.(21) 4065090/31-27
(22) 11.05.86
(46) 30.07.88. Бюл.№ 28
(71)Институт проблем литья АН УССР
(72)В.В.Чайкин, Н.И.Печеный и В.С.Шумихин
(53)621.785.1.02-242.3(088.8)
(56)Мблдаванов В.П. Производство поршневых колец двигателей внутреннего сгорания. М.: Машиностроение, 1980, с.79-82.
(54)СПОСОБ ПОЛУЧЕНИЯ ПОРШНЕВЫХ КОЛЕЦ
(57)Изобретение относится к литейно му производству и может быть исполь зовано при изготовлении.незамкнутых кольцевых изделий. Цель изобретения - повышение производительности и ства колец. Подачу расплавленного металла осуществляют в форму, внутрен няя полость 3 которой выполнена по винтовой линии, затем вьщерживают для затвердевания отливки и выбивают ее из. формы. После выбивки отливку разрезают вдоль ее оси на отдельные заготовки, формообразуют их до оконча-; тельной формы н термофиксируют. При этом отливку выбивают при температуре, превышающей температуру термофиксации Способ позволяет повысить коэффициент использования металла за счет устранения литниково-питающей системы, снизить себестоимость полу чения поршневых колец благодаря экономии металла, снижению энерго- и трудозатрат и повысить качество порш невых колец снижением брака по горячим трещинам и газоусадочной порис- ; тости. 1 з.п. ф-лы, 3 ил.
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок поршневых колец | 1987 |
|
SU1505741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Устройство непрерывного литья заготовок | 1988 |
|
SU1637941A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЛИТОЙ СТАЛЬНОЙ ДЕТАЛИ | 2016 |
|
RU2641209C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |

ю
со
ts9
О)
Изобретение относится к литейному производству и может быть использова Но при изготовлении незамкнутых коль цевых изделий.
Целью изобретения является повышение производительности и качества колец.
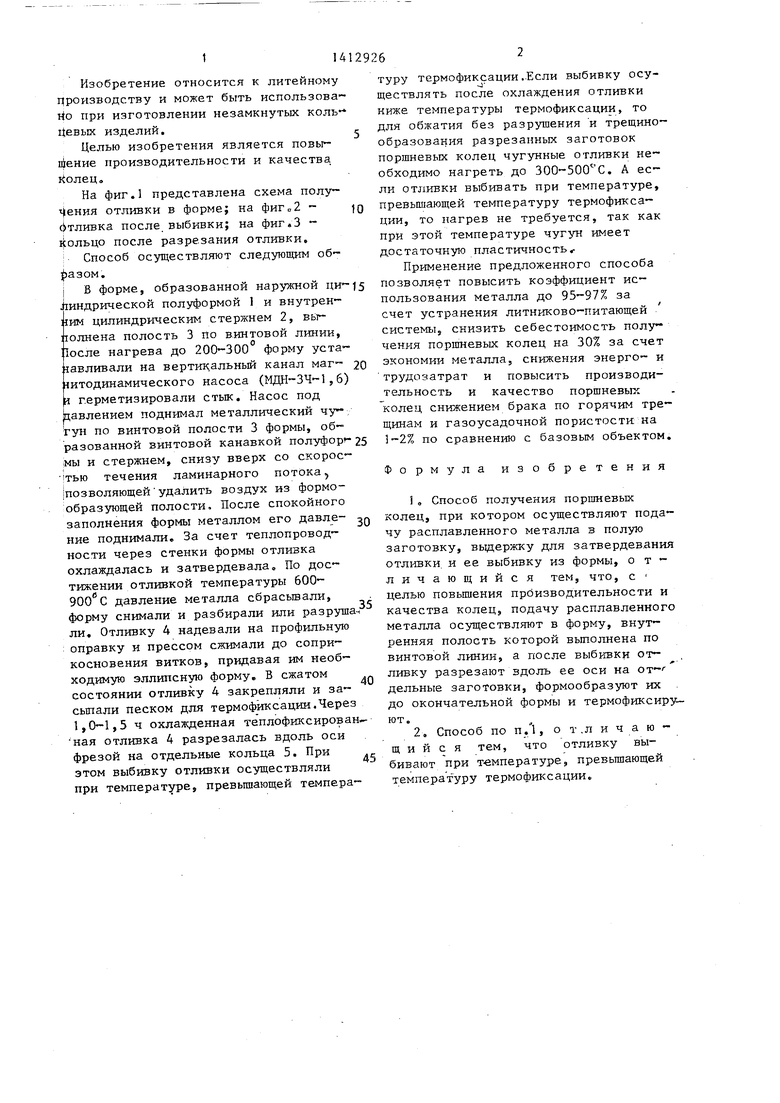
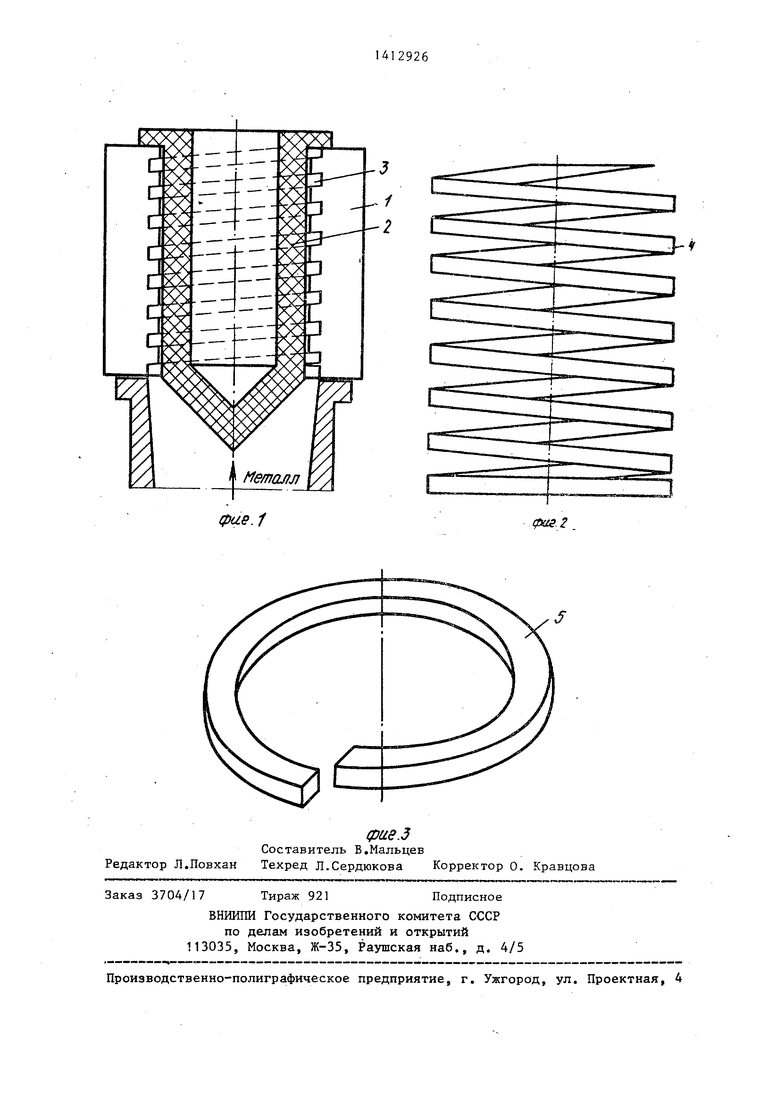
На фиг.1 представлена схема полу отливки в форме; на фиг „2 - бтливка после выбивки; на фиг.З кольцо после разрезания отливки, : Способ осуществляют следугопщм об- jiaaoM.
