Изобретение относится к измерителной технике и может быть использовано, например, в металлургической промышленности при контроле функционирования прокатных станов.Целью изобретения является расширение функциональных возможностей устройства за счет дополнительного измерения диаметра внутреннего канала пустотелой шестигранной буровой стали путем сравнения площадей поперечного сечения проката с каналом и без него.
На фиг. 1 пр геедена структурная схема устройства; на фиг. 2 - блок деления; на фиг. 3 - блок передачи информации; на фиг. 4 - блок определения диаметра канала; на фиг. 5 - схема к расчету площади поперечного сечения шестигранного профиля; на фиг. 6 - последовательность работы блоков.
Устройство для измерения размеров пустотелой шестигранной буровой стали содержит (фиг. 1) поворотный механизм 1, датчик 2 угла поворота, измеритель 3 размеров, блок 4 обработки, индикаторы 5 минимального и 6 максимального размеров и 7 радиуса закругления, блок 8 вычисления площади, датчик 9 длины проката, блок 10 деления, блок 11 передачи информации, датчик 12 объема заготовки, бло 13 вычитания, блок 14 определения диаметра канала, блок 15 ввода данных, индикатор 16 минимального и максимального диаметров внутреннего канала.
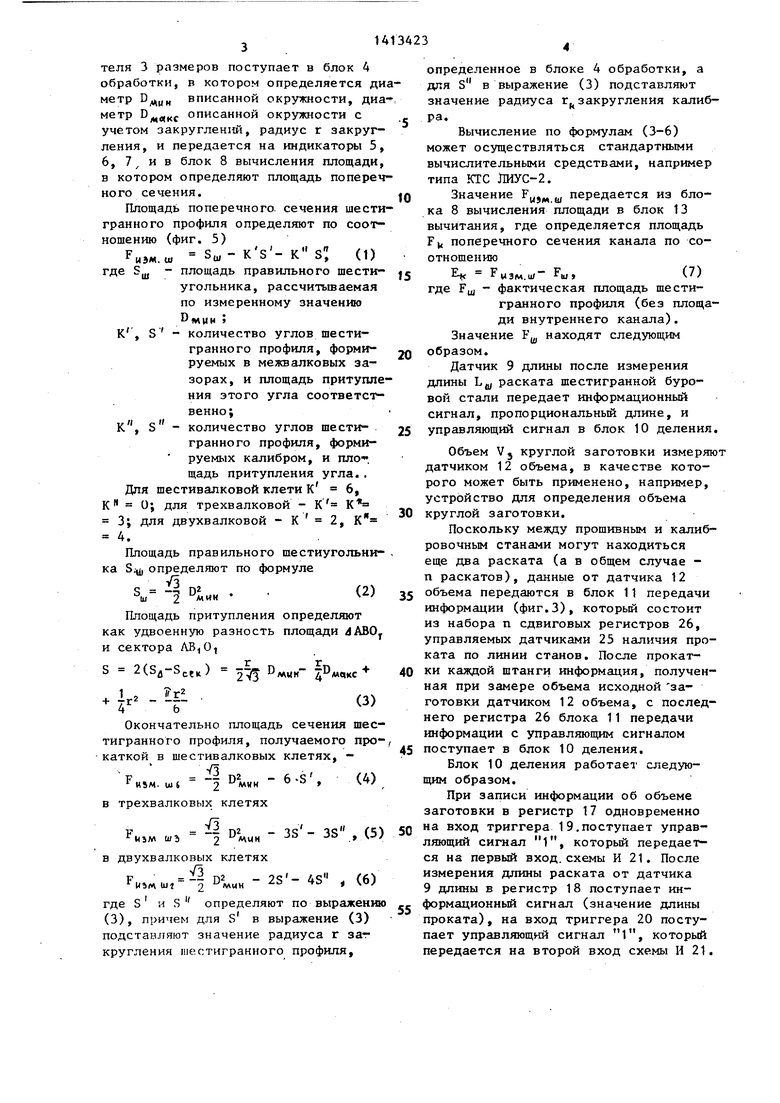
Блок 10 деления (фиг. 2) содержит регистры 17 и 18, триггеры 19 и 20, схему И 2.1, блоки ключей 22 и 23, арифметический блок 24.
