10
20
25
Изобретение относится к измери- тельной технике и может быть использовано, например, в металль ргичнской промьппленности при автоматизации сортовьй прокатных станов.
Целью изобретения является расширение функциональных возможностей устройства путем обеспечения возможности автоматического определения радиуса закругления шестигранного профиля.
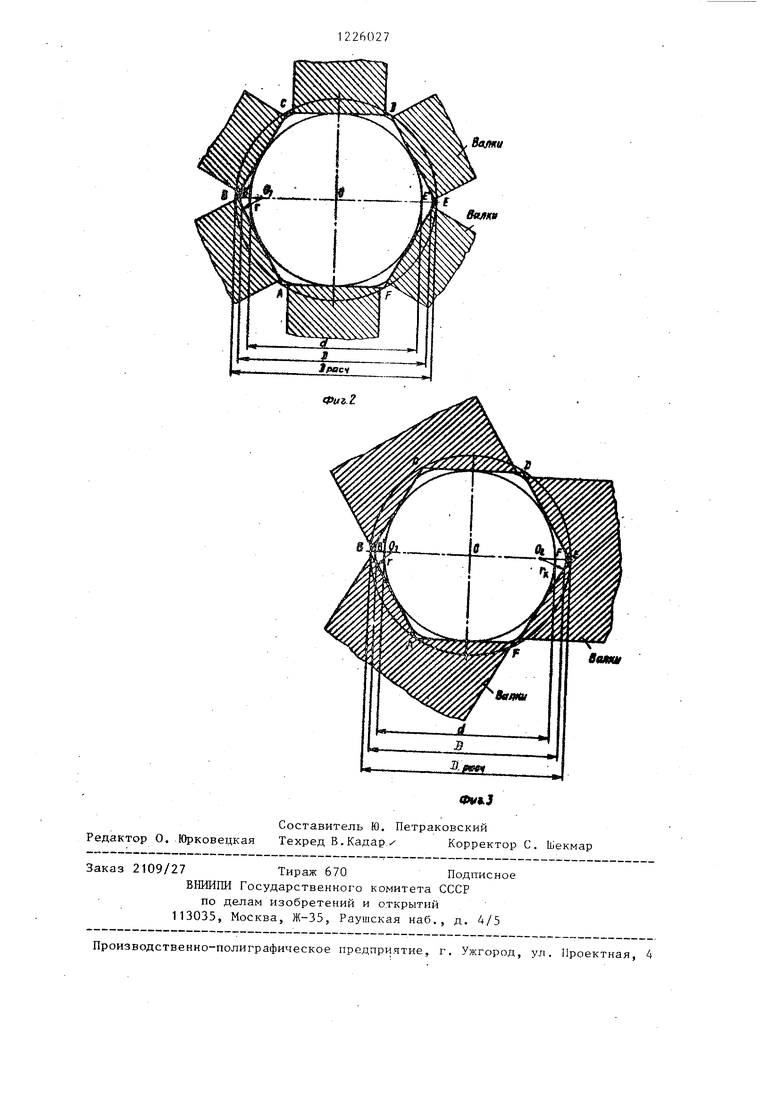
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - схема прокатки шестигранного профиля с использованием шестивалковой клети; нафиг.З- 15 то же, с использованием трехвалковой клети.
Устройство (фиг. 1) содержит поворотный механизм 1, связанный с ним датчик 2 угла поворота, измеритель 3 размеров, запоминающий блок 4 подключенный первым входом к датчику 2 угла поворота, вторьм - к измерителю 3 размеров, подключенные к запоминающему блоку 4 блок 5 выделения ЬганИмальных размеров и блок 6 выделения максимальных размеров.
. К блокам 5 и 6. выделения минимальных и максимальных размеров подключены соответственно индикаторы 7 и 8 минимальных и максимальных размеров. Устройство содержит также блок 9 умножения, блок 10 вычитания, блок 11 коррекции, подключенный к выходу блока 10 вычитания, индикатор 12 радиуса закругления, соединенный с выходом блока 11- коррекции..
Устройство работает следующим образом.
Поворотный механизм 1 (фиг. 1). осуществляет вращение шестигранного горячекатаного профиля 13, вокруг его продольной оси. Датчик 2 угла поворота чере.з каждые 2-4 вьфабаты- вает импульс, по которому значение сигнала с измерителя 3 размеров запоминается в. запоминающем блоке 4 (возможна реализация устройства когда прокат неподвижен, а измеритель 3 вращается вокруг него) . Сигналы, пропорциональные значениям размеров шестигранного профиля, с выхода запоминающего блока 4 поступают в блоки 5 и 6 вьщеления минимального и максимального размеров. Минимальный размер шестигранного профиля (фиг. 2 и 3) соответствует диаметру d вписанной окружности, максимальньй размер - диаметру D описанной окружности с уче30
35
40
45
50
55
10
15
226027 2
том закруглений. В блоке 9 умножения рассчитывается диаметр описанной ок- в блоке 10 вычитания (D,,,,- D) .
