SJO fff 4
-,
SJO fff 4 1- f.y
(Л
Од
со
М
Изобретение относится к промьшшен ности строительных материалов и може быть использовано в производстве кирпича, керамических камней и подобных им издепий прямоугольной формьц как средство механизации или автоматизации процесса перегрузки и перегруппировки сьфца перед его садкой на обжиг,
Целью изобретения является повышение производительности установки, снижение ее энергоемкости и обеспечение пакетирования изделий
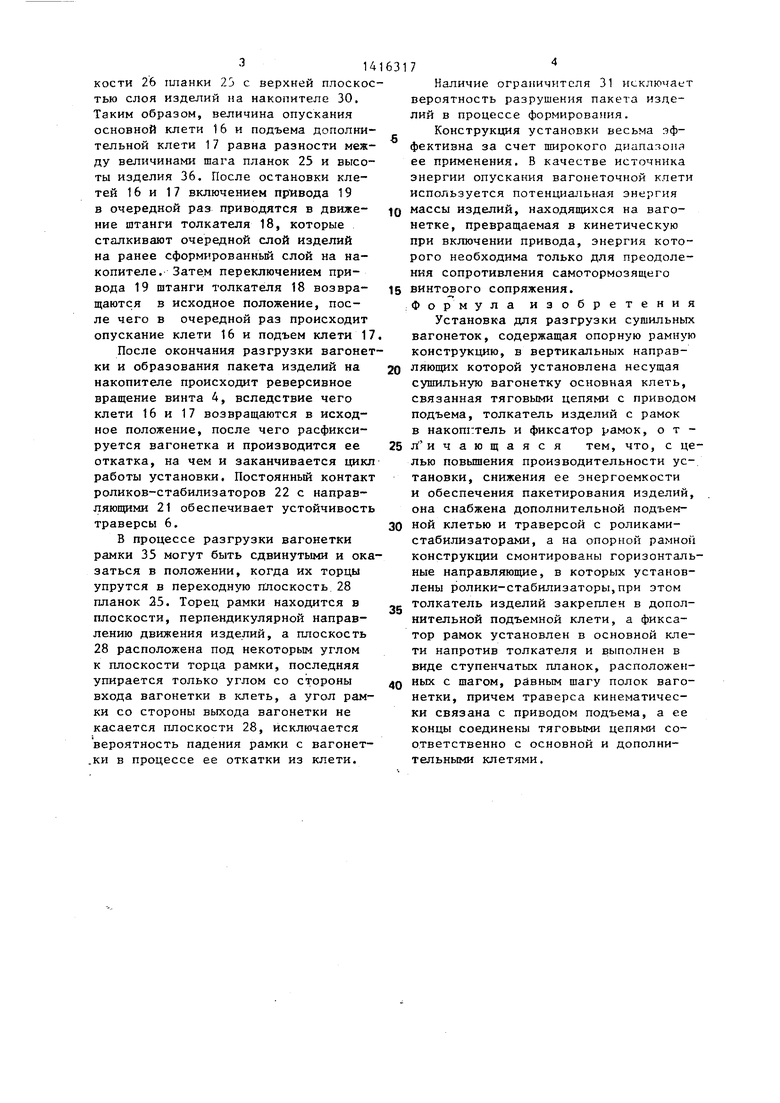
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиго на фиг, 3 разрез Б--Б на фиг„ 1 на фиг. 4 - разрез Б-В на фигЛ, на. фиг, 5 - разрез Г-Г на фиг, 1J на фиго 6 и 7 - схемы разгрузки сушиль- ных вагонеток и пакетирования изделий на накопителе,
Установка для разгрузки суш-шьньпс вагонеток включает опорную рамную конструкцию 1 подъемника,, на которой установлен привод 2 посредством ryф ты 3 связанный с ходовым винтом 4, сопряженным с ходовой гайкой 5 жестко связанной с траверсой 6, с которо шарнирно соединены с одной стороны KOHii i тяговых цепей 7,. 85 9 И 10, а с другой - концы цепей 11 , 125. 13 и 14. Свободные кондь цепей 7;, 8, 9 и 10 посредством талрепов 15 соединены с основной клетью 16 для ваго- метки 5 а цепей 11, 12 g 13 и 14 - с дополнительной клетью 17 штангового цепного толкат€шя 18 с приводом 19. На опорной рамной конструкции 1 подъемника смонтированы роликоопоры 20 для тяговьЕГ цепей и опорные нап равляющие 12 для роликов-стабилизаторов 22J свободно вращающихся на осях 23, жестко связаннык. с кронш теинами 24, смонтированными на ниж- ней части траверсы 6. Основная клеть 1 с одной стороны снабжена ступенчатыми 1гпанками 25, расположенными . с шагом, равным шагу полок вагонет- ци причем плоскость 26 скольжения изделий расположена несколько ниже верхней плоскости рамкн, а плоскость 27 - несколько ниже нижней плоское™ ти рамки. Переходная плоскость 28 планкр 25 выполнена под некоторым угпом таким образом, что плоскость 26 в плане имеет форму трапеции, у которой сторона при входе вагонетки в клеть 16 меньше стороны при выходе