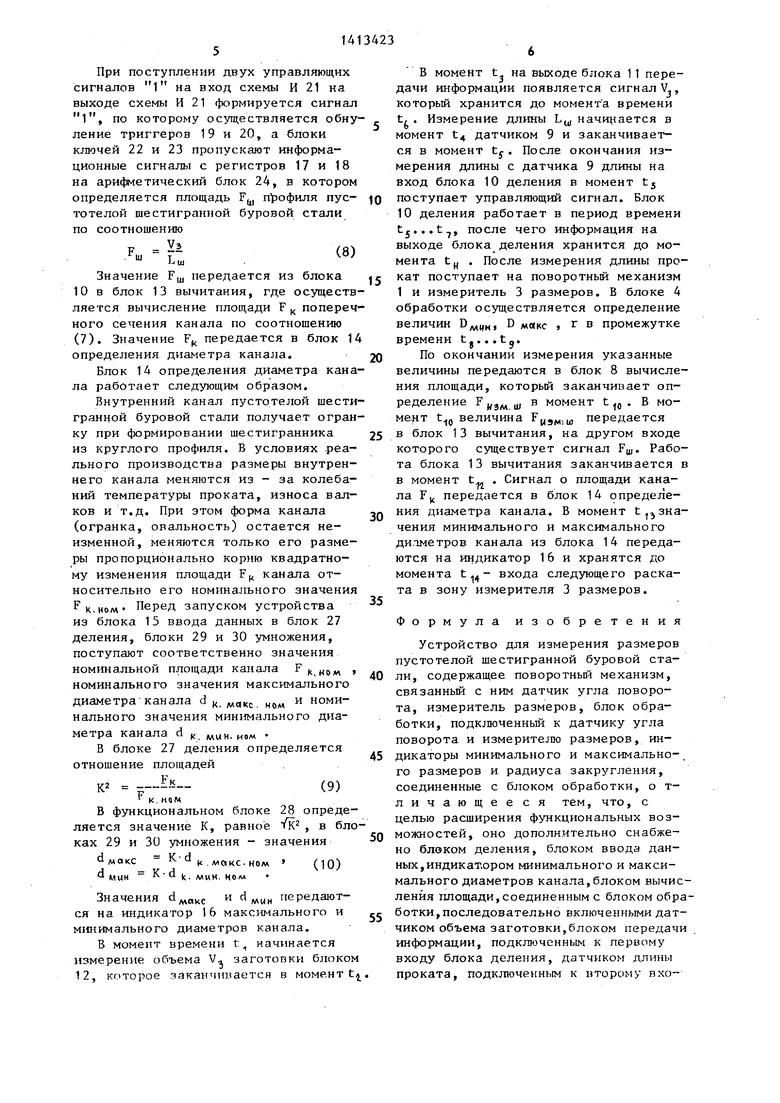
Блок 11 передачи информации (фиг. включает датчики 25 наличия проката, подключенные к сдвиговым регистрам 26. Датчики наличия проката управляют набором сдвиговых регистров, кото рые предназначены для передачи значений объема заготовки при перемещении по линии стана и выдачи информации при подходе к датчику измерения длины проката.
