Изобретение отиоснт( я к машиносл ш еник) и может быть испольчовано н металлообработке.
Целью изобретения янляетсн pncnin- рение технологических возможностей инструмента для обработки коротких и точных отверстий.
Способ осуи1ествляют врезанием ит{с- Tpi MeHTa по жесткой схеме резания.
На фиг 1 изображен инструмент с местным разрезом, общий вид; на фиг.2 - то же, в период врезания в изделие; на фиг.3 то же, в период сверления.
Способ сверления осуществляют еле- дуюгг(им обрпзо 1.
Инструмент определенного базирования, имеющий .повьшгенную крутильную и пониженную иягибную жесткость за счет наличия на участков меньшего 1 и большего 2 поперечных сечений и снабженный элементами повышения изгиб ной жесткости участков меньшего поперечного сечения, выполненными, например, в виде перемещающихся от давления жидкости UJTOKOB 3, подводится к обрабатываемой деталИо4. Включается система подачи управляющей жидкости в инструмент и штоки 3 под действием давления жидкости распирают участки корпуса, увеличивай изгибную кость участков пониженного сечения и всего инструмента в целом, представляющего в результате жесткую конструкдим 5. При таком состоянии инст- pi-MeHTa осуществляется врезание в деталь.
По окончании врезания инструмента в деталь, когда направляющие элементы инструмента войдут в обработанное отверстие, отключается подача жидкости к штокам и инструмент приобретает пониженную изгибную жесткость на участках меньшего сечения корпуса, сохраняя при этом высокую крутильную жесткость. При этом инструмент представляет собой упруго деформируемую конструкцию 6, При таком состоянии инструмента производится сверление отверстия.
Таким образом, сверление отверстия производится при двух состояниях инструмента - жестком и упруго деформируемом.
Предлагаемый способ позволяет производить сверление коротких точных отверстий без применения кондукторных втулок при врезании инструмента в деталь и делает возможным производить сверление точных отверстий на станках
с ЧПУ, ГПС и др., т,е, расширяет технологические возможности способа,
Формула изобретения
Способ обработки коротких точных отверстий, включающий врезание в об- рабатьшаемую деталь и дальнейшую обработку отверстия инструментом определенного базирования с по«иженной изгибной и повьш;енной крутильной жесткостью, обеспечиваемых за счет наличия на стебле участков, имеющих меньшие и большие сечения, отличающийся тем, что, с целью распшрения технологических возможностей, на период врезания в обрабатываемую деталь изгибную жесткость инструмента увеличивают осуществлением силового замыкания участков стебля, имеющих большие сечения.
fas. 2
иг. J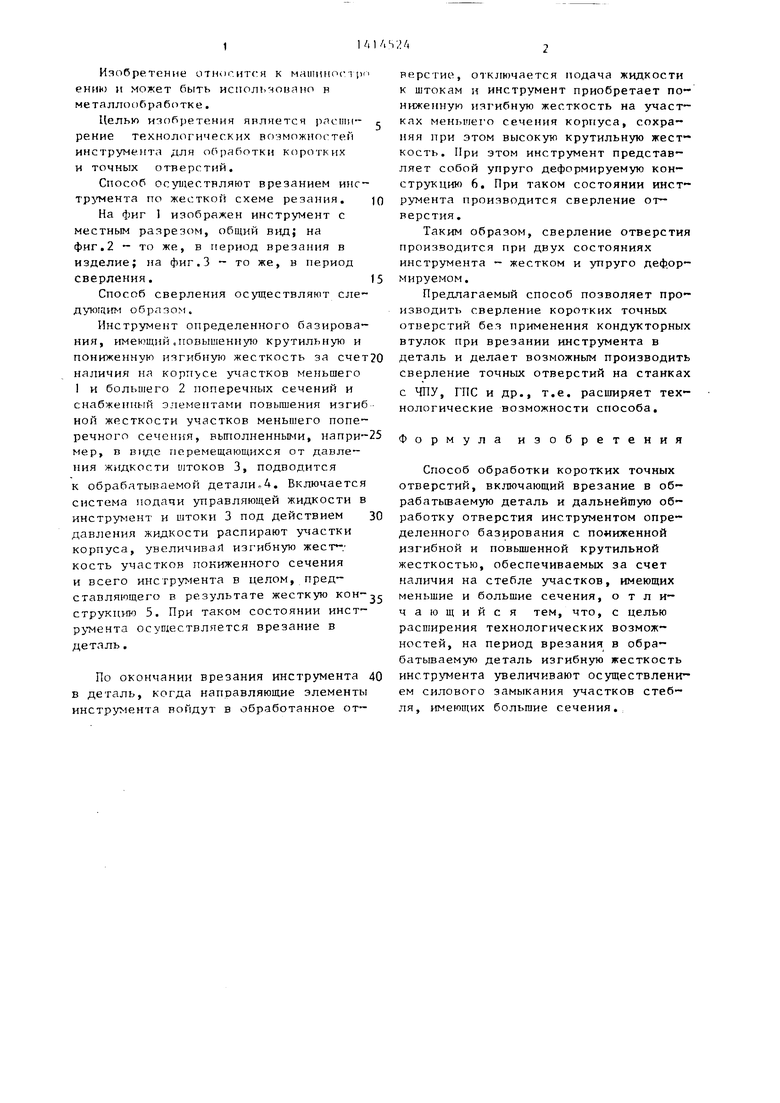
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло определенного базирования для обработки коротких отверстий | 1985 |
|
SU1247186A1 |
| Способ базирования инструмента | 1982 |
|
SU1047609A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Способ вибрационного сверления | 1984 |
|
SU1172651A1 |
| Инструмент одностороннего резания для глубокого сверления | 1991 |
|
SU1815009A1 |
| Способ сверления глубоких отверстий и сверлильная головка для глубокого сверления | 1975 |
|
SU695073A1 |
| Способ базирования борштанги | 1990 |
|
SU1818176A1 |
| Стенд для исследования процесса обработки глубоких отверстий | 1975 |
|
SU565780A1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
Изобретение относится к области машиностроения и может быть использовано в металлообработке. Цель изобретения - расширение технолопгческих возможностей инструмента за счет осуи1,ествления врезания инструмента по жесткой схеме резания. Инструмент имеет повьш1енную крутильную и пониженную изгибную жесткости за счет наличия на корпусе участков меньшего 1 и большего 2 поперечных сечений, снабжен элементами повышения иэгибной жес1кости, вьшолненными в виде штоков 3. При врезании инструмента в обраба тываемую деталь штоки 3 распирают участки корпуса,,увеличивая изгибную жесткость участков меньшего сечения. По окончании врезания инструмента в деталь игтоки 3 отводятся и инструмент приобретает пониженную изгибную жесткость на участках меньшего сечения корпуса, сохраняя при этом высокую крутильн то жесткость. 3 ил. (Л сд го 4
Составитель М.Лопацинский Редактор А.Воровкч Техред Л. Сер;;юкова Корректор С.Шекмар
Заказ 3816/10
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Подписное
| Сверло определенного базирования для обработки коротких отверстий | 1985 |
|
SU1247186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
