Изобретение относится к машиностpoeHtno, а именно к смазкам, исцользу емым при обработке преимущественно инструментальньсс и быстрорежущих сталей -на операциях шлифования, взаимное расположение круга и детали которых определяет большую длину дуги контакта круга с обрабатываемой поверхностью, т.е. в основном в условиях врезного шлифования. Особенностью абразивного инструмента при этом является функция его пор как транспорта удаляемой стружки Цель изобретения - повышение стойкости инструмента, эксплуатируемого на операциях шлифования, выполняемых при большой длине дуги контакта круга с обрабатываемой поверхностью. В предлагаемой смазке окисленный парафин выполняет функцию связующего компонента, т.е. является именно тем компонентом, физико-химические и теплофизические свойства которого определяют агрегатное состояние смазки В зоне шлифования. Эффективное нспользование смазки на операциях шлифования с большой длиной дуги контакта круга и детали может быть достигнуто только при обеспечении условия свобод ного вывода стружки из зоны резания, Это представляется возможным в случае частичного заполнения пор круга нанесенной смазкой. Низкий уровень теплоемкости парафина, а также его подверженность процессу крекинга при температурах более уже в первый момент шлифования вызовут частичный перевод нанесенной смазки в жидкое агрегатное состояние . Поры круга при этом вследствие действия центробежных сил частично освободятся, а субмикропрофиль режущих зерен будет покрыт пленкой жидкой смазки. Содержащиеся в продукте окисления парафина кислородсодержащие соединения преимущественно нейтрального характера сообщают связующему компоненту смазки более значительную термическую стабильность. Смазку предлагаемого состава изготавливают в виде цилиндрических брикетов путем расплавления предваритель но окисленного парафина,, заме шивания. ;вего расплаве {55-бО С) порошков серыи диселенйда молибдена и помещения смеси в формы для засТьгаания. При приготовлении смазки используют серу техническую (ГОСТ 127-76), диселенид молибдена (ТУ 89-26-78), парафин (ГОСТ 23683-79) и перманганат калия (ГОСТ 5777-71). Для определения оптимального режима химико-термической обработки парафина и его оптимального процентного содержания в смазке проводят серию экспериментов. Приготовляют брикеты смазки следующего состава, мас.%: сера 25-40; диселенид молибдена 5-20 и окисленный парафин 40-70, и, кроме того, смазки, отличающиеся режимом хи1мико-тёрмической обработки парафина, (которую проводят в интервале температур 150-250 С при различных количествах перманганата калия, содержание Которого варьируют в пределах 0,25,0 мас.% от массы парафина. Составы приготовленных смазок приведены в табл. 1. Для сравнения приготовляют известную смазку (состав 12), содержащую мае. %: Сера35 Диселенид молибдена 15 Минеральное масло 2,5 Полиизобутилен0,75 Стеариновая кислота До 100 Проводят оценку стойкости круга при использовании смазок составов 112. Показатель стойкости круга определяют по весу сошлифованного металла за время его активной работы., т.е. за время от гачала процесса резания до прекращения искрообразования. Эксперименты при этом проводят в системе упругого врезного шлифования, т.е. с регламентированием производительности обработки по нормальной составляющей усилия резания (Рц) . Последняя в течение всего эксперимента остается постоянной 25 Н или 35 Н и обеспечивается грузом, прижимающим образец к кругу посредством рычажного механизма. Длину дуги контакта при этом определяют длиной предварительно прошлифованного образца, она составляет 15 мм. Смазки наносят на периферию круга ПП 150-6-32 24А25ПСМ17К5 после его правки. Повторную правку кругапроизводят после окончания эксперимента, т.е. после окончательного затупления круга, определяемого визуально по прекращению искрообразования. Правку круга осуществляют алма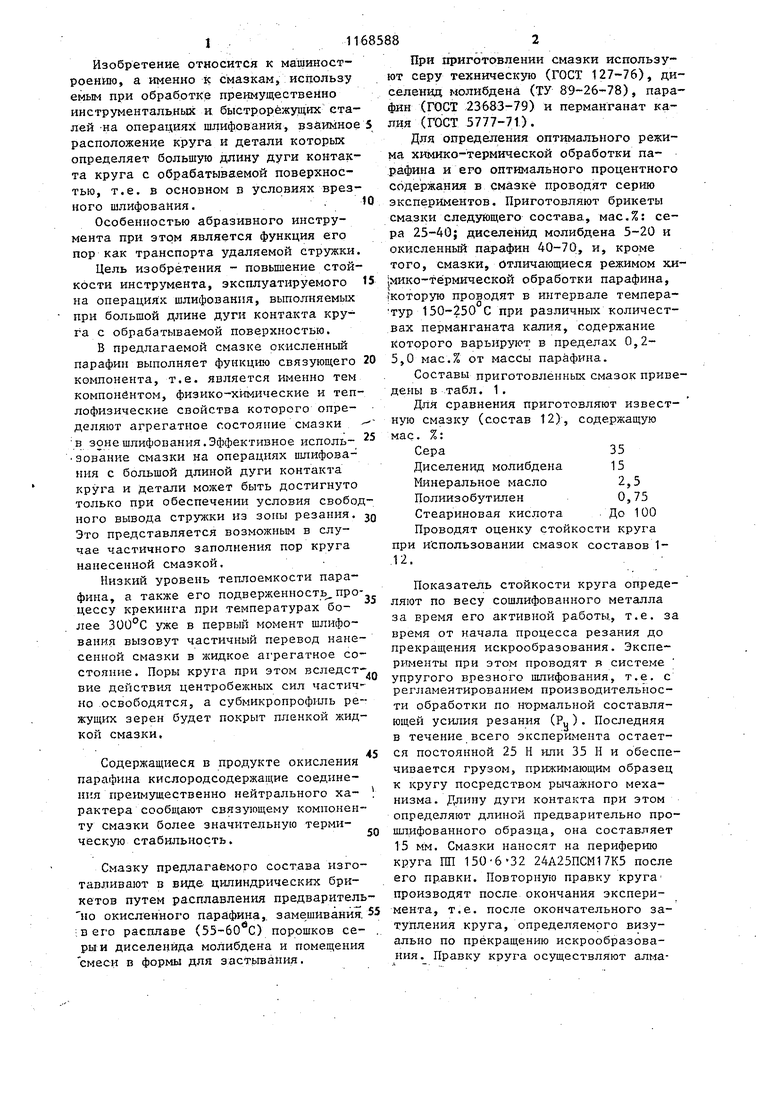
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Антифрикционная смазка для абразивной обработки металлов | 1989 |
|
SU1622380A2 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Антифрикционная смазка для абразивной обработки металлов | 1986 |
|
SU1384605A1 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
| Смазка для механической обработки металлов | 1986 |
|
SU1413122A1 |
| Смазка для механической обработки металлов | 1991 |
|
SU1778164A1 |
СМАЗКА ДЛЯ ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА, содержащая серу, диселенид молибдена и связующее, отличающаяся тем, что, с целью повышения стойкости инструмента, смазка в качестве связующего содержит окисленные при температуре 200220 С в присутствии 1-3 мас.% перманданата калия парафиновые углеводороды при следующем соотношении компонентов, мас.%: Сера30-40 Диселенид молибдена 10-20 Окисленные парафиновые углеводороды 40-60 (Л
| Кузьмина А.И | |||
| Смазка шлифовальных кругов для заточки и шлифования режущего инструмента | |||
| - Металлорежущий и контрольно-измерительный инструмент | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Штамм 21 для очистки сточных вод от додецилсульфатов | 1975 |
|
SU560906A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
