;о to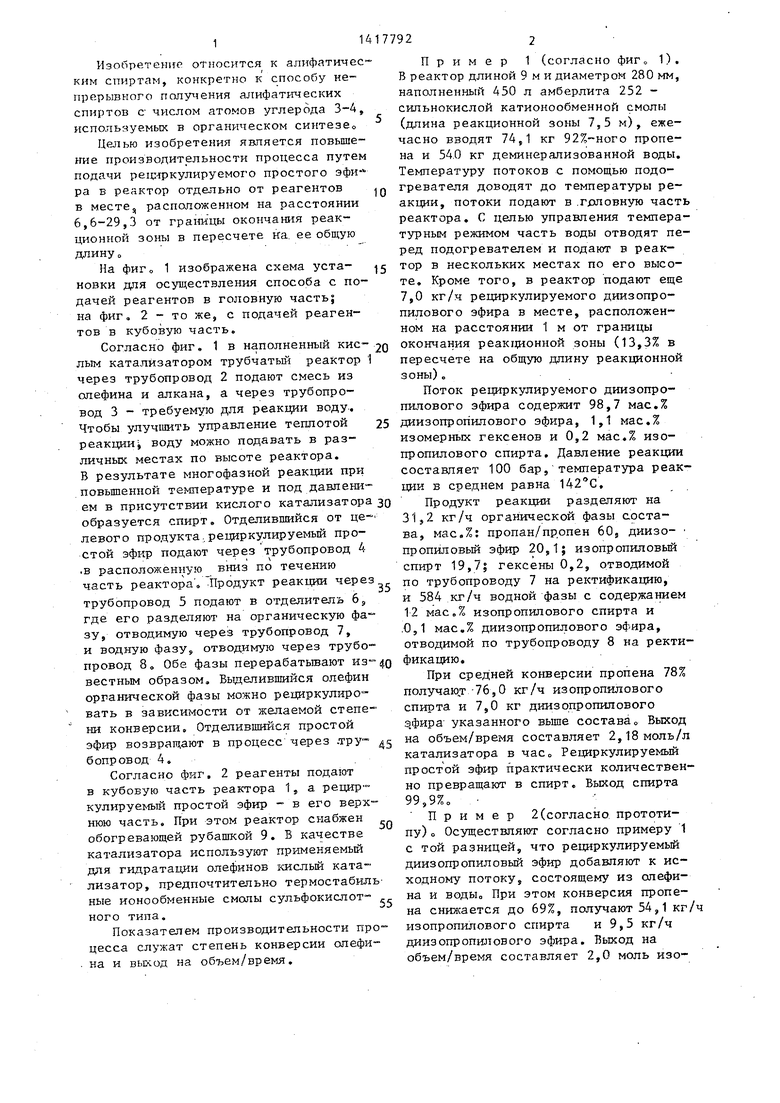
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изопропилового или втор-бутилового спиртов | 1981 |
|
SU1250167A3 |
| Способ получения низших алифатических спиртов | 1984 |
|
SU1301307A3 |
| Способ получения спиртов с 3- или 4-мя атомами углерода | 1986 |
|
SU1400502A3 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРОПИЛОВОГО СПИРТА | 2000 |
|
RU2158725C1 |
| Способ непрерывного получения вторичного бутилового спирта | 1981 |
|
SU1106445A3 |
| Способ получения изопропанола или трет-бутанола | 1987 |
|
SU1581216A3 |
| Способ получения диметилтерефталата | 1973 |
|
SU695554A3 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРОПИЛОВОГО СПИРТА | 2002 |
|
RU2211212C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА, СОДЕРЖАЩЕГО ДИИЗОПРОПИЛОВЫЙ ЭФИР | 2002 |
|
RU2230055C1 |
| Катализатор для окисления спиртов с -с до эфиров | 1977 |
|
SU655286A3 |
Изобретение касается производства алифатических спиртов, в частности С -С -спиртов, используемых в органическом синтезе. Процесс ведут реакцией соответствующего олефина с BQ- дой на сильнокислом катионите (КТ) при нагревании и давлении. Затем проводят разделение массы на водную и органическую фазы. Водная фаза содержит f 12% изопропанола и 0,1% диизо- пропилового эфира (ИПЭ). Органическая фаза содержит, мас.