ружности Dp
определяется разность ра.см
По найденному значению разности в блоке 11 коррекции определяется радиус закругления г шестигранного профиля коррекций разности ( D) . На индикаторе 12 радиуса закругления осуществляется отображение полученного результата.
Диаметр окружности, описанной вокруг идеального шестиугольника, вы- числяемьм в блоке 9 умножения, рассчитывается по известному соотношению
2
-7Тd.
где d (D,
результат измерения на выходе блока 5. Величина коррекции разности
рлсч
- D) определяется количеством
валков прокатной клети (два, три, или шесть).
25
В шестивалковой клети (фиг. 2) радиус г закруглений, формируюшдхся в разъемах калибра, определяется заполнением калибра, которое зависит от многих факторов - натяжения, коэффи- 30 циента вытяжки, износа калибров и т. т.д. Считая заполнение калибра и радиус одинаковым во всех вершинах А, В, С, D, Е и F шестиугольника, можно записать уравнение
В Е BE - 2ВО, + 2ВО, . Поскольку г, а
2
ттто
D D,
расц
- 2
2
+ 2г;
г (D - D)
К (; d D) K.
где К
7Т
- - - мультипликативная - 2 поправка при контроле проката после шестивалковой клети, вычисляемая блоком 11 коррекции.
В случае прокатки в трехвалковой клети (фиг. 3) три закругления радиусом г , например в точках А, С и Е формируются валками (калибром), а три.закругления в точках В, D. и F находятся в разъеме калибра. Закругления, формируемые валками, не требуют автоматического.контроля в свяj
зи с медленным и незначительным (до 0,1 мм) износом валков трехвалковой кле ти. Закругления, формирующиеся в разъемах калибра, требуют автоматического контроля. У шестигранной стали, полученной прокаткой в трех- валковом стане, измеренный максимальный разрез В Е связан с известным радиусом г- кбщибра и искомым радиусом закругления г профиля в точках В, D и F.следующим образом:
в Е BE - ВО + О, в - Og Е -ь Oj Е
При использовании двухвалковых клетей коррекция величины ( У для определения радиуса закругления аналогична случаю прокатки в шестивалковой- клети, т.е. используется та же мультипликативная поправК
1
4 ТГ
- 9
2260274
Формула изобретения Устройство для измерения размеров шестигранного профиля, содержащее поворотный механизм, связанный 5 с ним . датчик угла поворота, измеритель размеров, запоминающий блок, первым входом подключенный к датчику угла поворота, вторым - к измерителю размеров, блоки вьщеления ми- 10 нимальных и максимальных размеров, подключенные к выходу запоминающего блока, индикаторы минимальных и ма к- симальных размеров, подключенные соответственно к выходам блоков выделения минимальных и максимальных
15
20
25
30
размеров, отличающееся тем, что, с целью расширения функциональных возможностей устройства путем обеспечения возможности автоматического определения радиуса закругления шестигранного профиля, оно снабжено блоком умножения, подключенным к выходу блока вьвделени.я минимальных размеров, блоком вьиитания, первым входом подключенным к выходу блока вьделения максимальных размеров, а вторым - к выходу блока умножения, блоком коррекции, соединенным с выходом блока вычитания и индикатором ра диуса закругления, подключенным к выходу блока коррекции.
Фиг.1
Вами
Волк
Фиг.2
Редактор О. Юрковецкая
Составитель Ю. Петраковский
Техред В.Кадар. Корректор С. Шекмар
Заказ 2109/27Тираж 670Подп исное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров пустотелой шестигранной буровой стали | 1987 |
|
SU1413423A1 |
| Многовалковый калибр | 1979 |
|
SU806175A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| Стан поперечно-винтовой прокатки | 1991 |
|
SU1819698A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
Изобретение относится к измерительной технике и позволяет расширить функциональные возможности устройства за счет обеспечения автоматического определения радиуса закруглений шестигранника шестигранного профиля. При измерении размеров вращающегося профиля в блоке памяти фиксируются значения результатов замеров от измерителя размеров. Минимальный .и. максимальный замеренные размеры выделяются соответственно блоками выделения размеров из геометрических соотношений размеров профиля, в зависимости от количества валков прокатной клети, в которой прокатывается профиль, в блоке коррекции рассчитывается радиус закругления шестигранника, который индицируется на индикаторе. 3 ил. (Л N3 ЬО о:) о 1чЭ 
| Жидкий отвердитель для форполи-MEPA C КОНцЕВыМи изОциАНАТНыМигРуппАМи | 1978 |
|
SU798142A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бесконтактная оптико-электронная установка типа ORBIS для измерения размеров | |||
| Проспект фирмы IPL, Великобритания, 1983. | |||