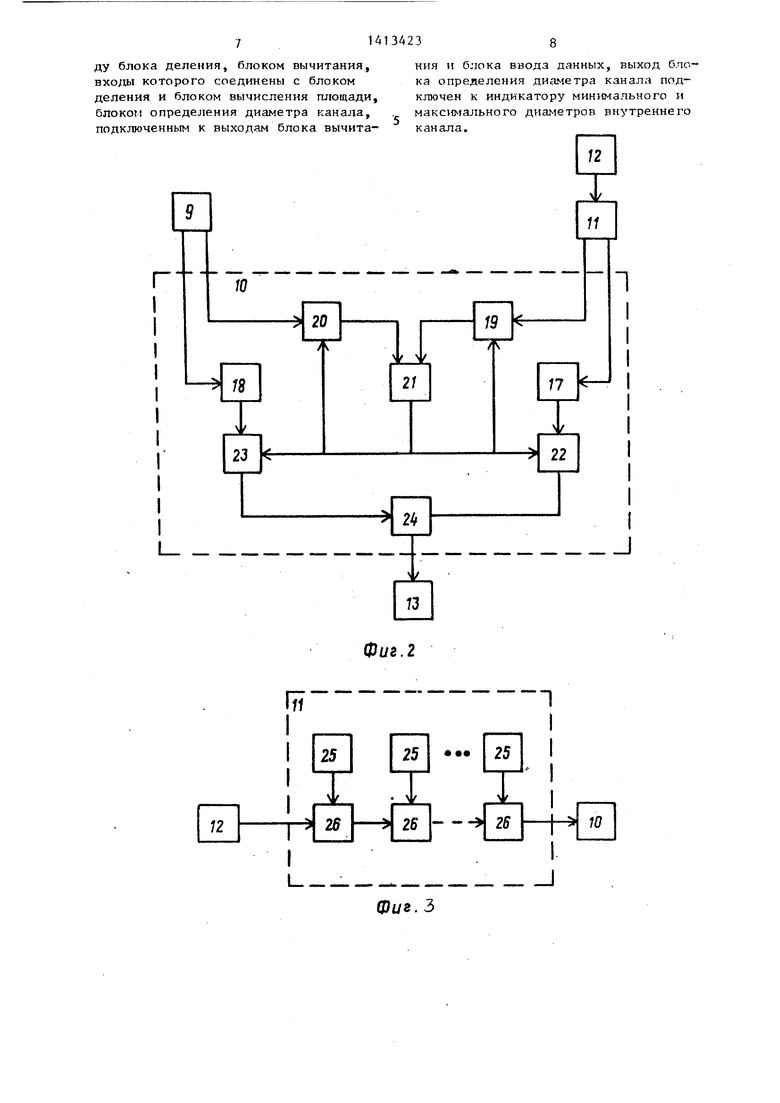
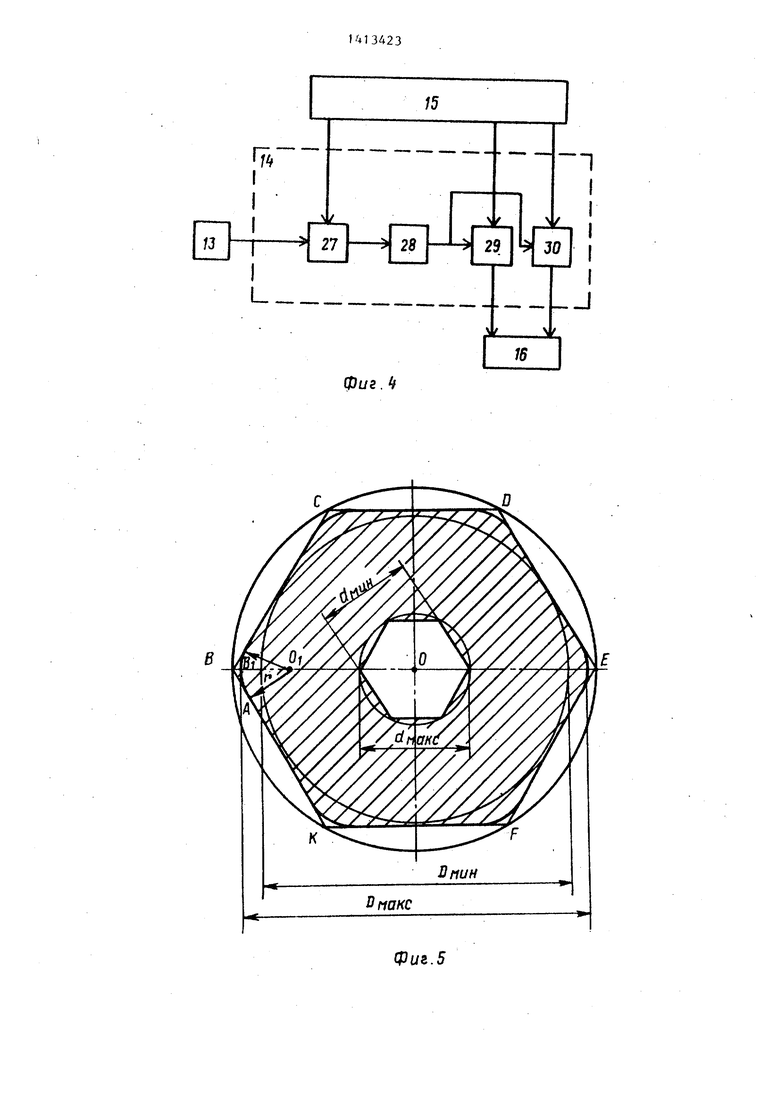
Блок 14 определения диаметра канала (фиг. 4) содержит блок 27 деления функциональный блок 28 извлечения квадратного корня| блоки 29 и 30 умножения.