%: пропан и пропан. 60; ИПЭ 19,7; гексеныО,2, Из этих фаз ректификацией вьщеляют целевой спирт, а ИПЭ рециркулируют в реактор отдельно от реагентов, т.е. в месте, расположенном на расстоянии 6,6-29,3% от границы окончания реакционной зоны в пересчете на ее общую длину. Эти условия обеспечивают непрерывность процесса и его лучщую производительность по спиртам, т.е, повышение с 2 до 2,8-2,85 мол./л КТ-ч. 2 ил. i О)
см
Изобретение относится к алифатическим спиртам, конкретно к способу непрерывного получения алифат гческих спиртов с числом атомов углерода 3-4, используемых в органическом синтеэво
Целью изобретения яапяется повышение производительности процесса путем подачи peic-тркулируемого простого эфи ра в реактор отдельно от реагентов в месте, расположенном на расстоянии 6,6-29,3 от границы окончания реакционной зоны в пересчете на, ее общую длину
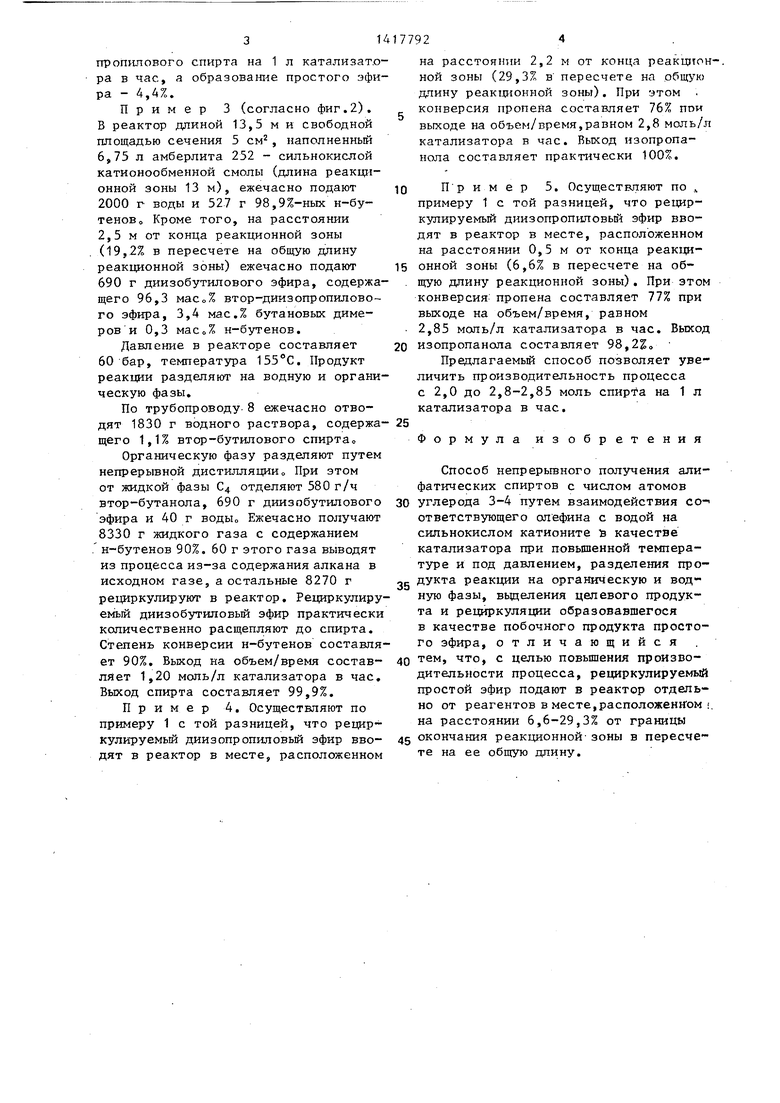
На фиг о 1 изображена схема установки для осуществления способа с подачей реагентов в головную часть; на фиг, 2 - то же, с подачей реагентов в кубоззую часть.