10
5 20
25 30 з5 40 5 «
5
17-2
ее из клети. Такая конфигурация обусловлена необходимостью безпрепятст- венного выхода рамки, упершейся своим торцом в плоскость 28 при откатке порожней вагонетки из вагонеточной клети. В нижней части вагонеточной основной клети смонтированы рельсы 29. Для приемки пакетируемых изделий установка оснащается накопителем 30 и ограничителем 31. Для обеспечения устойчивости клетей при их вертикальном перемещении и в процессе сталкивания изделий опорная рамная конструкция 1 снабжена направляющими 32 для роликов 33, свободно вращающихся на осях, жестко связанных с клетями 16 и 17. Рельсы 29 для вагонетки 34 с рамками 35 и изделиями 36 в исходном положении клети находятся на уровне рельсов цеха, а вагонетка 34 с рамками 35 и изделиями 36 зафиксирована в основной клети 16.
Установка для разгрузки сушильных вагонеток работает следующим образом.
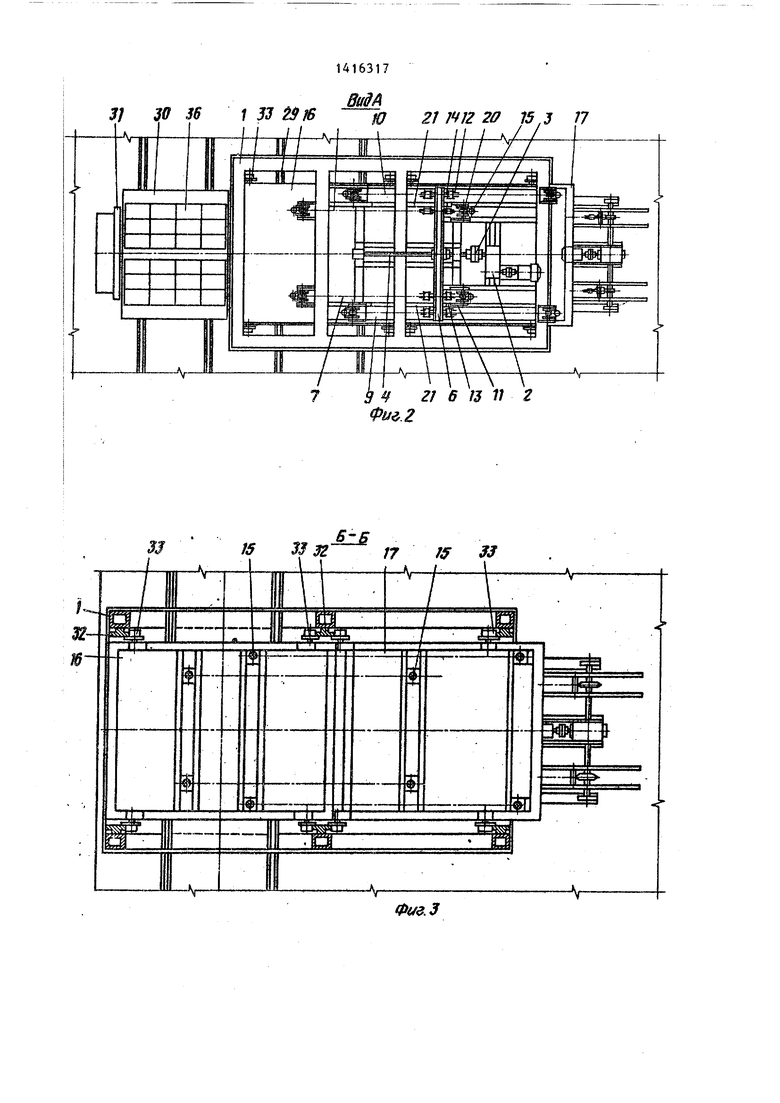
Сушильная вагонетка 34 с кирпичом-сырцом подается на рельсы 29 основной клети 16, после чего приводом 19 приводятся в движение штанги толкателя 18, и происходит сталкивание изделий. При этом не исключена вероятность перемещения рамок вместе с изделиями, что обусловлено тем, что величина сопротивления движению изделий по рамкам может быть больше величины сопротивления движению рамки по консоли вагонетки. В этом случае рамка, дойдя до переходной плоскости 28, останавливается, упершись торцом, при этом изделия, продолжая двигаться по неподвижным рамкам и плоскости 26, в конце движения занимают заданное положение в виде нижнего слоя пакета на накопителе 30.