Повортный механизм 1 связан с датчиком 2 угла поворота.
0
5
0
5
0
0
5
Датчик 2 угла поворота и измеритель 3 размеров подключены к блоку 4 обработки, выходы которого соединены соответственно с индикаторами 5 минимального, 6 максимального размеров и 7 радиуса закругления и с блоком 8 вычисления площади. Датчик 9 длины проката подключен к второму входу блока 10 деления, первый вход которого соедршен через блок 11 передачи информации с датчиком 12 объема заготовки. Выход блока 10 деления соединен с пе рвым входом блока 13 вычитания, второй вход которого соединен с выходом блока 8 вычисления площади. Выход блока 13 вычитания соединен с первым входом блока 14 определения диаметра канала, второй вход которого подключен.к блоку 15 ввода данных, а выход блока 14 определения диаметра канала соединен с индикатором 16 минимального и максимального диаметров канала.
Входы регистров 17 и 18 блока. 10 деления соединены соответственно с информационными входами блока 11 и блока 9 датчика длины проката, управляющие выходы которых соединены соответственно с триггерами 19 и 20. Выходы триггеров 19 и 20 соединены с первым и вторым входами схемы И 21, выход J которой подключен к первым входам блоков ключей 22 и 23. Вторые входы блоков ключей 22 и 23 соединены соответственно с выходами регистров 17 и 18, переданмцих информацию через блоки ключей 22 и 23 на входы блока 24, выход которого соединен с блоком 13 вычитания.
Выход блока 13 вычитания соединен с первым входом блока 27 деления, выход блока 27 - с входом функционального блока 28 извлечения квадратного корня, выход которого соединен с пер- 5 выми входами : блоков 29 и 30 умножения, вторые входы блоков 27 деления, 29 и 30 умножения соединены с блоком 15 ввода данных, а выхода блоков 29 и 30 умножения - с индикатором 16 минимального и максимального диаметров внутреннего канала.
Устройство работает следующим образом.
Поворотный механизм 1 осуществляет вращение шестигранного горячекатаного профиля вокруг его продольной оси. Датчик 2 угла поворота через каждые 2-4 вырабатьшает импульс, по которому значение сигнала с измери5
0
теля 3 размеров поступает в блок 4 обработки, в котором определяется диметр вписанной окружности, дна метр описанной окружности с учетом закруглен11й, радиус г закругления, и передается на индикаторы 5, 6, 7 ив блок 8 вычисления площади, в котором определяют площадь поперечного сечения.
Площадь поперечного, сечения шестигранного профиля определяют по соотношению (фиг. 5)
So, - K S - к S
(1)
. (
И5М. Ш 41
где Бщ - площадь правильного шестиугольника, рассчитьшаемая по измеренному значению
Г мни ;
количество углов шестигранного профиля, формируемых в межвалковых зазорах, и площадь притупления этого угла соответственно;
количество углов шестигранного профиля, формируемых калибром, и плог щадь притупления угла., Для шестивалковой клети К 6, к 0; для трехвалковой - К К 3; для двухвалковой - К 2, К 4..
Площадь правильного шестиугольни- ка S; определяют по формуле V3
К
S Su, -f DJ,«
(2)
Площадь притупления определяют как удвоенную разность площади АВО и сектора
S 2(S -Scjn)
г2
макс
(
Окончательно площадь сечения шестигранного профиля, получаемого прокаткой в шестивалковых клетях, - V3
И8M. IU6 2 WWH Ь -S ,
В трехвалковых клетях
(4)
1м ш5 7 мин - 3S - 3S , (5)
в двухвалковых клетях F : D2
tl лл til лf л
MSM lUJ
I
МММ
-25 - 4S , (6)
II
где S и S определяют по выражению (3), причем для S в выражение (3) подставляют значение радиуса г заг кругления шестигранного профиля.
