, не позволяют перекрываться отверстиям верхних и нижних полусепараторов. Происходят автопоиск отверстия заклепкой и предварительный заход заклепок
жестко закрепленных на корпусе 1 частей 2Q отверстия. Окончательное досылание за- 5 и 6. В части 5 кондуктора выполнена клепок в отверстия полусепараторов проис- ; полость 7, сообщающаяся посредством шту- ходит под воздействием толкателей-пуансо- ; цера 8 с источником сжатого воздуха. нов 12.
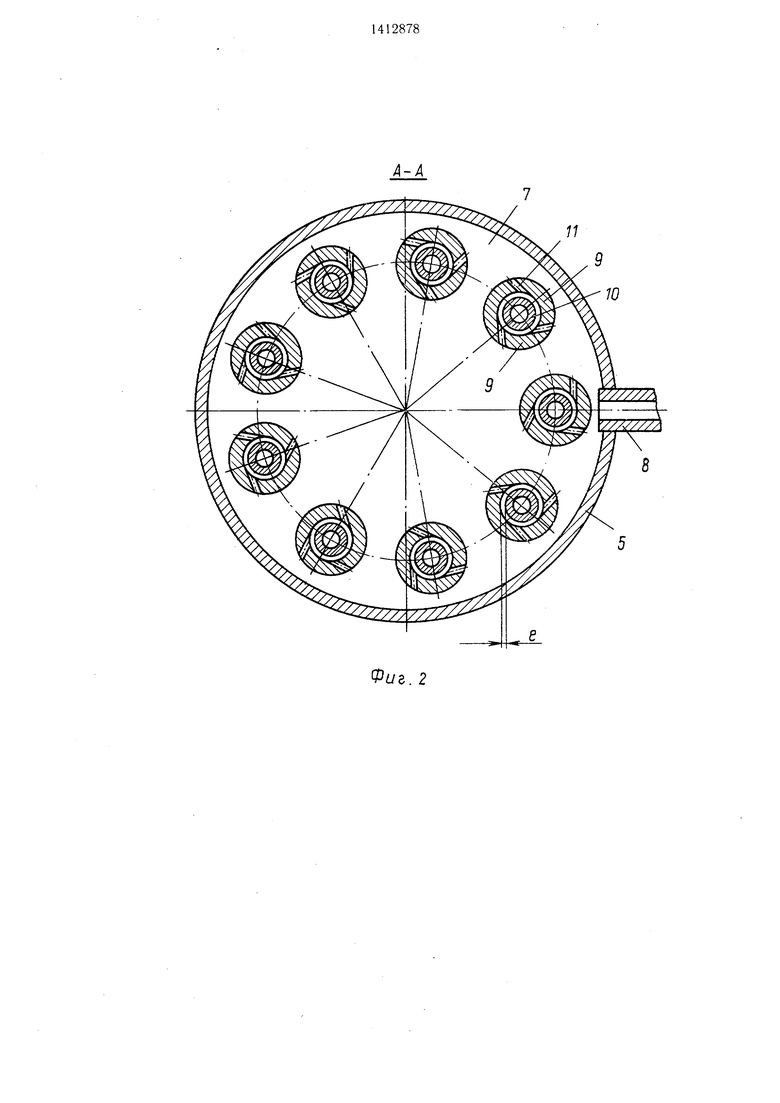
Кроме того, в части 5 равномерно располо-Предлагаемое устройство позволяет пожены направляющие 9, в которых разме- высить надежность сборки, особенно при I щены втулки 10, установленные в наорав- 25 использовании мелкоразмерных заклепок, и ляющих с радиальным зазором е и воз- производительность за счет сокращения вре- : можностью перемещения в плоскости, пер- : пендикулярной продольной оси устройства. ; Полость 7 кондуктора с внутренними полостями направляющих 9 соединена посредством тангенциальных каналов 11. СоосноАвтоматическое устройство для группосчет исключения контакта сжатого воздуха с заклепкой, сужения области ориентации заклепок путем регламентации зазосовмещении.
На фиг. 1 представлено устройство, : общий вид; на фиг. 2 - разрез А-А I на фиг. 1; на фиг. 3 - разрез Б-Б на
1ФИГ. 1.