После реверсивного переключения привода 19 штанги толкателя возвращаются в исходное положение и включается привод 2, вследствие чего i винт 4, вращаясь, взаимодействует с ходовой гайкой 5 и приводит в движение подъемно-тяговую систему, вклю- чаюшую траверсу 6, тяговые цепи 7-14, клети 16 и 17. При этом основная клеть 16 опускается, а дополнительная клеть 17 толкателя 18 поднимается. Опускание основной клети 16 происходит до совмещения следующей плос314
кости 26 тшанки 23 с верхней плоское тью слоя изделий на накопителе 30. Таким образом, величина опускания основной клети 16 и подъема дополнительной клети 17 равна разности между величинами шага планок 25 и высоты изделия 36, После остановки клетей 16 и 17 включением привода 19 в очередной раз приводятся в движение штанги толкателя 18, которые сталкивают очередной слой изделий на ранее сфоршфованный слой на накопителе. Затем переключением привода 19 штанги толкателя 18 возвращаются в исходное положение, после чего в очередной раз происходит опускание клети 16 и подъем клети 17
После окончания разгрузки вагонет ки и образования пакета изделий на накопителе происходит реверсивное вращение винта 4, вследствие чего клети 16 и 17 возвращаются в исходное положение, после чего расфикси- руется вагонетка и производится ее откатка, на чем и заканчивается цикл работы установки. Постоянный контакт роликов-стабилизаторов 22 с направляющими 21 обеспечивает устойчивость траверсы 6,
В процессе разгрузки вагонетки рамки 35 могут быть сдвинутыми и оказаться в положении, когда их торцы упрутся в переходную плоскость 28 планок 25. Торец рамки находится в плоскости, перпендикулярной направлению движения изделий, а плоскость 28 расположена под некоторым углом к плоскости торца рамки, последняя упирается только углом со стороны входа вагонетки в клеть, а угол рамки со стороны выхода вагонетки не касается плоскости 28, исключается вероятность падения рамки с вагонет- .ки в процессе ее откатки из клети.
6317
Наличие ограничителя 31 исключает вероятность разрушения пакета изделий в процессе формирования.
Конструкция установки весьма эффективна за счет широкого диапазопя ее применения. В качестве источника энергии опускания вагонеточной клети используется потенциальная энергия
0 массы изделий, находящихся на вагонетке, превращаемая в кинетическую при включении привода, энергия которого необходима только для преодоления сопротивления самотормозящего
15 винтового сопряжения.
изобретения Установка для разгрузки сушильных вагонеток, содержащая опорную рамную конструкцию, в вертикальных направ20 ляющих которой установлена несущая сушильную вагонетку основная клеть, связанная тяговыми цепями с приводом подъема, толкатель изделий с рамок в накошгтель и фиксатор рамок, о т 25 л и ч а ю щ а я с я тем, что, с целью повышения производительности установки, снижения ее энергоемкости и обеспечения пакетирования изделий, она снабжена дополнительной подъем30 ной клетью и траверсой с роликами- стабилизаторами, а на опорной рамной конструкции смонтированы горизонтальные направляющие, в которых установлены ролики-стабилизаторы,при этом
толкатель изделии закреплен в дополнительной подъемной клети, а фиксатор рамок установлен в основной клети напротив толкателя и выполнен в виде ступенчатых планок, расположен- ных с шагом, равным шагу полок вагонетки, причем траверса кинематически связана с приводом подъема, а ее концы соединены тяговыми цепями соответственно с основной и дополнительными клетями.