а
,
,
определенное в блоке 4 обработки, а для S в выражение (3) подставляют значение радиуса г закругления калиб-5 Ра.
Вычисление по формулам (3-6) может осуществляться стандартными вычислительными средствами, например типа КТС ЛИУС-2.
IQ Значение Fy, передается из блока 8 вычисления площади в блок 13 вычитания, где определяется площадь F| поперечного сечения канала по соотношению
15 Fy3M.u/ )
где FUJ - фактическая площадь шестигранного профиля (без площади внутреннего канала). Значение F находят следующим 2Q образом.
Датчик 9 длины после измерения длины Ьщ раската шестигранной буровой стали передает информационный сигнал, пропорциональный длине, и 25 управляющий сигнал в блок 10 деления.
Объем Vj круглой заготовки измеряют датчиком 12 объема, в качестве которого может быть применено, например, устройство для определения объема
30 круглой заготовки.
Поскольку между прошивным и калибровочным станами могут находиться еще два раската (а в общем случае - п раскатов), данные от датчика 12
35 объема передаются в блок 11 передачи информации (фиг.З), который состоит из набора п сдвиговых регистров 26, управляемых датчиками 25 наличия проката по линии станов. После прокат40 ки каждой штанги информация, полученная при замере объема исходной заготовки датчиком 12 объема, с последнего регистра 26 блока 11 передачи информации с управляющим сигналом
45 поступает в блок 10 деления.
Блок 10 деления работает следующим образом.
При записи информации об объеме заготовки в регистр 17 одновременно
5Q на вход триггера 19,поступает управляющий сигнап 1, который передается на первый вход.схемы И 21. После измерения длины раската от датчика 9 длины в регистр 18 поступает ин55 Формационный сигнал (значение длины проката), на вход триггера 20 поступает управляющий сигнап 1, который передается на второй вход схемы И 21.
При поступлении двух управляющих сигналов 1 на вход схемы И 21 на выходе схемы И 21 формируется сигнал 1, по которому осугдествляется обнуление триггеров 19 и 20, а блоки ключей 22 и 23 пропускают информационные сигналы с регистров 17 и 18 на арифметический блок 24, в котором определяется площадь Гц, п)офиля пустотелой шестигранной буровой стали по соотношению
F ш L
ш
(8)
Значение Гц, передается из блока 10 в блок 13 вычитания, где осуществляется вычисление площади F | поперечного сечения канала по соотношению (7). Значение F передается в блок 14 определения диаметра канала.
Блок 14 определения диаметра канала работает следующим образом.
Внутренний канал пустотелой шестигранной буровой стали получает огран
ку при формировании шестигранника из круглого профиля. В условиях реального производства размеры внутреннего канала меняются из - за колебаний температуры проката, износа валков и т.д. При этом форма канала (ограНка, овальность) остается неизменной, меняются только его размеры пропорционально корню квадратному изменения площади F канала относительно его номинального значения к.ном Перед запуском устройства из блока 15 ввода данных в блок 27 деления, блоки 29 и 30 умножения, поступают соответственно значения номинальной площади канала F номинального значения максимального диаметра канала d f , и номинального значения минимального диаметра канала d мин. иом
В блоке 27 деления определяется отношение площадей
к
т
к. ном
в функциональном блоке 28 определяется значение К, равное т к , в блоках 29 и 30 умножения - значения
макс K-d
К2
(9)
мин
K-d
к . макс, ном k. vuH. MOM
(10)
Значения , ммн передаются на индикатор 16 максимального и минимального диаметров канала.