Согласно фиг, 1 в наполненный кис- 2о окончания реак1щонной зоны (13,3% в
лым катализатором трубчатый реактор 1 через трубопровод 2 подают смесь из олефина и алкана, а через трубопровод 3 - требуемую для реакции воду-. Чтобы улучшить управление теплотой реакцииi воду можно подавать в раз- личньк местах по высоте реактора. В результате многофазной реакции при иовьшенной температуре и под давлением в присутствии кислого катализатора зо образуется спирт. Отделившийся от це- левого продукта,рециркулируемый простой эфкр подают через трубопровод 4 .в расположенную вниз по течению часть реактора , Продукт реакции через трубопровод 5 подают в отделитель 6j где его разделяют на органическую фазу, отводимую через трубопровод 7, и водную фазу, отводимую через трубопровод 8 о Обе фазы перерабатьшают известным образом, Вьздвлившийся олефин органической фазы можно рециркулиро- вать в зависимости от желаемой степени конверсии. Отделившийся простой эфир возвращают в процесс через .тру бопровод 4.
Согласно фиг, 2 реагенты подают в кубовую часть реактора 1, а рециркулируемый простой эфир - в его верхнюю часть. При этом реактор снабжен обогревающей рубашкой 9. Б кач:естве катализатора используют применяемый для гидратации олефинов кисльй катализатор, предпочтительно термостабильные ионообменные смолы сульфокислот- ного типа.
Показателем производительности процесса служат степень конверсии олефи- . на и вькод на объем/время.
пересчете на общую длину реакхщонной зоны).
Поток рециркулируемого диизопро- пилового эфира содержит 98,7 мас.% 25 диизопропилового эфира, 1,1 мас.% изомерных гексенов и 0,2 мас.% изо- пропилового спирта. Давление реакции составляет 100 бар, температура реак ции в среднем равна 142 С.
Продукт реакции разделяют на 31,2 кг/ч органической фазы состава, мас.%: пропан/пр.опен 60j диизо- пропиловый эфир 20,1j изопропиловый спирт 19,7; гексены 0,2, отводимой 25 по трубопроводу 7 на ректификацию, и 584 кг/ч водной фазы с содер,жанием 12 мас.% изопропилового спирта и .0,1 мас.% диизопропилового эфира, отводимой по трубопроводу 8 на ректи ilO фикацию.
При средней конверсии пропена 78% получаю - -76,0 кг/ч изопропилового спирта и 7,0 кг диизопропилового э.фира указанного вьше состава Выход на объем/время составляет 2,18 моль/л катализатора в час Рециркулируемый простой эфир практически количествен но превращают в спирт. Выход спирта 99,9%о
Пример 2(согласно прототипу) о Осуществляют согласно примеру 1 с той разницей, что рециркулируемьй диизопропиловый эфир добавляют к исходному потоку, состоящему из слефи- на и водЫо При этом конверсия пропена снижается до 69%, получают 54,1 кг изопропилового спирта и 9,5 кг/ч диизопропилового эфира. Выход на объем/время составляет 2,0 моль изо45
50
55
Пример 1 (согласно фиГо 1). В реактор длиной 9 м и диаметром 280 мм, наполненный 450 л амберлита 252 - сильнокислой катионообменной смолы (длина реакционной зоны 7,5 м), ежечасно вводят 74,1 кг 92%-ного пропе- на и 54,0 кг деминерализованной воды. Температуру потоков с помощью подогревателя доводят до температуры реакции, потоки подают в ,Г ловную часть реактора. С целью управления температурным режимом часть воды отводят перед подогревателем и подают в реак-
тор в нескольких местах по его высоте. Кроме того, в реактор подают еще 7,0 кг/ч рециркулируемого диизопро- пилового эфира в месте, расположенном на расстоянии 1 м от границы
зо
пересчете на общую длину реакхщонной зоны).
Поток рециркулируемого диизопро- пилового эфира содержит 98,7 мас.% 25 диизопропилового эфира, 1,1 мас.% изомерных гексенов и 0,2 мас.% изо- пропилового спирта. Давление реакции составляет 100 бар, температура реакции в среднем равна 142 С.
Продукт реакции разделяют на 31,2 кг/ч органической фазы состава, мас.%: пропан/пр.опен 60j диизо- пропиловый эфир 20,1j изопропиловый спирт 19,7; гексены 0,2, отводимой 25 по трубопроводу 7 на ректификацию, и 584 кг/ч водной фазы с содер,жанием 12 мас.% изопропилового спирта и .0,1 мас.% диизопропилового эфира, отводимой по трубопроводу 8 на ректи- ilO фикацию.