31 30 36 1 JJ /6
1416317
21 ;V/ 20 75, J 77
ttfVT
ц 2J 6 J3 1 2 Фие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Разгрузчик сушильных вагонеток | 1987 |
|
SU1475797A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Разгрузчик сушильных вагонеток | 1982 |
|
SU1057292A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Туннельная печь для обжига керамических изделий | 1990 |
|
SU1765652A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Разгрузчик сушильных вагонеток | 1990 |
|
SU1805046A1 |

Изобретение относится к области механизации и автоматизации процесса перегрузки и пакетирования штучных изделий, например кирпича или кера:- мических камней. Целью изобретения является повышение производительности установки, снижение ее энергоемкости и обеспечение пакетирования изделий. Установка содержит основную клеть 16 с вагонеткой, дополнительную клеть 17 с толкателем 18 и привод 2 подъема клетей. Основная клеть 16 и дополнительная клеть 17 с толкателем соединены между собой тяговыми цепями 7-14, которые крепятся к траверсе 6, имеющей возвратно-поступательное перемещение при помощи ходового винта 4, кинематически связанного с приводом 2 подъема. 7 ил.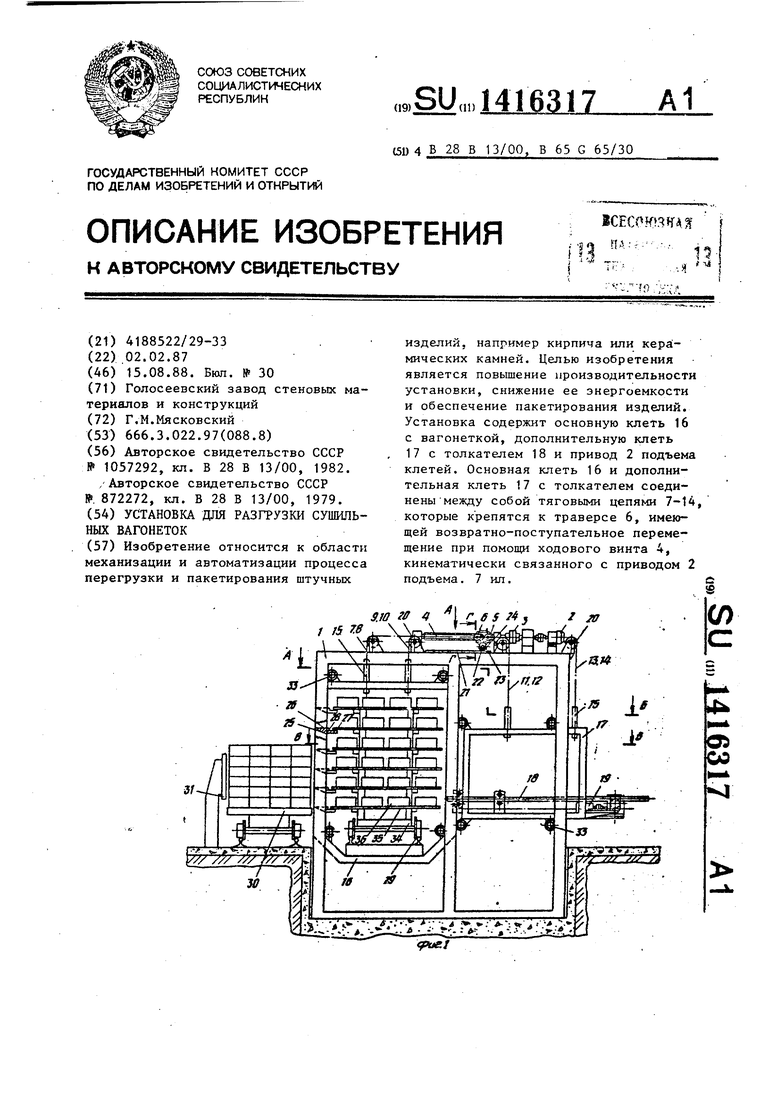
6-Б
IS 33 зг n Jff л
zJ
1 Д
Ezzn:
-.IJ
0t/e.3
-V
Я Д
Ю
//
в-в
ФигЛ
Cpuff.S
Редактор Л.Повхан
Составитель И.Генералова
Техред М.ХоданичКорректор M,Maкcи шшинeц
Заказ 4017/13
Тираж 528
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ЛУ ///
17
(рие.7
Подписное
| Разгрузчик сушильных вагонеток | 1982 |
|
SU1057292A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| / Авторское свидетельство СССР № | |||
| Автомат-разгрузчик изделий с сушильных вагонеток | 1979 |
|
SU872272A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