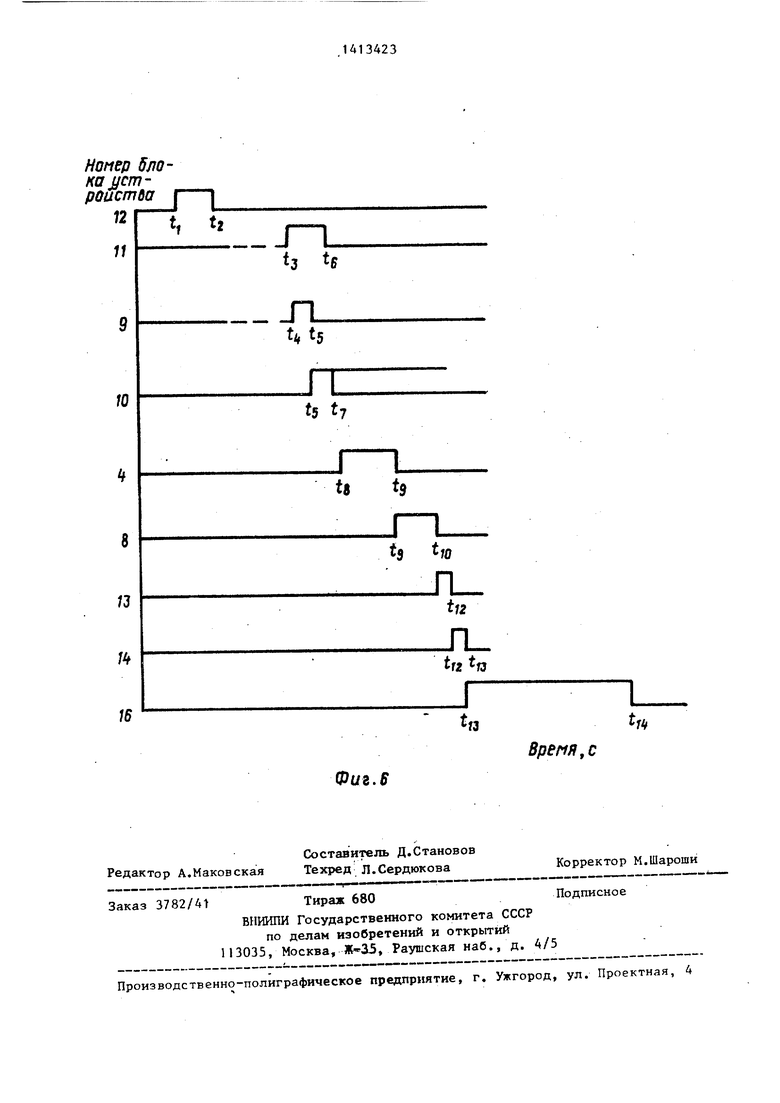
В момент времени t, начинается измерение объема V, заготовки блоком 12, которое заканчивается в момент t.
В момент t на выходе блока 1 1 передачи информации появляется сигналу., которьй хранится до момент а времени
t, . Измерение дл1шы L начщ1ается в момент t4 датчиком 9 и заканчивается в момент tf. После окончания измерения длины с датчика 9 длины на вход блока 10 деления в момент t
поступает управляющий сигнал. Блок 10 деления работает в период времени tj...t, после чего информация на выходе блока деления хранится до момента tj( . После измерения длины прокат поступает на поворотньй механизм 1 и измеритель 3 размеров. В блоке 4 обработки осуществляется определение
величин D,
мчт D м«кс , г в промежутке
tJ... tJ.
времени
По окончании измерения указанные величины передаются в блок 8 вычисления площади, который заканчивает оп
ределение ,
в момент t
10
В момент величина Fy,,, передается в блок 13 вычитания, на другом входе которого существует сигнал F. Работа блока 13 вычитания заканчивается в
в момент t
п
Сигнал о площади канала F передается в блок 14 определе-
t знания диаметра канала. В момент чения минимального и максимального ди.тметров канала из блока 14 передаются на индикатор 16 и хранятся до момента входа следующего раската в зону измерителя 3 размеров.