Автоматическое устройство для групповой установки заклепок содержит корпус 1, основание 2, на котором установлен ложемент 3, кондуктор 4. Последний состоит из
мени процесса сборки.
Формула изобретения
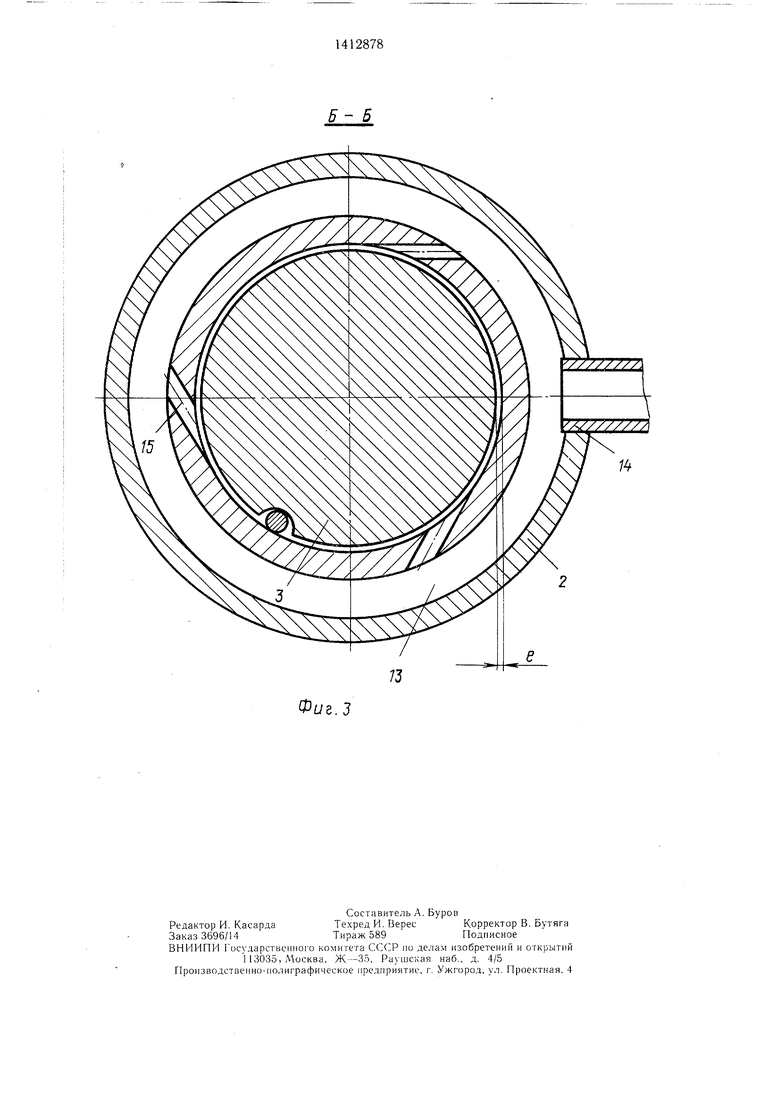
направляющим на корпусе 1 установлены толкатели-пуансоны 12. На основании 2 выполнены углубление и кольцевая полость 13. В углублении размещен ложемент 3 с образованием зазоров между боковыми и донными поверхностями ложемента и углубления соответственно и с возможностью перемещения в плоскости, перпендикулярной продольной оси устройства.
35
БОИ установки заклепок преимущественно в полусепараторы щарикоподщипников, содержащее основание, на котором смонтированы корпус, ложемент для собираемого щарико- подщипника, источник сжатого воздуха, кондуктор, выполненный с полостью, сообщенной с указанным источником сжатого воздуха, и равномерно расположенным по окружности направляющими, связанными каналами с кольцевой полостью, толкатеВеличина радиального зазора е выбирается равной удвоенному суммарному допуску на 40 ли-пуансоны, размещенные в направляющих, расположение отверстий в полусепараторе. и трубки для подачи заклепок, располо- Кольцевая полость 13 корпуса связана посредством штуцера 14 с источником сжатого воздуха, а посредством каналов 15 и 16 - с боковой и донной поверхностями углубления. Устройство работает следующим образом.