При средней конверсии пропена 78% получаю - -76,0 кг/ч изопропилового спирта и 7,0 кг диизопропилового э.фира указанного вьше состава Выход на объем/время составляет 2,18 моль/л катализатора в час Рециркулируемый простой эфир практически количественно превращают в спирт. Выход спирта 99,9%о
Пример 2(согласно прототипу) о Осуществляют согласно примеру 1 с той разницей, что рециркулируемьй диизопропиловый эфир добавляют к исходному потоку, состоящему из слефи- на и водЫо При этом конверсия пропена снижается до 69%, получают 54,1 кг/ч изопропилового спирта и 9,5 кг/ч диизопропилового эфира. Выход на объем/время составляет 2,0 моль изо5
0
5
пропилового спирта на 1 л катализат.о- ра в час, а образование простого эфира - 4,А%.
Пример 3 (согласно фиг.2). В реактор длиной 13,5 ми свободной площадью сечения 5 см, наполненный 6,75 л амберлита 252 - сильнокислой катионообменной смолы (длина реакционной зоны 13 м), ежечасно подают 2000 г воды и 527 г 98,9%-ных н-бу- теново Кроме того, на расстоянии 2,5 м от конца реакционной зоны (19,2% в пересчете на об1цую длину реакционной зоны) ежечасно подают 690 г диизобутилового эфира, содержащего 96,3 маСо% втор-диизопропилово- го эфира, 3,4 мас.% бутановых диме- ров и 0,3 масо% н-бутенов.
Давление в реакторе составляет 60 бар, температура . Продукт реакции разделяют на водную и органическую фазы.
По трубопроводу. 8 ежечасно отводят 1830 г водного раствора, содержащего 1,1% втор-бутилового спирта.
Органическую фазу разделяют путем непрерывной дистилляции При этом от жидкой фазы С отделяют 580 г/ч втор-бутанола, 690 г диизобутилового эфира и 40 г водЫо Ежечасно получают 8330 г жидкого газа с содержанием . н-бутенов 90%. 60 г этого газа выводят из процесса из-за содержания алкана в исходном газе, а остальные 8270 г рециркулируют в реактор. Рециркулиру- емый диизобутиловый эфир практически количественно расщепляют до спирта. Степень конверсии н-бутенов составляет 90%. Выход на объем/время составляет 1,20 моль/л катализатора в час. Выход спирта составляет 99,9%.
Пример 4. Осуществляют по примеру 1 с той разницей, что рецнр- кулируемьй диизопропилоный эфир вводят в реактор в месте, расположенном
на расстоянии 2,2 м от конца реакционной зоны (29,3% В пересчете на общую длину реакционной зоны). При этом конверсия пропена составляет 76% пои выходе на объем/время,равном 2,8 моль/л катализатора в час. Выход изопропа- нола составляет практически 100%.
П ример 5. Осуществляют по , примеру 1 с той разницей, что рецир- кулируемьй диизопропиловьй эфир вводят в реактор в месте, расположенном на расстоянии 0,5 м от конца реакционной зоны (6,6% в пересчете на об- щую длину реакционной зоны). При этом конверсия- пропена составляет 77% при выходе на объем/время, равном 2,85 мопь/л катализатора в час. Выход
изопропанола составляет 98,2%,,
Предлагаемый способ позволяет увеличить производительность процесса с 2,0 до 2,8-2,85 моль спирта на 1 л катализатора в час.
Формула изобретения
Способ непрерьганого получения алифатических спиртов с числом атомов
углерода 3-4 путем взаимодействия со- ответствующего олефина с водой на сильнокислом катионите ь качестве катализатора при повьппенной температуре и под давлением, разделения продукта реакции на органическую и водную фазы, вьщеления целевого продукта и рециркуляции образовавшегося в качестве побочного продукта простого эфира, отличающийся
тем, что, с целью повьщгения производительности процесса, рециркулируемый простой эфир подают в реактор отдельно от реагентов в месте,расположенн ом , на расстоянии 6,6-29,3% от границы
окончания реакционной-зоны в пересче те на ее общую длину.
ОФ-
TV
СхЗ
0
о
О
о
г-7
8
о
/
фиг.2
| СПОСОБ ПРОГНОЗИРОВАНИЯ УРАТНОГО НЕФРОЛИТИАЗА | 2021 |
|
RU2759237C1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