0
5
0
5
Формула изобретения
Устройство для измерения размеров пустотелой шестигранной буровой стали, содержащее поворотный механизм, связанный с ним датчик угла поворота, измеритель размеров, блок обработки, подключенный к датчику угла поворота и измерителю размеров, индикаторы минимального и максимально-, го размеров и радиуса закругления, соединенные с блоком обработки, о т- личающее ся тем, что, с целью расширения функциональных возможностей, оно дополнительно снабжено блоком деления, блоком ввода данных, индикатором минимального и максимального диаметров канала,блоком вычисления площади, соединенным с блоком обработки, последовательно включенными датчиком объема заготовки,блоком передачи информации, подключенным к первому входу блока деления, датчиком длины проката, подключе ньгм к нторому входу блока деления, блоком вычитания, входы которого соединены с блоком деления и блоком вычисления площади, блоко определения диаметра канала, подключенным к выходам блока вычитания и блока ввода данных, выход блока определения диаметра канала подключен к индикатору минимального и максимального диаметров внутреннего канала.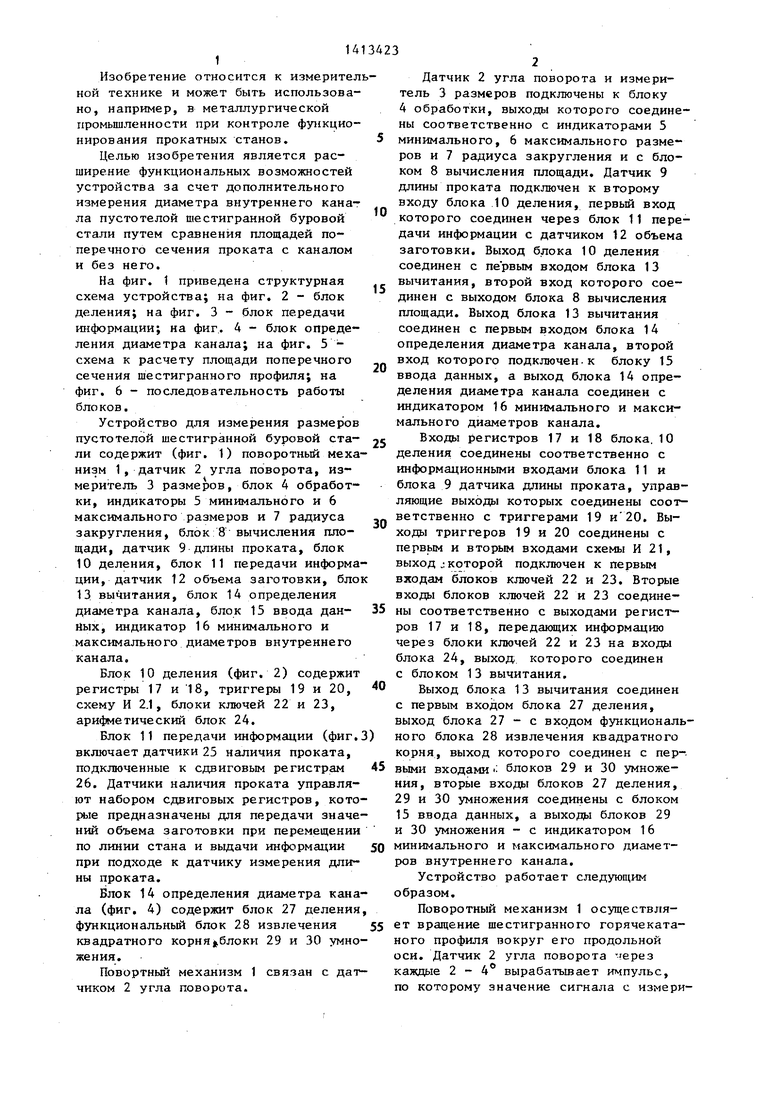
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля массы технологической обрези на ножницах обжимных станов | 1985 |
|
SU1281870A1 |
| Устройство для регулирования натяжения при многониточной прокатке | 1986 |
|
SU1378970A1 |
| Устройство для измерения размеров шестигранного профиля | 1984 |
|
SU1226027A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Устройство для определения веса проката | 1980 |
|
SU945869A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