женные под углом к направляющим, отличающееся тем, что, с целью повышения надежности сборки и производительности, оно снабжено втулками, установленными в направляющих кондуктора с радиальным зазором и возможностью перемещения в плоскости, перпендикулярной продольной оси устройства, основание выполнено с сообщающимися между собой посредством каПодшипник 17 в сборе с верхним и нижним полусепараторами размещается на ложементе 3, который поднимается с под- щипником до упора с частью 5 кондук- л налов углублением и кольцевой полостью тора 4. Осуществляется отсечка и подача ложемент размещен в углублении с зазо- заклепок через трубки 18 и подводящий канал 19 кондуктора. Воздух под давлением поступает через штуцеры 8 и 14 в полости 7 и 13, а оттуда через тангенциальные
ром между боковыми и торцовыми поверхностями ложемента и углубления, а кольцевая полость ложемента связана с источником сжатого воздуха.
каналы 11 и 15 - в радиальные зазоры между направляющими 9 и втулками 10, а также между боковыми поверхностями ложемента 3 и углубления.
Воздух, поступающий из полости 13
через каналы 16 под донную часть ложе- мента 3, создает для последнего аэростатическую опору. Под воздействием воздуха втулки 10 соверщают асциллирующие движения, а ложемент 3 - колебания
высить надежность сборки, особ использовании мелкоразмерных з производительность за счет сокращ Автоматическое устройство дл
мени процесса сборки.
Формула изобретения
БОИ установки заклепок преимущественно в полусепараторы щарикоподщипников, содержащее основание, на котором смонтированы корпус, ложемент для собираемого щарико- подщипника, источник сжатого воздуха, кондуктор, выполненный с полостью, сообщенной с указанным источником сжатого воздуха, и равномерно расположенным по окружности направляющими, связанными каналами с кольцевой полостью, толкатели-пуансоны, размещенные в направляющих, и трубки для подачи заклепок, располо-
ли-пуансоны, размещенные в направляющих, и трубки для подачи заклепок, располо-
женные под углом к направляющим, отличающееся тем, что, с целью повышения надежности сборки и производительности, оно снабжено втулками, установленными в направляющих кондуктора с радиальным зазором и возможностью перемещения в плоскости, перпендикулярной продольной оси устройства, основание выполнено с сообщающимися между собой посредством каналов углублением и кольцевой полостью ложемент размещен в углублении с зазо-
налов углублением и кольцевой полостью ложемент размещен в углублении с зазо-
ром между боковыми и торцовыми поверхностями ложемента и углубления, а кольцевая полость ложемента связана с источником сжатого воздуха.
11
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки заклепок | 1978 |
|
SU806227A1 |
| Устройство для установки заклепок | 1976 |
|
SU593803A1 |
| Устройство для установки стержневых деталей | 1986 |
|
SU1391796A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1972 |
|
SU340508A1 |
| Устройство подачи заклепок | 1986 |
|
SU1417990A2 |
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКАВ МАГНИТНОМ ПОЛЕ | 1972 |
|
SU430984A1 |
Изобретение относится к клепально- сборочным работам. Цель изобретения - повышение надежности и производительности сборки. Устройство содержит корпус 1, основание 2, на котором установлены ложемент 3 и кондуктор 4. В последнем выполнена полость 7, сообш.аюш,аяся с источником сжатого воздуха, и смонтированы направляющие, в которы.х размешены втулки 10, установленные в направляющих с радиальным зазором. На основании 2 выполнены углубление и кольцевая полость 13. В углублении с зазором размеш,ен ложемент 3. Подшипник 17 размешен на ложементе 3, который поднимают до упора в кондуктор 4. Через каналы 19 кондуктора 4 осуществляется подача заклепок. Под действием сжатого воздуха, поступающего в полости 7 и 13, а далее через тангенциальные каналы в радиальные зазоры между направляющими и втулками 10 и между боковыми поверхностями ложемента 3 и углубления, втулки 10 и ложемент 3 совершают колебательные движения в определенной области, ограниченной зазором. Это не позволяет перекрываться отверстиям верхних и нижних полусепараторов. Досылка заклепок в отверстия полусепараторов подшипников осуществляется толкателями-пуансонами 12. 3 ил. S5 сл ьо 00 00 7 я г, J.
Фиг. 2
6- 5
Фиг.З
| Устройство для установки заклепок | 1978 |
|
SU806227A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