j В форме, образованной наружной пи Линдрической полуформой 1 и внутрен™ ;1им цилиндрическим стержнем 2, вы- :1олнена полость 3 по винтовой линии, Лосле нагрева до форму устанавливали на вертикальньй канал маг™ 1итодинамического насоса (MflH-34-lj6) я герметизировали стык. Насос под Ьавлением поднимал металлический чу, тун по винтовой полости 3 формы, об разованной винтовой канавкой полуфор - ;мы и стержнем, снизу вверх со скорос- чтью течения ламинарного потока, 1позволяющей удалить воздух из формообразующей полости. После спокойного заполнения формы металлом его давление поднимали. За счет теплопроводности через стенки формы отливка охлаждалась и затвердевала. По достижении отливкой температуры 600- давление металла сбрасьшали, форму снимали и разбирали или разруша ли. Отливку 4 надевали на профильную оправку и прессом сжимали до соприкосновения витков, придавая им необходимую эллипсную форму, В сжатом состоянии отливку 4 закрепляли и засыпали песком для термофиксации.Через 1,0-1,5 ч охлажденная теплофиксирован ная отливка 4 разрезалась вдоль оси фрезой на отдельные кольца 5. При этом выбивку отливки осуществляли при температуре, превышающей темпера
0
5 0 5 - .
0
5
туру термофиксации ..Если выбивку осуществлять после охлаждения отливки ниже температуры термофиксации, то для обжатия без разрушения и трещино- образования разрезанных заготовок поршневых колец чугунные отливки необходимо нагреть до 300-500 С. А если отливки выбивать при температуре, превышающей температуру термофикса- ции, то нагрев не требуется, так как при этой температуре чугун имеет достаточную пластичность.
Применение предложенного способа позвол,яет повысить коэффициент использования металла до 95-97% за счет устранения литниково-питающей системы, снизить себестоимость получения поршневых колец на 30% за счет экономии металла, снижения энерго- и трудозатрат и повысить производительность и качество поршневых колец снижением брака по горячим трещинам и газоусадочной пористости на 1-2% по сравнению с базовым объектом,
Формула изобретения
« Способ получения поршневых колец, при котором осуществляют подачу расплавленного металла в полую заготовку, выдержку для затвердевания отливки, и ее выбивку из формы, отличающийся тем, что, с целью повышения производительности и качества колец, подачу расплавленного металла осуществляют в форму, внутренняя полость которой выполнена по винтовой линии, а после выбивки отливку разрезают вдоль ее оси на от- дельные заготовки, формообразуют их до окончательной формы и термофиксирз ЮТо
2, Способ по n. l, о т ,л и ч а ю - щ и и с я тем, что отливку выбивают при температуре, превьш1ающей температ уру термофиксации.
фае.-/
фаз 2