Изобретение относится к измерительной технике. Целью изобретения является расширение функциональных возможностей устройства за счет дополнительного измерения диаметра внутреннего канала пустотелой шестигранной буровой стали путем сравнения площадей поперечного сечения проката с каналом и без него. Поворотный механизм 1 осуществляет вращение шестигранного профиля вокруг его продольной оси. Датчик 2 угла J поворота через каждые 2-4°вырабатьша- ет импульс, по которому значение сигнала с измерителя 3 размеров поступает в блок 4 обработки, в котором определяются диаметр цщ, вписанной окружности, диаметр 0,; описанной окружности и радиус закругления г поперечного сечения проката. Эти данные поступают на индикаторы 5-7 и блок 8, где определяется площадь Fpp поперечного сечения проката без канала. Значение передается в блок 13 вычитания. Датчик 9 измеряет длину раската и передает эту информацию и управляющий сигнал в блок 10 деления. Датчиком 12. измеряется объем заготовки V, значение которого через блок 11 передачи информации поступает в блок 10 деления. В блоке 10 определяется площадь поперечного сечения проката с каналом F пр.к В блоке 13 вычисляется площадь поперечного сечения канала F „ F р Г яр.к- В блоке 14 определения диаметра канала совместно с блоком 15 ввода данных осуществляется вычисление диаметра канала, значение которого поступает на индикатор 16. 6 ил. ,. с «е (Л со N9 Од faf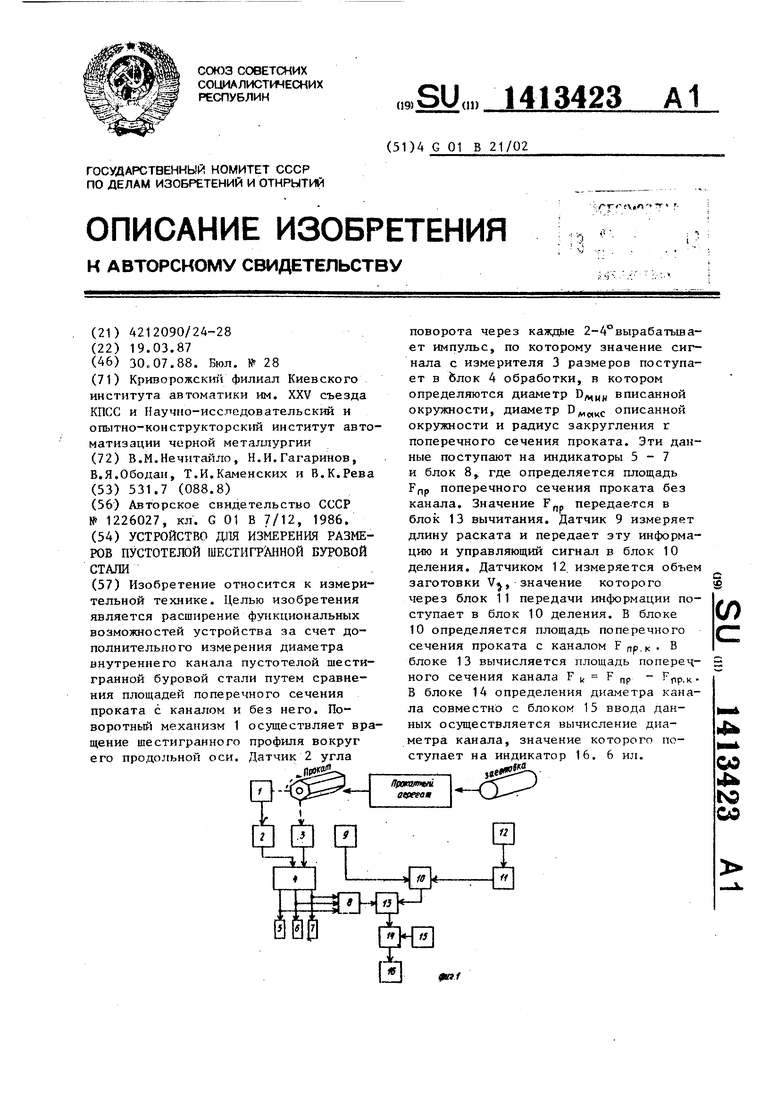
Гм
I:,I
ф(уг. 3
J
Фиг. 2
1
Фиг. ff
Фиг.5
-
t.
.
tj tff
п
Ю
J L
ts tf
J
tt t
;з
/ /5
Фиг. 6
trztn
tfj
ty
Врепя.с
| Устройство для измерения размеров шестигранного профиля | 1984 |
|
SU1226027A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
